
Last week I received a surprise from fellow GJ member Jxxxoxxe. In the mail was a 3-ring binder containing a complete copy of the parts and operation manual for my Series II Bridgeport. Jxxxoxxxe, who recently got his own Series II mill as documented in this thread was kind enough to copy his manual as I have none. Thanks again!
Although the DoAll rebuild is not yet fully completed, receiving the Bridgeport manual has prompted me to begin the next rebuild thread!
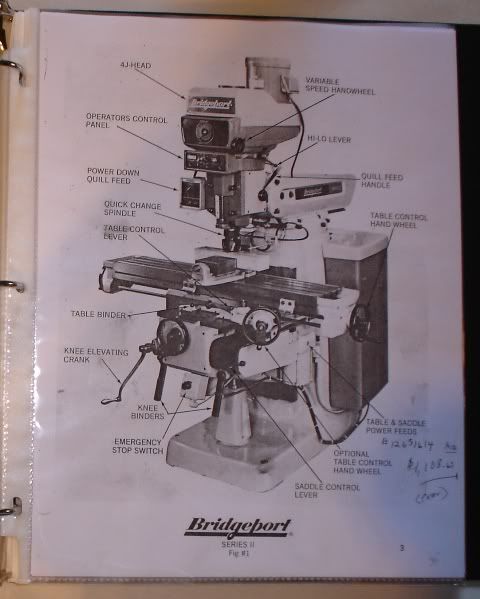
Here's a page out of the manual showing the general layout of the machine:
History of the Series II machine.
According to an ex Bridgeport employee, the Series II machine was built based on information gathered from a mailed customer survey sometime in the late 1960's. Due to the survey response, the Series II was designed to overcome customer-perceived shortfalls of the Series I machine.
However, the machine did not sell very well, possibly due to it's high price and was eventually discontinued after approximately 8,000 units were produced. This page reports a base price for the Series II Standard at $65,000. By comparison, over 370,000 copies of the Series I machine in it's various forms have been produced since 1938 and the current base price for a Series I machine is approximately $15,000 according to kneemills.com, Hardinge Bridgeport's website.
Officially, the Series II 4J head Bridgeport is no longer supported.
Specifications
For those familiar with a Series I machine, it's fairly convenient to to take most of the specifications and double them to arrive at approximate specifications of the Series II. A few of the more important ones:
Weight: Approximately 5,000lbs as opposed to 2,100lbs for the Series I
Spindle motor: 4HP as opposed to 2HP on the Series I
Spindle Taper: Erickson #40 Quick-Change (NMTB-40) as opposed to R-8.
Table size: 10" x 58" as opposed to 9" x 42"
Several other features stand out on this machine besides it's overall size. First, three DC motors provide power traverse on all axes. One motor provides power up and down to the knee, a second motor provides power feeds and rapids to the table and a third motor, operating though a harmonic drive, runs the quill downfeed. The quill downfeed is rated at 900lbs of thrust.
Spindle speeds are slightly slower than a Series I 2J head, 50-3500 RPM as opposed to 60-4200RPM.
"Before" photos




That's all for now! I'll be adding more information to this first post when I start this rebuild.
Although the DoAll rebuild is not yet fully completed, receiving the Bridgeport manual has prompted me to begin the next rebuild thread!
Here's a page out of the manual showing the general layout of the machine:
History of the Series II machine.
According to an ex Bridgeport employee, the Series II machine was built based on information gathered from a mailed customer survey sometime in the late 1960's. Due to the survey response, the Series II was designed to overcome customer-perceived shortfalls of the Series I machine.
However, the machine did not sell very well, possibly due to it's high price and was eventually discontinued after approximately 8,000 units were produced. This page reports a base price for the Series II Standard at $65,000. By comparison, over 370,000 copies of the Series I machine in it's various forms have been produced since 1938 and the current base price for a Series I machine is approximately $15,000 according to kneemills.com, Hardinge Bridgeport's website.
Officially, the Series II 4J head Bridgeport is no longer supported.
Specifications
For those familiar with a Series I machine, it's fairly convenient to to take most of the specifications and double them to arrive at approximate specifications of the Series II. A few of the more important ones:
Weight: Approximately 5,000lbs as opposed to 2,100lbs for the Series I
Spindle motor: 4HP as opposed to 2HP on the Series I
Spindle Taper: Erickson #40 Quick-Change (NMTB-40) as opposed to R-8.
Table size: 10" x 58" as opposed to 9" x 42"
Several other features stand out on this machine besides it's overall size. First, three DC motors provide power traverse on all axes. One motor provides power up and down to the knee, a second motor provides power feeds and rapids to the table and a third motor, operating though a harmonic drive, runs the quill downfeed. The quill downfeed is rated at 900lbs of thrust.
Spindle speeds are slightly slower than a Series I 2J head, 50-3500 RPM as opposed to 60-4200RPM.
"Before" photos
That's all for now! I'll be adding more information to this first post when I start this rebuild.
Last edited:



")












