Tanshanomi
Well-known member
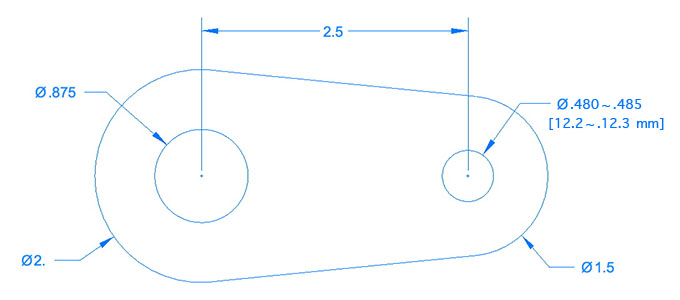
I'm trying to make two simple spacer plates out of ordinary 1/8" mild steel. I just need to drill a couple of 17mm holes and shape it a little with a grinder. Really, really, simple stuff. Well, here are my first three failed attempts:


I ordered a couple of "precision" metric hole saws online that ended up being shipped directly from Hong Kong, which scared me a bit. I chucked one in the drill press and gave it a shot. The runout was terrible and since my drill press doesn't have a slow enough speed, it was worn dull before it got halfway through, even though I used a little 3-in-1 household oil to lube the teeth.
So, I tried again with my 14.4V hand drill, trying to keep the speed where it was making the biggest chips. By the time I was half-way through, the center hole was so egged out that it was ruined.
I asked a friend of mine what I was doing wrong, and he said, "just pay a shop to cut them with a waterjet." That's not the only right answer and certainly not the one I was looking for. I'm trying to build a bike from scratch, as an experiment [http://www.caferacer.net/forum/topic.asp?TOPIC_ID=20019. I THOUGHT I was pretty savvy in the garage. I've been riding and maintaining bikes for over 30 years, but my only previous exposure with any sort of really serious custom fabrication was many years ago, when I was putting myself through college at a bike shop, which gave me access to all sorts of tools and equipment and mechanic friends to help me. Doing stupid little stuff like this alone in my garage is turning out to be a whole lot more difficult than I expected. I know there are guys without lathes and milling machines who do this kind of stuff. Am I really this stupid, or do I just not have decent tools?
I ordered a couple of "precision" metric hole saws online that ended up being shipped directly from Hong Kong, which scared me a bit. I chucked one in the drill press and gave it a shot. The runout was terrible and since my drill press doesn't have a slow enough speed, it was worn dull before it got halfway through, even though I used a little 3-in-1 household oil to lube the teeth.
So, I tried again with my 14.4V hand drill, trying to keep the speed where it was making the biggest chips. By the time I was half-way through, the center hole was so egged out that it was ruined.
I asked a friend of mine what I was doing wrong, and he said, "just pay a shop to cut them with a waterjet." That's not the only right answer and certainly not the one I was looking for. I'm trying to build a bike from scratch, as an experiment [http://www.caferacer.net/forum/topic.asp?TOPIC_ID=20019. I THOUGHT I was pretty savvy in the garage. I've been riding and maintaining bikes for over 30 years, but my only previous exposure with any sort of really serious custom fabrication was many years ago, when I was putting myself through college at a bike shop, which gave me access to all sorts of tools and equipment and mechanic friends to help me. Doing stupid little stuff like this alone in my garage is turning out to be a whole lot more difficult than I expected. I know there are guys without lathes and milling machines who do this kind of stuff. Am I really this stupid, or do I just not have decent tools?
Last edited: