There is a huge difference between drill bits, even amongst those that are supposedly for steel, and if you do a lot of drilling you soon notice the difference.
Generally speaking, I tend to avoid drill bits supplied by power tool manufacturers. Some are “o.k.” but a lot are barely adequate. I’ve used Bosch, and they were very unimpressive bits.
Try getting a few bits from an industrial supplier. Try maybe MSC, but there are others. I’d probably be happy with a good HSS, but if that didn’t work I’d go cobalt. Crappy cobalt are worse than good HSS though.
You absolutely need to drill a pilot hole first. Start by centre punching (it’s not just to locate the pilot drill, but to allow it to start cutting) then drill the pilot. I tend to use 1/8 as almost a universal pilot hole size, but sometimes you need to go up in steps.
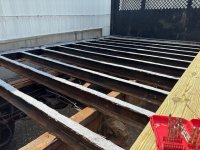
The next problem you have will be getting the stability, and the downforce. If I was drilling that steel I know it would be easy work in a drill press, but without that the drill can wander around, and in honesty it’s hard work to exert the downforce.
I use a big drill if I’m working on steel (the Fein shown below) and even with the stability and weight, drilling freehand is much harder work than with a drill press.

Personally (depending on how many holes need drilling) that job might give me the shove I need to acquire a magnetic base drill. Some of these have chucks designed for annular cutters, but you can get regular bits to fit, and they are all intended for work on steel. In fact precisely that sort of job!