I bought a Reed 104 1/2 with plastic jaws which I dislike so I don't use the vise which I really like. I decided to make some aluminum jaws for it so I can get some use out of it. They are the "T" shaped jaws. I recently bought a 25 year old Rong Fu mill drill and have zero experience milling. Speeds go up to 2500 rpm's.

I'm using 6061 flat bar 1' X 1 1/2".
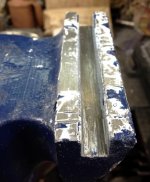
I'm using an 11/16" end mill and taking a 9/16" wide by 1/2" deep swath off one side of the bar in one swipe. Speed is set at 440 RPM's and it is going slow. It's taken a good 1/2 hour to do the 1st cut of 5" length. If I feed faster I get vibrations and jitter. I'm using a few drops of aluminum cutting fluid on the top but I don't know if it makes it down the end mill to the cutting area.

I started off brushing all the chips away regularly but the last half I just let them pile up. When I got done and cleared the chips you can see how rough the side edge looks on the last half. I'm thinking chips were falling into the cutting area or it was getting hot but there were no signs of excessive heat. The end mill looks good still with no deterioration easily visible on quick inspection. I'm thinking I should pick up the speed to maybe double (at 440 now so around 900 rpms. Should I have been doing this in 2 passes (same depth but only 1/2 as far in)? I see the very edge is just rolling up along the edge.

Any tips or advice is appreciated!
I'm using 6061 flat bar 1' X 1 1/2".
I'm using an 11/16" end mill and taking a 9/16" wide by 1/2" deep swath off one side of the bar in one swipe. Speed is set at 440 RPM's and it is going slow. It's taken a good 1/2 hour to do the 1st cut of 5" length. If I feed faster I get vibrations and jitter. I'm using a few drops of aluminum cutting fluid on the top but I don't know if it makes it down the end mill to the cutting area.
I started off brushing all the chips away regularly but the last half I just let them pile up. When I got done and cleared the chips you can see how rough the side edge looks on the last half. I'm thinking chips were falling into the cutting area or it was getting hot but there were no signs of excessive heat. The end mill looks good still with no deterioration easily visible on quick inspection. I'm thinking I should pick up the speed to maybe double (at 440 now so around 900 rpms. Should I have been doing this in 2 passes (same depth but only 1/2 as far in)? I see the very edge is just rolling up along the edge.
Any tips or advice is appreciated!




") .
.