Tom, it sounds like you are primarily looking at automotive sheet metal work, a lot of your machine choice will be determined by how well you do in panel fitup. Mig is a bit more forgiving in wider and inconsistent panel gaps, as it is constantly adding feed wire. Let's call it a point and shoot. Tig is more of a manual dexterity challenge, as your feed hand needs to keep up with the torch hand, in coordination with the foot pedal. Now add a little excess panel gap and not enough feed and the heat will burn away at the parent metal, easily blowing a hole.
I haven't read much of the previous posts as much appeared to be non-related to sheet metal. So please excuse if I cover something already posted.
Given the limited panel thickness in welding sheet metal, heat control is a must. In using a Mig, it is nearly impossible to try a full pass weld with any semblance of consistency. Your start may be a little cold, showing little to no weld penetration on the back side, a little further along and you'll be getting a nice bead with full weld penetration, a little further once the panel has heated up and the weld will likely blow through. For this reason, and to try and have any consistency with the welds, Mig welding sheet metal is usually welded one dot at a time with the welder set hotter than normal to insure full weld penetration, wire feed a bit faster to help prevent any blowout, and weld size controlled by the length of the "zap".
Unfortunately, every time you weld one of these dots, the weld and HAZ (heat affected zone) shrink, pulling the surrounding panel in toward the center of the weld from all sides. This is best corrected by planishing each weld dot individually, and then grinding down to get it out of the way for the next set...
Example:
Tight fitting panels, no gaps..
First set of tacks...
Weld penetration, the back side....
Weld, planish, grind, overlap, repeat...
Planishing as you go helps to keep the panel's shape in check...
When welding patches and panels together you need full penetration welds to duplicate the factory metal by
filling the seam. With a bit of metal bumping, the results above are
about as filler free as you can get.
The ER70S-6 wire that typically comes with all Mig machines is a bit troublesome for sheet metal welding in that it hardens up a bit as it cools. This makes it more difficult to planish, and more of a chore to grind and sand down flush. There are other options to make this easier, EZ-Grind wire is softer making it easier to planish and grind, ER70S-7, in addition to those features, has more manganese in it's formulation for better wetting properties, which means better flowout to the parent metal and less proud on the weld. This helps to limit the amount of cleanup work afterward, and make what does need done easier. Still not as clean as a TIG, but it helps.
Tig. Welds are typically softer than the -6 Mig wire for an easier job of planishing the sheet metal, easier grinding/sanding the panel smooth. Full penetration Tig weld beads are typically less "proud" than their Mig counterpart, for less cleanup. Tig welding a continuous bead (as on a panel that has been tacked together) will have less shrinking and thus distortion issues than Mig. The continuous weld bead heats up and cools down progressively across the panel, so the shrinking effects are comparatively less than that of the shrink that occurs around each weld dot in Mig welding. For those really skilled at panel fitup, Tig also adds the option of fusion welding, ie: using no filler at all. This is beneficial on all aspects as there is virtually no grinding afterward, just a bit of planishing..:
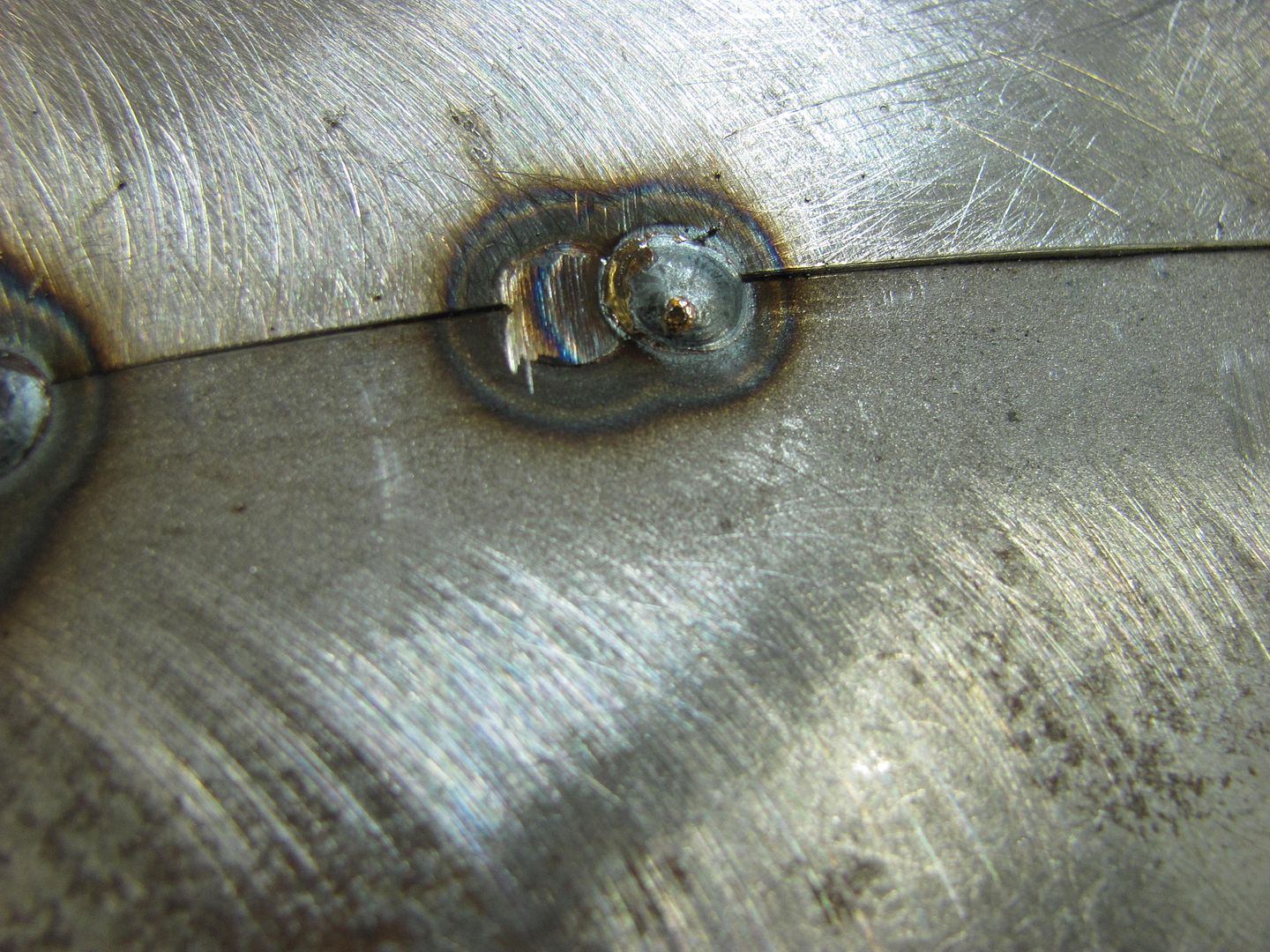
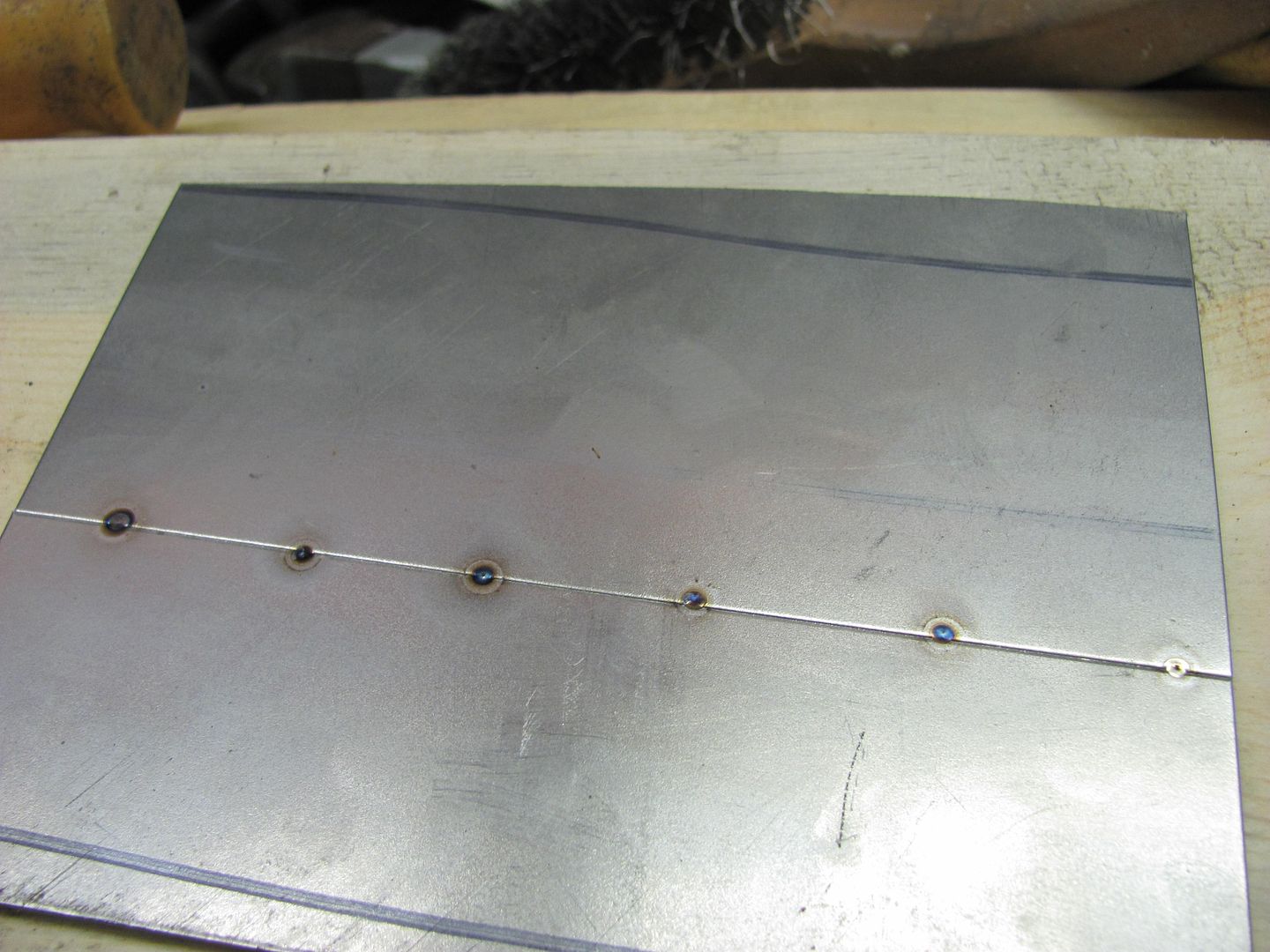
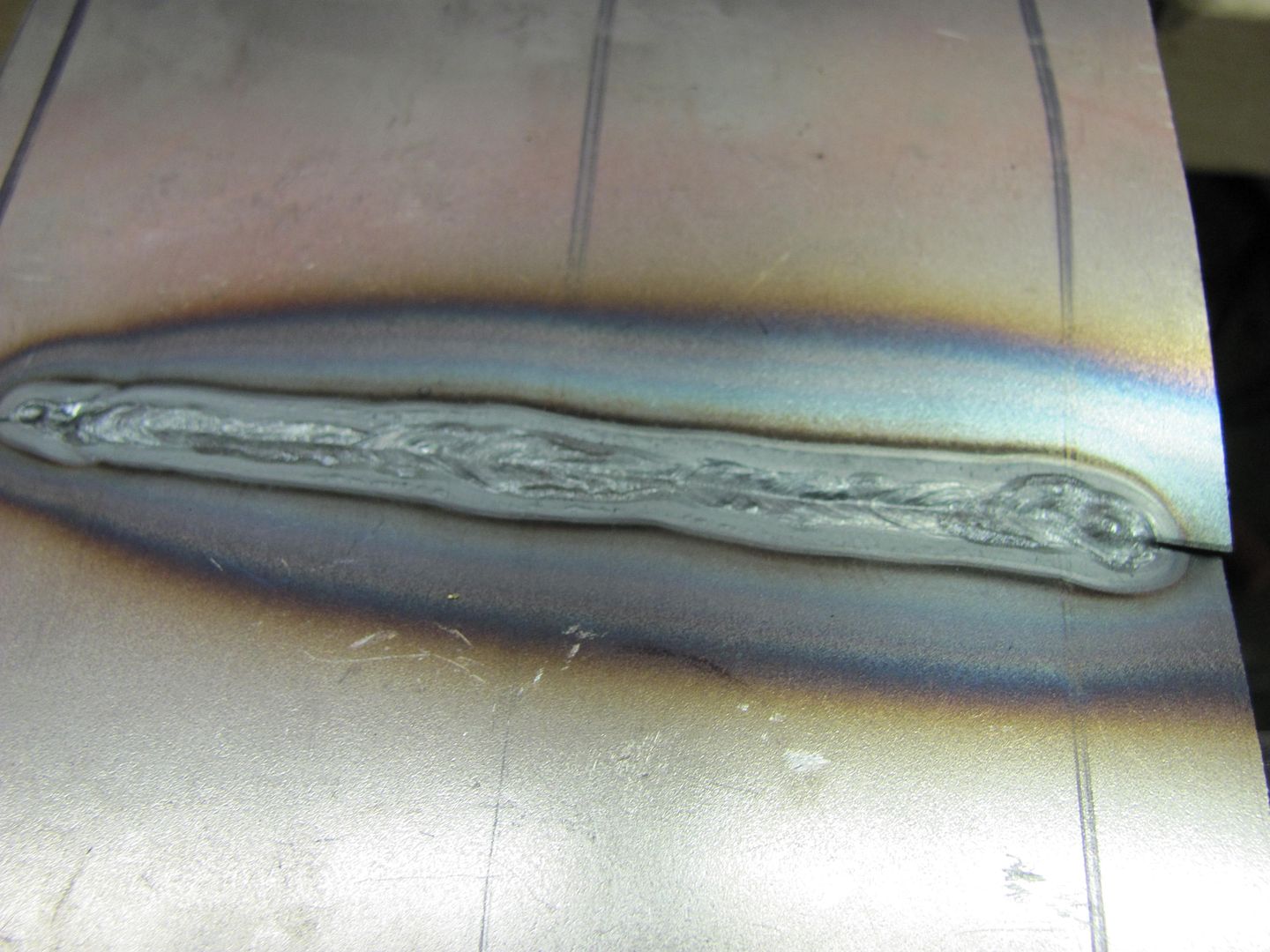
OK, you guys have been hearing me talk about fusion welding and since I was in the shop today I decided to show a sample of the TIG fusion welding. This takes me a bit out of my comfort zone, as I normally pick up the MIG, but here we go. Separate halves tacked together:
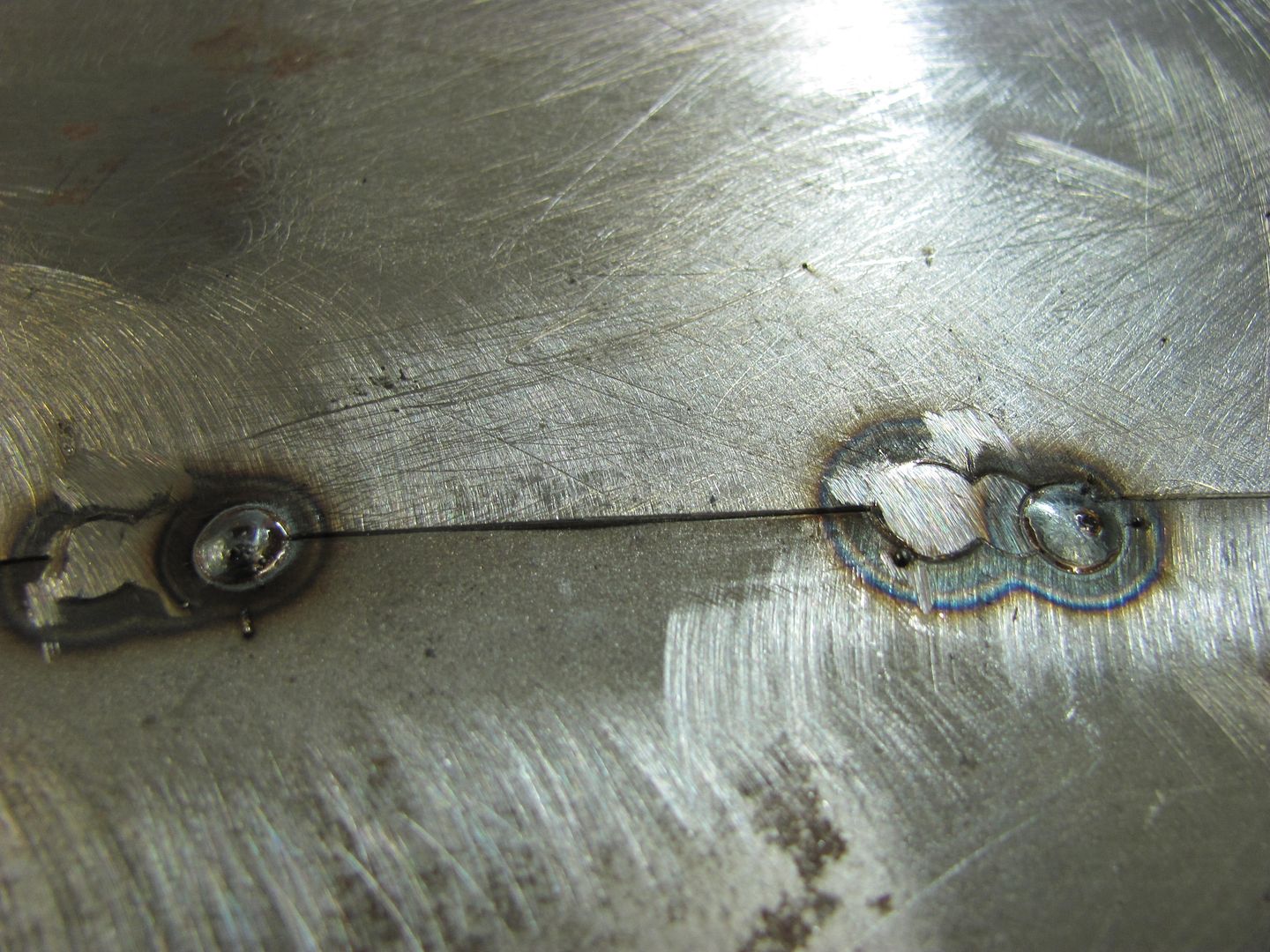
Note the lack of/minimal amount of HAZ around the tacks. This was accomplished by holding the electrode as close as you can without touching and using a quick zap. If held farther away from the panel, you see more blue HAZ surrounding the tack. Here is the fusion weld, no filler added.
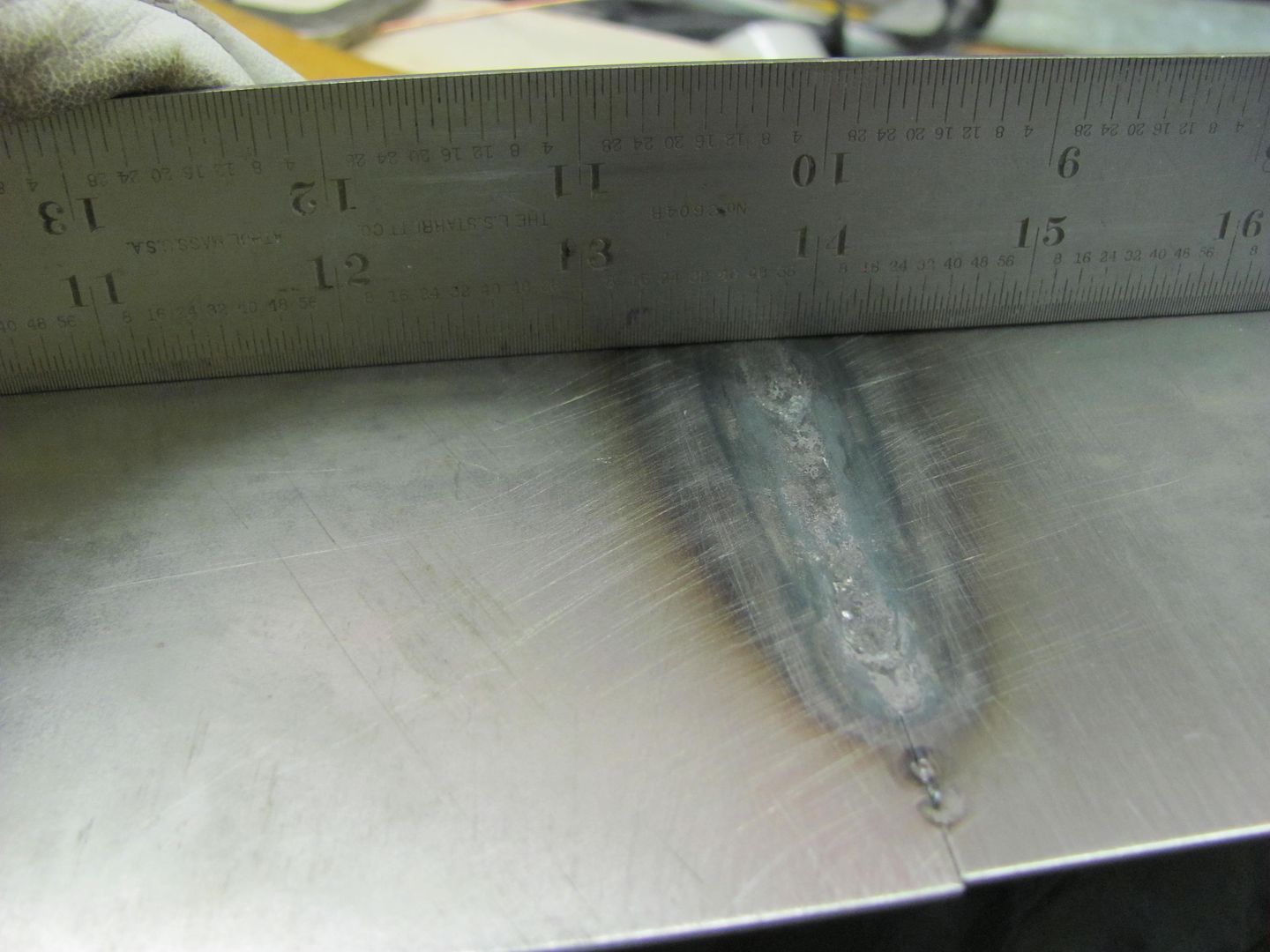
Back side.....
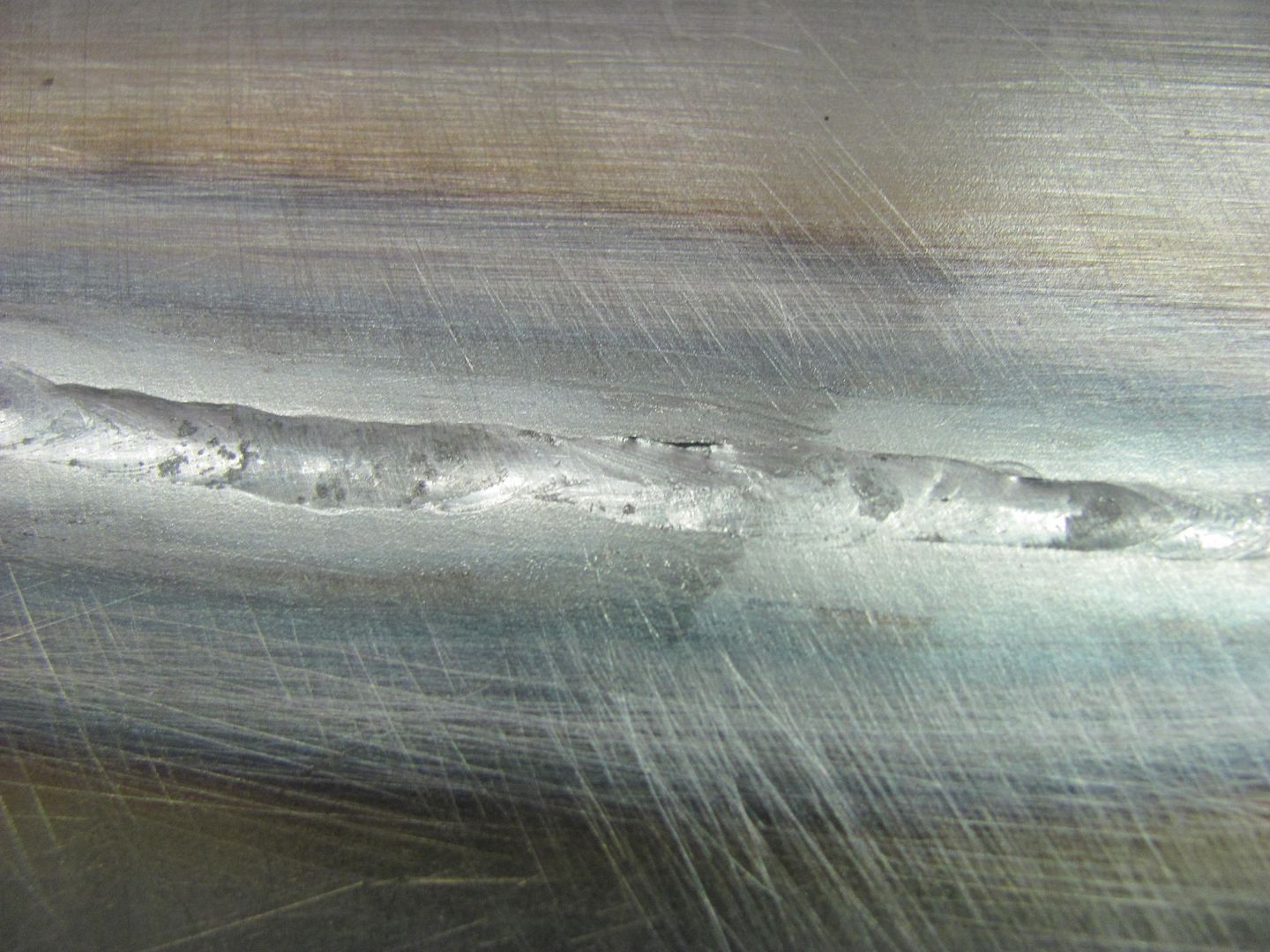
Then, using this anvil to planish out the weld and HAZ:
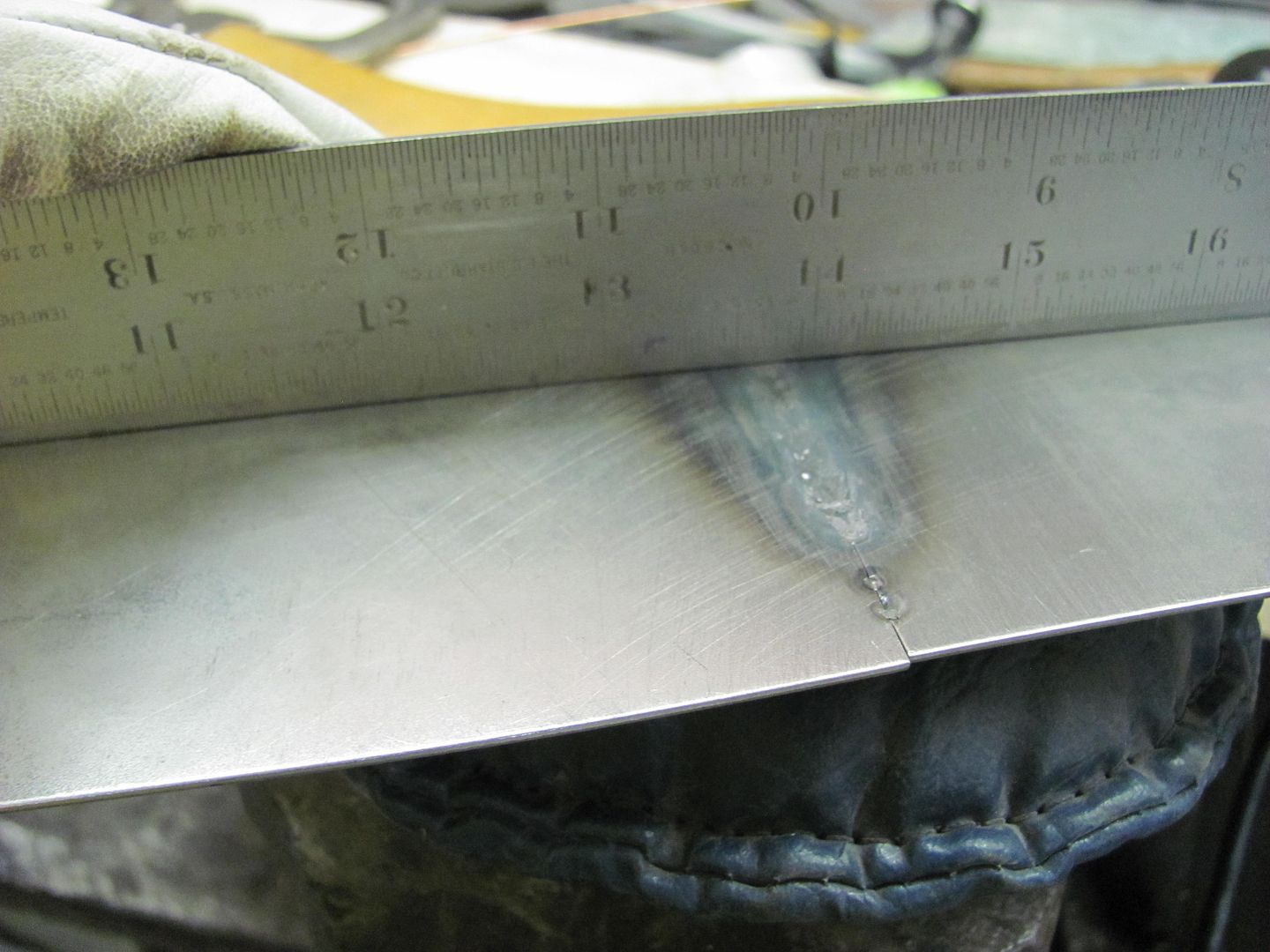
Results in this:
Front
Back
Nice and flat, no grinding required (in this case)
This method requires having an absolute tight joint, so fitment will be more time consuming, but just imagine all the time just saved over dressing out a MIG weld...
Sometimes welding on cars will put you in precarious positions that include laying on your back, under a car, under a dash, etc, where filler feed, torch hand, and pedal application just don't seem to want to work together harmoniously. It is predicaments like this that the "point and shoot" of a Mig comes in handy. I think you have a leg up in that you have already been exposed to the Tig machine, so you should know up front if this would be an issue for you. Also, even though you have a scratch start machine, you should still be able to practice at the fusion welding to see if that is a process at your disposal. Hopefully that gives you some pros and cons to consider in the Mig vs. Tig as pertaining to sheet metal.




 .
.