So I been seeing alot of posts lately about subbing between some metric and SAE sizes and also yesterday TTC video measured wrenches from different brands and showed a pretty big tolerance gap.
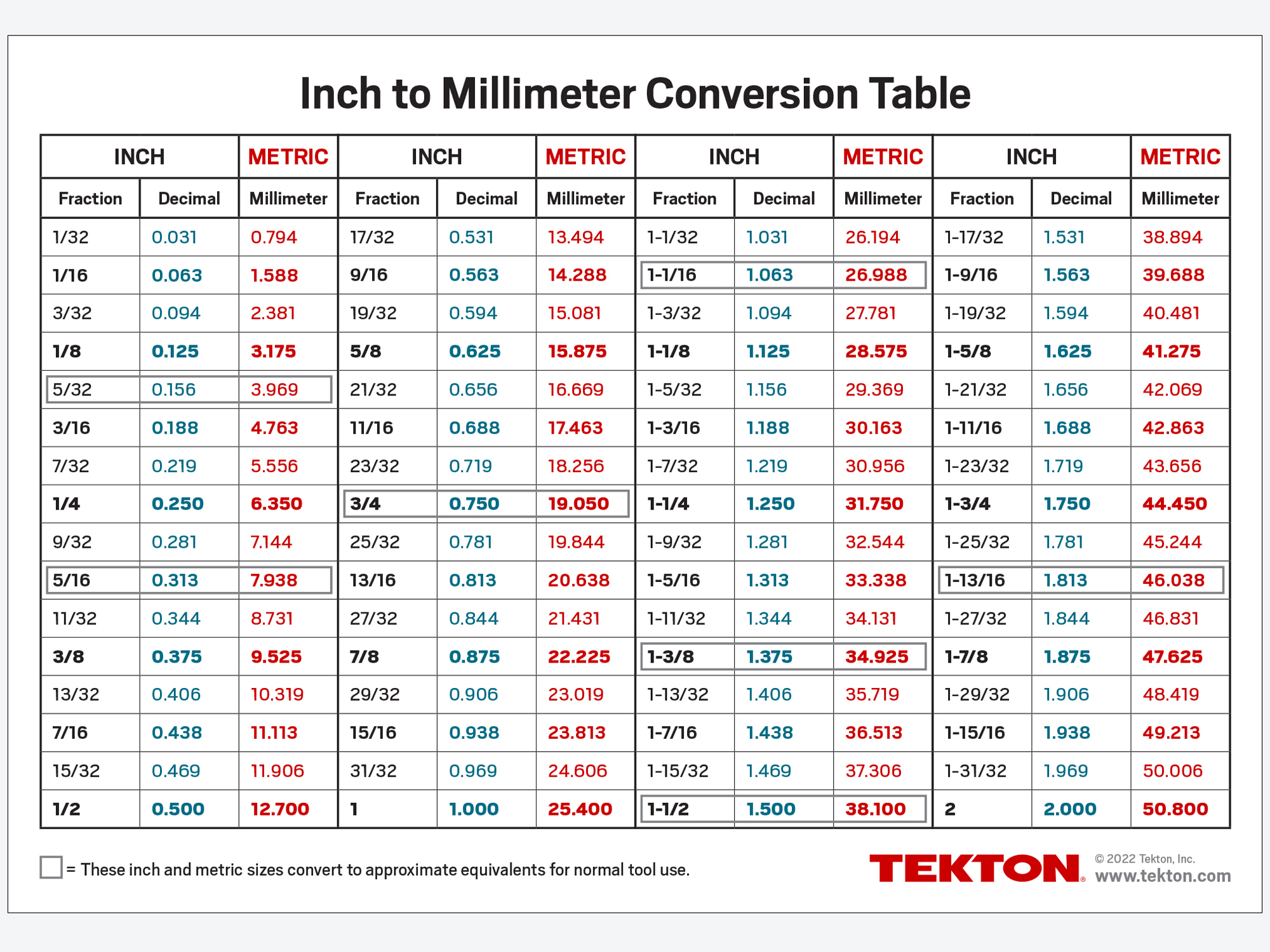
It made me think if some metric and SAE sizes are close like 7/16 inch is really 11.1mm then if the tool maker tolerance for the die used is less than the difference in the metric to sae then there literally the same tools and honestly I bet the factory uses the same die.
So I broke out my calipers and measured some and yeah there’s def a difference between 7/16 and 11mm so I think those are different dies. But 3/4 and 19mm was basically exact the same like literally. If you do the maths 3/4 inch is 19.05mm so maybe if the tolerance of the die is 0.05mm then it’s the same tool.
We got tool makers like @Astro_Pneumatic_Tools here and some real smart people so the first question is what is the tolerance of tool dies for sockets and wrenches. And as the die gets used to make tools it going to warp slightly maybe 0.01mm every 100k presses idk just made it up. So they must got specs to say when the die is worn out to be replaced. And I’m guessing the better companies like snap on would replace them at a tighter tolerance range compared to a cheaper company.
Then the final question is are any makers literally using the same die for two sizes and stamping different?
It made me think if some metric and SAE sizes are close like 7/16 inch is really 11.1mm then if the tool maker tolerance for the die used is less than the difference in the metric to sae then there literally the same tools and honestly I bet the factory uses the same die.
So I broke out my calipers and measured some and yeah there’s def a difference between 7/16 and 11mm so I think those are different dies. But 3/4 and 19mm was basically exact the same like literally. If you do the maths 3/4 inch is 19.05mm so maybe if the tolerance of the die is 0.05mm then it’s the same tool.
We got tool makers like @Astro_Pneumatic_Tools here and some real smart people so the first question is what is the tolerance of tool dies for sockets and wrenches. And as the die gets used to make tools it going to warp slightly maybe 0.01mm every 100k presses idk just made it up. So they must got specs to say when the die is worn out to be replaced. And I’m guessing the better companies like snap on would replace them at a tighter tolerance range compared to a cheaper company.
Then the final question is are any makers literally using the same die for two sizes and stamping different?