Happened to wander into a pawn shop last weekend.
Saw this:

The were asking $899. It has everything that came with it but the manual and 120v power plug adapter. It does have the 230v power plug.
Got them down to $720. Cash back guarantee w/in 7 days...
Took it home and verified the wire fed smoothly and it made a spark. Yay.
Amazon Prime Sunday Delivery is da' bomb.
This arrived at about 1:30pm Sunday:
https://www.amazon.com/gp/product/B00440DVE4/?tag=atomicindus08-20
Assembly took about 45 minutes.

Also got new tips and nozzles from Amazon.
Going to get some gas today.
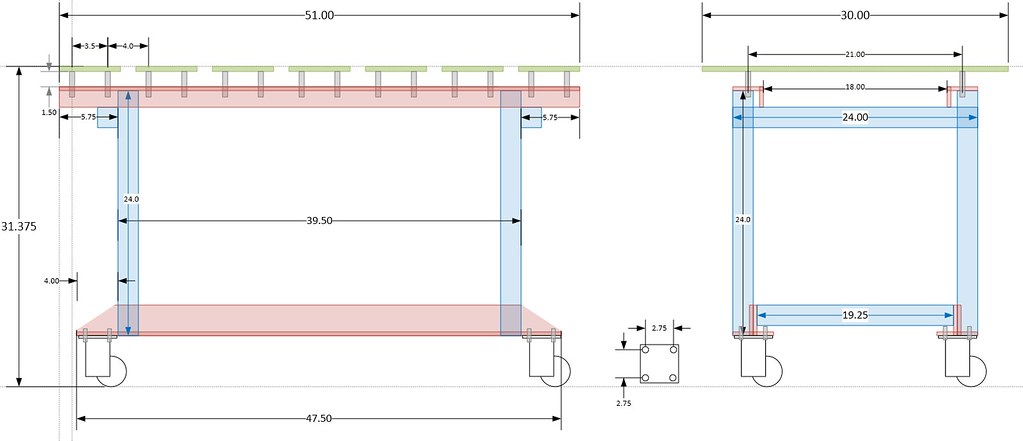
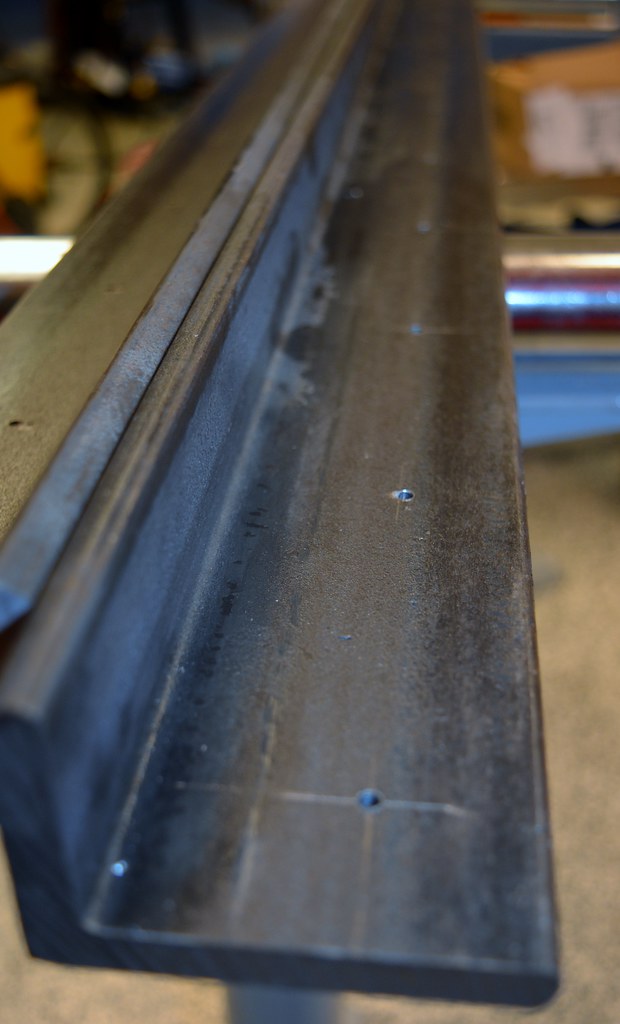
400lbs of steel will be delivered today too...first project will be a welding table that hopefully will end up looking something like this:

Saw this:
The were asking $899. It has everything that came with it but the manual and 120v power plug adapter. It does have the 230v power plug.
Got them down to $720. Cash back guarantee w/in 7 days...
Took it home and verified the wire fed smoothly and it made a spark. Yay.
Amazon Prime Sunday Delivery is da' bomb.
This arrived at about 1:30pm Sunday:
https://www.amazon.com/gp/product/B00440DVE4/?tag=atomicindus08-20
Assembly took about 45 minutes.
Also got new tips and nozzles from Amazon.
Going to get some gas today.
400lbs of steel will be delivered today too...first project will be a welding table that hopefully will end up looking something like this:
















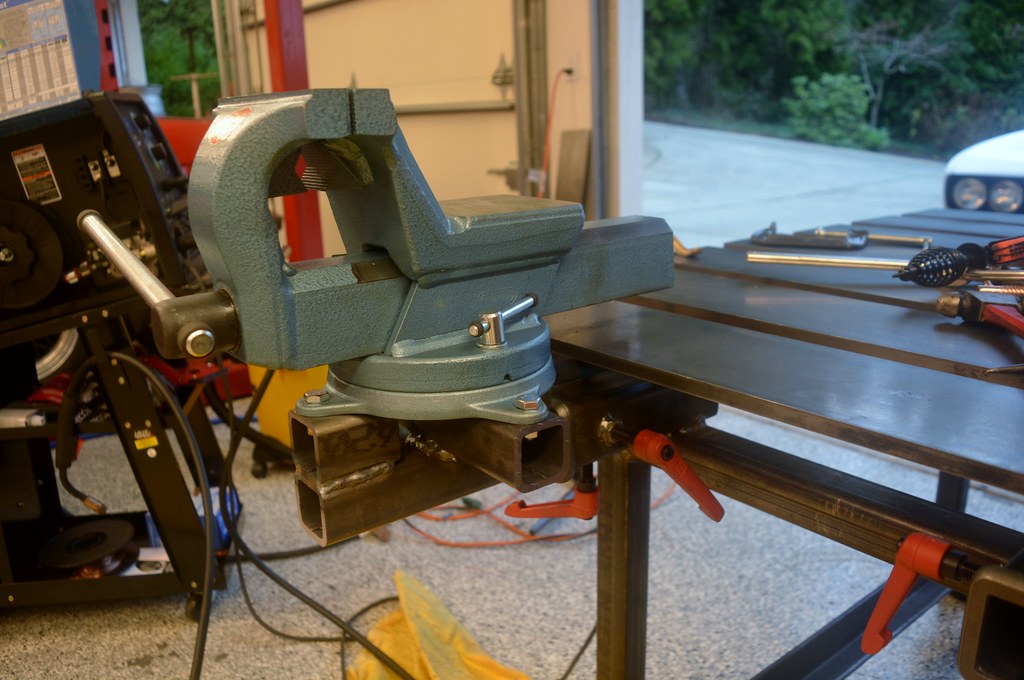
 No complaints and I have owned now for over two years. I really like the style of welding table you decided to go with, I will be watching to see how yours comes out. I went with a more traditional bench style welding table.
No complaints and I have owned now for over two years. I really like the style of welding table you decided to go with, I will be watching to see how yours comes out. I went with a more traditional bench style welding table.
















")