Now these are my projects. The first one is a pair of Rotor Hats. One set for a member on here and another set for a friend of his. 7075 aluminum, which I really like the machining properties of.
This is just one of the many reflectors that we made at work. I made the tooling, then had to prove out the reflector. This ine hasn't been chem polished or anodized yet
This is another reflector prototype that I made. When it went into production it was made of of a cast aluminum. That was one good thing about working in the Toolroom and Model Shop......we got to work on the parts first.
This was some stainless steel latches I made for some light on a Boeing aircraft.
This is a quick adjusting riser block. You pull the "C" clip out, slide the inner part up or down, slip the "C" clip back in, then the screw adjustment is on top


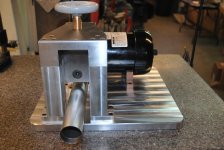
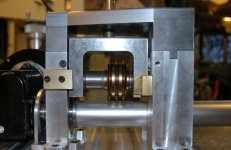
This is an aluminum handle, or the start of an aluminum handle. It goes on a searchlight for a helicopter. The handle eventually gets knurled and welded on. If anyone has ever bent aluminum tubing in a bender, you will know that the pipe will deform some in the bend and become egg shaped. This pipe had to maintain it roundness within .005 throughout the length of the tube. This tube has already been cut to length on the short end. When I made the tooling, then formed the tube, the tube was within .002 throughout the entire length. How I did it was by using two blocks of O-1 Tool steel. In each half of the blocks, I made a groove through the blocks at .500 deep x .500 radius. The tube diameter is 1.000". The two halves were doweled together and clamped. Using some grease for lubrication purposes, I then use a hydraulic press and pushed the tube down through the blocks. The size of the grooves through the block kept the diameter of the tube in check, and the result was a wrinkle free, non egg-shaped tube, bent at the correct angle each and every time.

The last picture, you guys can take a guess on it. Every single surface is machined on a compound angle. The tolerances on the part were +/-.002 everywhere, and is dead nuts on.
I've made so many precision tools for work as I showed above in my previous post, such as the angle plates, Sine plates, vises, and so on. I've made thousands of rivet punches for Universal head rivets. My wife has some of those still. Then a lot of smaller personal tools like boring bars, fly cutters, saw arbors, vise stops, and the list goes on and on. Eventually, I hope to get some equipment for home so that I can make a few things when I feel up to it. I got a lead on a 2 axis CNC mill, so I'm keeping my fingers crossed on that.


























































")







.jpg")
.jpg")
.jpg")
.jpg")
.jpg")
.jpg")