95riosnake
Well-known member
I thought I'd share my project with all of you, and I'm sure at some point I'll need some help and advice from you all  Progress will probably be slow, as this is my first large tool restoration. I'm sometimes too meticulous for my own good and often free time is hard for me to come by. But I'm a patient man, and I hope you will be as well as I gradually update this thread.
Progress will probably be slow, as this is my first large tool restoration. I'm sometimes too meticulous for my own good and often free time is hard for me to come by. But I'm a patient man, and I hope you will be as well as I gradually update this thread. ")
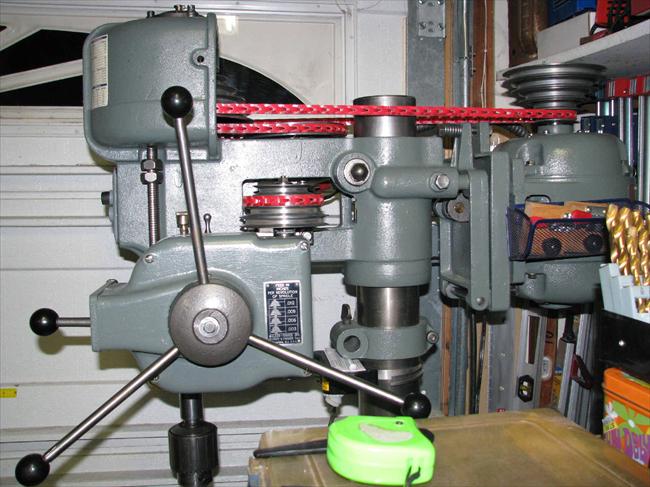
I've been searching high and low for a vintage drill press for about 6 months now, missed out on a couple great machines that at the time I thought I couldn't live without, and blamed myself for not acting quick enough on them. Well in the end that turned out to be a blessing in disguise. Last weekend a friend and I took a trip to the Akron, OH area and picked up a machine from my drill press bucket list; a 50's Walker Turner 20" drill press with the production table and table raising mechanism. The seller was a man in his late 60's who owns a local fastener business in the Akron area and told me he was selling off everything in hopes that he could retire. He couldn't keep his shop competitive in this economy anymore. It was sad to hear of another small business throwing in the towel, but of course I'm glad I found this piece of American iron before it ended up in a scrap yard. I ended picking it up for a cool $125, the serial number is 5E2B2. If anyone here has the ability to turn that information into a production year, I'd love to know some of the machine's history!
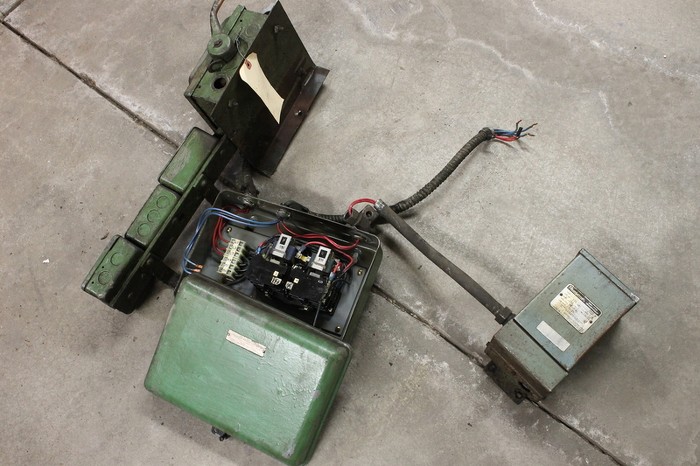
Here it is after getting it unloaded into my garage. With the help of the seller we lifted the head off with a forklift to make it easier to load and unload (this thing is HEAVY).

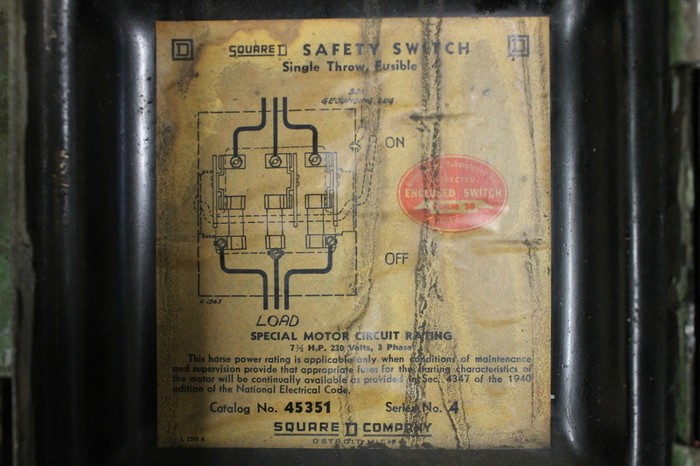
As you can see, there are several add ons hung on it like a power disconnect, 220v outlet, power disconnect, and a step down 115v transformer (for a work light or cutting fluid pump) that I'll be removing as I won't need them. I'll be wiring in a VFD to run this machine on single phase power so things will be simplified substantially in the wiring department.

Gotta love that WT plate!

It's sporting a no. 3 morse taper, and I'm not sure but that extra post coming off the handle has me wondering if this machine might have had a foot pedal down feed setup or something.


The table looks to be in great shape, but I'll have to see what I discover under the paint...

The first oddity about this press was that the T-slots in the base were filled in with something before being painted over. I hoped that it wasn't something too hard to remove, and luckily it wasn't too bad. Turns out at some point someone had made pieces of wood cut exactly the shape of the slots and hammered them in. My guess is they were tired of cleaning chips and oil out of them? Who knows. Nevertheless I grabbed a screwdriver and a hammer and went to work.

What came out was very old wood thoroughly saturated with cutting oil. How they got paint to lay over this much oil is beyond me!

The total amount of oil-saturated wood removed:

And the T-slots looking as they should now :

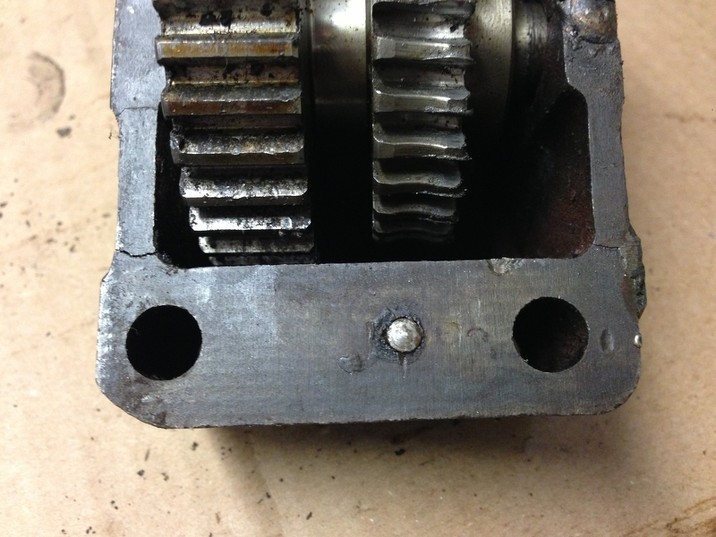
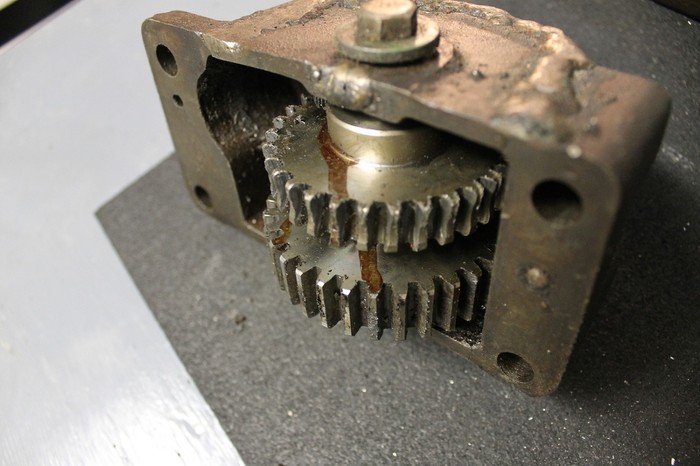
The next issue to address was the table raising mechanism. When we were unloading the press. I momentarily touched the table raising lever to the tailgate and it simply fell off. At first I was furious with myself, but upon further investigation I realized the shaft of the handle had been broken and braised in the past where the engagement pin went through. My guess is something had smashed the handle at some point because the gearbox for the mechanism shows a weld repair along one edge. There's a small crack still untouched, but the gearbox appears to be sound. I'm open to suggestions as to what I should do about the remaining crack. I will most likely prep and weld the shaft back together, filling the hole for the pin, then re-drill the hole for it.



I unbolted the gearbox to see what I'm dealing with, the gears look to be in fantastic condition, although one shows a little wear from the worm gear of the handle shaft.

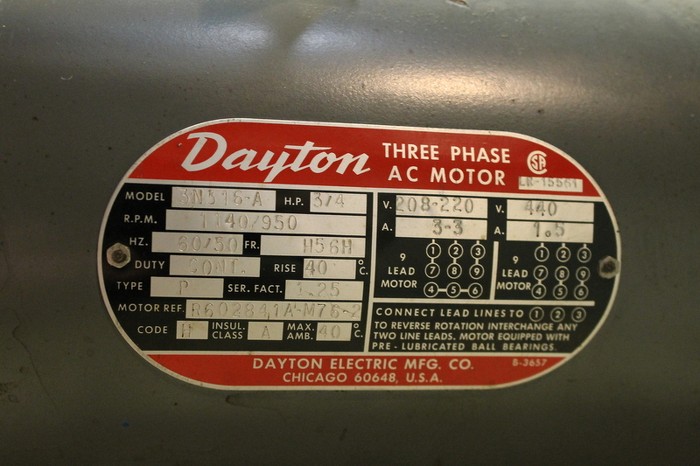
I decided to set that aside for another day and make the most of the time I had yesterday to work on eliminating the extra stuff hanging off the head of the drill press. As you can see, the original motor is no longer in place, but what currently lives in its place is a very nice dual speed 1140/950 rpm Dayton 3/4 hp motor that will suit me fine. I was told it was installed less than a year ago so it has plenty of life in it.
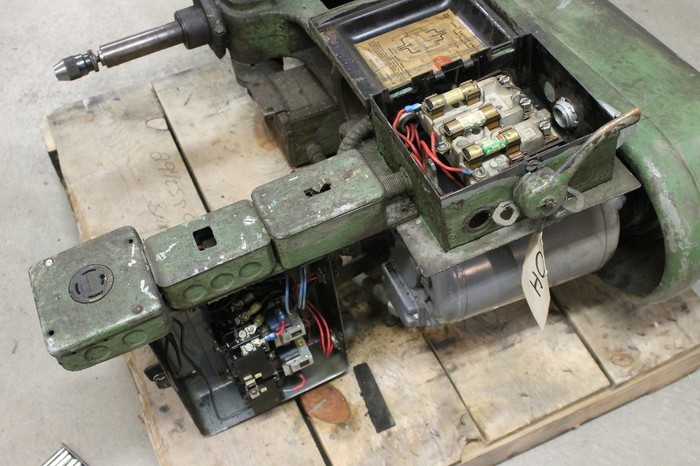
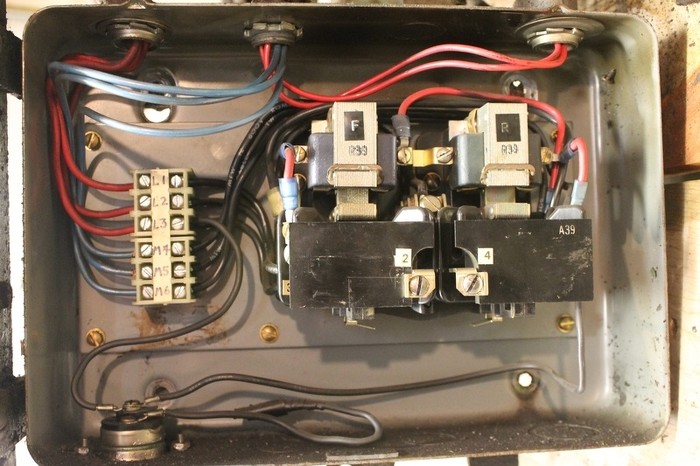
Took a couple shots of the wiring because I personally find stuff like this to be quite visually appealing. Like a window into the machine's former life as a work horse for the past 55+ years.

A shot of the spec tag on the motor:
About an hour later, I had removed all of the unneeded stuff and the head of the press was looking much better after a little diet.


That's all for now, I hope I wasn't too long-winded. I've been eagerly awaiting the opportunity to start my own thread like this while I was scouring auctions and online listings for the right machine. I'm very excited to finally be in the thick of it!
I'm going to continue dismantling it, then I'm planning to try out electrolysis on the more complex parts (like the main head casting, table and base) since I've read good things about this method on here. I still need to look into it a bit more before I try it, but the process seems rather straightforward.
Progress will probably be slow, as this is my first large tool restoration. I'm sometimes too meticulous for my own good and often free time is hard for me to come by. But I'm a patient man, and I hope you will be as well as I gradually update this thread. I've been searching high and low for a vintage drill press for about 6 months now, missed out on a couple great machines that at the time I thought I couldn't live without, and blamed myself for not acting quick enough on them. Well in the end that turned out to be a blessing in disguise. Last weekend a friend and I took a trip to the Akron, OH area and picked up a machine from my drill press bucket list; a 50's Walker Turner 20" drill press with the production table and table raising mechanism. The seller was a man in his late 60's who owns a local fastener business in the Akron area and told me he was selling off everything in hopes that he could retire. He couldn't keep his shop competitive in this economy anymore. It was sad to hear of another small business throwing in the towel, but of course I'm glad I found this piece of American iron before it ended up in a scrap yard. I ended picking it up for a cool $125, the serial number is 5E2B2. If anyone here has the ability to turn that information into a production year, I'd love to know some of the machine's history!
Here it is after getting it unloaded into my garage. With the help of the seller we lifted the head off with a forklift to make it easier to load and unload (this thing is HEAVY).
As you can see, there are several add ons hung on it like a power disconnect, 220v outlet, power disconnect, and a step down 115v transformer (for a work light or cutting fluid pump) that I'll be removing as I won't need them. I'll be wiring in a VFD to run this machine on single phase power so things will be simplified substantially in the wiring department.
Gotta love that WT plate!
It's sporting a no. 3 morse taper, and I'm not sure but that extra post coming off the handle has me wondering if this machine might have had a foot pedal down feed setup or something.
The table looks to be in great shape, but I'll have to see what I discover under the paint...
The first oddity about this press was that the T-slots in the base were filled in with something before being painted over. I hoped that it wasn't something too hard to remove, and luckily it wasn't too bad. Turns out at some point someone had made pieces of wood cut exactly the shape of the slots and hammered them in. My guess is they were tired of cleaning chips and oil out of them? Who knows. Nevertheless I grabbed a screwdriver and a hammer and went to work.
What came out was very old wood thoroughly saturated with cutting oil. How they got paint to lay over this much oil is beyond me!
The total amount of oil-saturated wood removed:
And the T-slots looking as they should now
:
The next issue to address was the table raising mechanism. When we were unloading the press. I momentarily touched the table raising lever to the tailgate and it simply fell off. At first I was furious with myself, but upon further investigation I realized the shaft of the handle had been broken and braised in the past where the engagement pin went through. My guess is something had smashed the handle at some point because the gearbox for the mechanism shows a weld repair along one edge. There's a small crack still untouched, but the gearbox appears to be sound. I'm open to suggestions as to what I should do about the remaining crack. I will most likely prep and weld the shaft back together, filling the hole for the pin, then re-drill the hole for it.
I unbolted the gearbox to see what I'm dealing with, the gears look to be in fantastic condition, although one shows a little wear from the worm gear of the handle shaft.
I decided to set that aside for another day and make the most of the time I had yesterday to work on eliminating the extra stuff hanging off the head of the drill press. As you can see, the original motor is no longer in place, but what currently lives in its place is a very nice dual speed 1140/950 rpm Dayton 3/4 hp motor that will suit me fine. I was told it was installed less than a year ago so it has plenty of life in it.
Took a couple shots of the wiring because I personally find stuff like this to be quite visually appealing. Like a window into the machine's former life as a work horse for the past 55+ years.
A shot of the spec tag on the motor:
About an hour later, I had removed all of the unneeded stuff and the head of the press was looking much better after a little diet.
That's all for now, I hope I wasn't too long-winded. I've been eagerly awaiting the opportunity to start my own thread like this while I was scouring auctions and online listings for the right machine. I'm very excited to finally be in the thick of it!
I'm going to continue dismantling it, then I'm planning to try out electrolysis on the more complex parts (like the main head casting, table and base) since I've read good things about this method on here. I still need to look into it a bit more before I try it, but the process seems rather straightforward.
 on #1 suggestion!
on #1 suggestion!