
I'm getting pretty frustrated this morning.
I'm not a welder, but I'd like to learn. I think I'm in that danger zone of ' enough knowledge to think I know something '.
I was given a free welder. It's a Solar 2171 gas less wire feed 110v job.
All it has for switches is a min/max range and a high/low power. I can't find a manual online.
I'm using a dedicated 20a breaker for it.
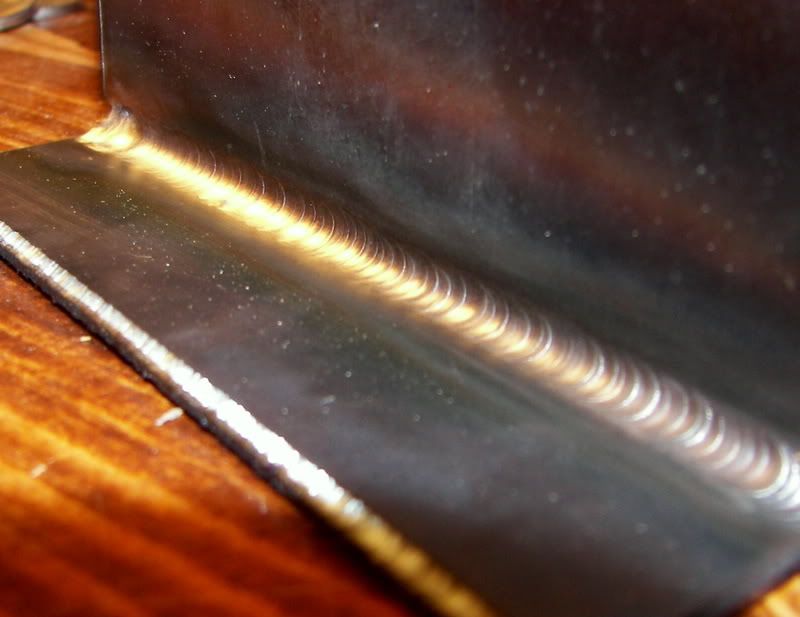
Man. I can't weld anything with it. Just a spattering mess. I've got a pretty thin piece of flat stock that I'm just trying to lay a bead on. It won't even get it red on the other side, and I can knock the bead off with a hammer. I've tried a couple of different pieces of scrap metal and all with the same results. What am I doing wrong!?!
I'm not a welder, but I'd like to learn. I think I'm in that danger zone of ' enough knowledge to think I know something '.
I was given a free welder. It's a Solar 2171 gas less wire feed 110v job.
All it has for switches is a min/max range and a high/low power. I can't find a manual online.
I'm using a dedicated 20a breaker for it.
Man. I can't weld anything with it. Just a spattering mess. I've got a pretty thin piece of flat stock that I'm just trying to lay a bead on. It won't even get it red on the other side, and I can knock the bead off with a hammer. I've tried a couple of different pieces of scrap metal and all with the same results. What am I doing wrong!?!







 ) or a standard Tweco 'small' contact tip with an 0.030 hole (11-series with an 0.030 hole, usual Tweco p/n for that would be 11-30).
) or a standard Tweco 'small' contact tip with an 0.030 hole (11-series with an 0.030 hole, usual Tweco p/n for that would be 11-30).