
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
The VISES of Garage Journal
- Thread starter mjozefow
- Start date
Or, those could be some of the brass lockdowns which were on some of the early Wiltons. I agree, it looks nice. Is there a date stamp on the key way?
1-51 is the date stamp.
Sent from my iPad using Tapatalk
joe.striper
Well-known member
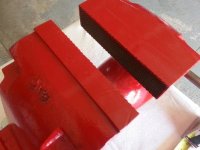
Sooo upset today. I went to start restoration on my Wilton 5" bullet, degreased it, pulled the jaws, pulled the spindle and started to prep it. Everything was great until I was drying the dynamic jaw in the sun and it didn't look right. I put a square on it and realized that the slide on the dynamic jaw is bent, BENT!!! It is BENT 5mm about three inches from dynamic jaw!!!! How the hell do you bend a 5" wilton slide!!!!
Jaws open and close beautifully but when they shut there is a gap at the top and theyre touching at the bottom.
Jaws open and close beautifully but when they shut there is a gap at the top and theyre touching at the bottom.
Attachments

AndrewH
Well-known member
Sooo upset today. I went to start restoration on my Wilton 5" bullet, degreased it, pulled the jaws, pulled the spindle and started to prep it. Everything was great until I was drying the dynamic jaw in the sun and it didn't look right. I put a square on it and realized that the slide on the dynamic jaw is bent, BENT!!! It is BENT 5mm about three inches from dynamic jaw!!!! How the hell do you bend a 5" wilton slide!!!!
Jaws open and close beautifully but when they shut there is a gap at the top and theyre touching at the bottom.
Sorry Joe.. That's whatcha get for selling that 2.5" Wilton to anyone but me, karma is a b1t©h, though usually it doesn't work so quickly!

Just kidding bud, that really does ****, I can definitely see the bend in the picture and my guess is that a very large hammer did so over a number of years.. Personally, I'd just scrap it and sell any usable parts to others that need them. Speaking of which, if it was a swivel base I'm in desperate need of one for my 450N!
")
Finished restoring my Wilton 9400 today.
Sent from my iPad using Tapatalk

looks great!
also, i LOVE your avatar picture. best of the best!!
joe.striper
Well-known member
Sorry Joe.. That's whatcha get for selling that 2.5" Wilton to anyone but me, karma is a b1t©h, though usually it doesn't work so quickly!
Just kidding bud, that really does ****, I can definitely see the bend in the picture and my guess is that a very large hammer did so over a number of years.. Personally, I'd just scrap it and sell any usable parts to others that need them. Speaking of which, if it was a swivel base I'm in desperate need of one for my 450N!
Wow Andrew, a vice terrorist! I sold that vice to a Cogressman FYI. Maybe now I'll give him a discount if he can deport your **** outta here.
Hey I even offered you that 937 1/2 really cheap for your collection but you never even got back to me.
Who the heck needs any parts from something this size? I think I'll sell it on eBay for a gazillion dollars because it has 'special' jaws.
Fretters
Well-known member
Finished restoring my Wilton 9400 today.
Very nice. Those brass lock bolts look ****.
Sooo upset today. I went to start restoration on my Wilton 5" bullet, degreased it, pulled the jaws, pulled the spindle and started to prep it. Everything was great until I was drying the dynamic jaw in the sun and it didn't look right. I put a square on it and realized that the slide on the dynamic jaw is bent, BENT!!! It is BENT 5mm about three inches from dynamic jaw!!!! How the hell do you bend a 5" wilton slide!!!!
Jaws open and close beautifully but when they shut there is a gap at the top and theyre touching at the bottom.
If it's working okay generally, I wouldn't worry about it. How much of a gap is there at the top of the inserts? I'm guessing it's fairly miniscule. If you have access to a press or fly press, you could try straightening it out somewhat.
jakemac
Well-known member
Just mill a new pair of jaws out of aluminum or brass with the one on the dynamic side milled at an angle so the gap disappears.
454ragtop
Well-known member
I had a Wilton with a bent slide like that, although not bent as bad as that one. I straightened it in my 20 ton bottle jack press, took all 20 tons, not a comfortable feeling. I used a HSS lathe bit in the groove of the slide to support one end, and used the jaw casting to support the other end. Put a piece of aluminum between the ram and the slide to keep from damaging it. Thought I'd give it a try, what's the worst that could happen, it was already damaged. Worked out well, hope I never have to do another one.
Jim
Jim
joe.striper
Well-known member
I was thinking of doing that but I don't think that will work because the insert bolts will pull it square to the jaw regardless the angle I put on it.Just mill a new pair of jaws out of aluminum or brass with the one on the dynamic side milled at an angle so the gap disappears.
I think I'll just put it out there for 100 bucks and disclose the issue. Or maybe I'll just fill the gap with liquid steel. No one will ever notice
joe.striper
Well-known member
I had a Wilton with a bent slide like that, although not bent as bad as that one. I straightened it in my 20 ton bottle jack press, took all 20 tons, not a comfortable feeling. I used a HSS lathe bit in the groove of the slide to support one end, and used the jaw casting to support the other end. Put a piece of aluminum between the ram and the slide to keep from damaging it. Thought I'd give it a try, what's the worst that could happen, it was already damaged. Worked out well, hope I never have to do another one.
Jim
Oooh you live in Carver Ma. Feeling lucky again?

jakemac
Well-known member
I was thinking of doing that but I don't think that will work because the insert bolts will pull it square to the jaw regardless the angle I put on it.
Not if you keep the jaw side square, and angle the open side. The holes for the screws will need to be recessed further to keep the screws from sticking out on the bottom of the hole.
Drill and counter sink the screw holes, then mill the angle on the outside face.
454ragtop
Well-known member
I was thinking of doing that but I don't think that will work because the insert bolts will pull it square to the jaw regardless the angle I put on it.
I think I'll just put it out there for 100 bucks and disclose the issue. Or maybe I'll just fill the gap with liquid steel. No one will ever notice
Actually the way to do it would be to make the jaws, countersinking the mounting bolts to allow the jaws to be machined in place. Tighten the vise on some sort of spacer under the jaws, where the pipe jaws would be, leaving room to get an end mill in between. Mount the vise in the mill, and mill both jaws to true. Then remove the spacer, close the vise all the way, then just kiss off the top of the jaws with the mill. As you can see, I thought about this before trying to straighten mine.
HTH, Jim
454ragtop
Well-known member
Oooh you live in Carver Ma. Feeling lucky again?
If you were in this neck of the woods, I'd give it a try. That slide looks bigger than the one on a 1750 5" Tradesman I did, might need a press with more oomph, but I'd give it a try.
Jim
Sooo upset today. I went to start restoration on my Wilton 5" bullet, degreased it, pulled the jaws, pulled the spindle and started to prep it. Everything was great until I was drying the dynamic jaw in the sun and it didn't look right. I put a square on it and realized that the slide on the dynamic jaw is bent, BENT!!! It is BENT 5mm about three inches from dynamic jaw!!!! How the hell do you bend a 5" wilton slide!!!!
Jaws open and close beautifully but when they shut there is a gap at the top and theyre touching at the bottom.
Joe
I have a 50 Ton press you would not even believe some of the things i have straightened in it, I would give it a try find a piece of heavy pipe similar in size and cut it in to to use as a U shape to form over the cylinder of the dynamic so you don't damage it you may have to weld another piece of pipe onto the u shape one that the ram will fit into so it don't slip out,can you see the picture,
Its gonna take some ump to straighten it out so close to the jaw but i believe you can do it if its braced up properly
bigcaddy
Well-known member
Geez, could you have posted this last week when I had mine apart!!
It was a pain in the ****!!!!
Aren't they?
 I had to figure that out on my own as well. Just remember, if you buy a smaller size Athol vise, you will have to make another tool of smaller diameter.
I had to figure that out on my own as well. Just remember, if you buy a smaller size Athol vise, you will have to make another tool of smaller diameter.I was thinking of doing that but I don't think that will work because the insert bolts will pull it square to the jaw regardless the angle I put on it.
I think I'll just put it out there for 100 bucks and disclose the issue. Or maybe I'll just fill the gap with liquid steel. No one will ever notice
Joe? What's the date on the keyway? If its 75 or later, its a 2 piece dynamic. The jaw is independent from the channel bar. When you take the front collar off, you will see the end of a dowel pin. See if that pin is flush in there. If its not aligned up, put it on end and straighten it in a press. Then take 2 pills and call me in the morning.
donmillerx
Well-known member
Hey all,
Just picked up this old vise at a recent sale..any info? Thanks again!
View media item 41901
View media item 41903
View media item 41902
View media item 41897
View media item 41898
View media item 41899
View media item 41900
Just picked up this old vise at a recent sale..any info? Thanks again!
View media item 41901
View media item 41903
View media item 41902
View media item 41897
View media item 41898
View media item 41899
View media item 41900
looks great!
also, i LOVE your avatar picture. best of the best!!
Thanks!
Sent from my iPad using Tapatalk
Very nice. Those brass lock bolts look ****.
Thanks. Going to add brass rod and balls to them to finish it off...
Sent from my iPad using Tapatalk
Oberst Hajj
Active member
- Joined
- Mar 20, 2014
- Messages
- 41

GETRIDAONE
Well-known member
The jaws could be wore smooth from use or they have been milled smooth at some point. The older vises seemed to have shallow serrations on the jaws.
Oberst Hajj
Active member
- Joined
- Mar 20, 2014
- Messages
- 41
Thanks, so they should be serrated then.
GETRIDAONE
Well-known member
I would say yes

Outlawmws
Well-known member
Thanks, so they should be serrated then.
That depends on the use the vise is to be put to:
heavy fabrication, finish not critical: coarse deep serrations make the vise grip with more PSI for the jaw size. and for softer materials dig into the part held. This generally leaves marks...
Genersl use: light serrations leave more surface to make contact with the part, lowers actual PSI, and leaves less marking on the part held. The part will not be held as securely given the same torque on the handle.
fine finished parts or delicate/ decorative finishes: smooth jaws, even soft or padded jaws. This has the lowest PSI for a given torque, and parts can slip easier here.
The reason serrations work is they do 2 possible things. Reduce the surface in contact so for a given torque on the screw, more pressure is generated in a more concentrated ares. the coarser the teeth, the more pressure for the same torque.
Smooth jaws maximize the surface area, so for that same torque the actual pressure on the part in PSI is lower across the surface.
Think of it this way: if you have 50 pounds and that is spread across say 4 square inches, you can lift that in your hand with no damage; if that same 50 lbs is concentrated in 1/8 of an inch, dia rod, and you try that, you will probably have a hole in your hand
Oberst Hajj
Active member
- Joined
- Mar 20, 2014
- Messages
- 41
I guess I'm asking more to know if the jaws have been machined or worn down verses what their intended use is. My use for the vise will be just general garage work, so a light serration (and swivel) would be more appealing to me... but a good price on a good vise is, well, just that. Add in that I do not have a vise at all right now....
FJ 432
Well-known member




Oberst Hajj
Active member
- Joined
- Mar 20, 2014
- Messages
- 41
Nice find FJ... but that avatar looks more like a JK
SierraGold
Member
Hi everyone...longtime lurker, you know the story.
Anyway, finally found a Prentiss Vise. I've been looking for quite a while. Pretty damned good shape, except missing one jaw, and all four jaw bolts are broken flush! I know. Anyway, since many on here have gone before me, I was looking for advice on how best to proceed (with an easy-out I'm guessing.)
This is a Prentiss 96. Sorry to repost this same question but this thread has a lot more action than where I originally posted (here)
Thanks in advance for any help/advice you can provide.
Anyway, finally found a Prentiss Vise. I've been looking for quite a while. Pretty damned good shape, except missing one jaw, and all four jaw bolts are broken flush! I know. Anyway, since many on here have gone before me, I was looking for advice on how best to proceed (with an easy-out I'm guessing.)
This is a Prentiss 96. Sorry to repost this same question but this thread has a lot more action than where I originally posted (here)
Thanks in advance for any help/advice you can provide.
Attachments




Last edited:
AndrewH
Well-known member
Hi everyone...longtime lurker, you know the story.
Anyway, finally found a Prentiss Vise. I've been looking for quite a while. Pretty damned good shape, except missing one jaw, and all four jaw bolts are broken flush! I know. Anyway, since many on here have gone before me, I was looking for advice on how best to proceed (with an easy-out I'm guessing.)
This is a Prentiss 96. Sorry to repost this same question but this thread has a lot more action than where I originally posted (here)
Thanks in advance for any help/advice you can provide.
I have tried easy outs in the past on broken jaw bolts, and they've never worked for me. The only thing that has consistently worked is drilling them out VERY carefully with my drill press and then running a tap / thread chaser after I get it out. Best of luck!
balane
Well-known member
My experience is the same. Lately I've had to drill the head out of at least one jaw screw on every vise I've had. But I've also been lucky and was able to get the remaining stud out with pliers each time.I have tried easy outs in the past on broken jaw bolts, and they've never worked for me. The only thing that has consistently worked is drilling them out VERY carefully with my drill press and then running a tap / thread chaser after I get it out. Best of luck!
Outlawmws
Well-known member
I guess I'm asking more to know if the jaws have been machined or worn down verses what their intended use is. My use for the vise will be just general garage work, so a light serration (and swivel) would be more appealing to me... but a good price on a good vise is, well, just that. Add in that I do not have a vise at all right now....
The pic isn't good enough to tell if the teeth were worn off, ground off, or never there.
If the price is good, just go for it.
Hi everyone...longtime lurker, you know the story.
Anyway, finally found a Prentiss Vise. I've been looking for quite a while. Pretty damned good shape, except missing one jaw, and all four jaw bolts are broken flush! I know. Anyway, since many on here have gone before me, I was looking for advice on how best to proceed (with an easy-out I'm guessing.)
This is a Prentiss 96. Sorry to repost this same question but this thread has a lot more action than where I originally posted (here)
Thanks in advance for any help/advice you can provide.
Hello, SierraGold,
Do you have argon-arc (TIG, heli-arc) welding capability, or have a friend who does?
If so, I'll suggest using my preferred technique for removing broken bolts/screws.
Pick out an unplated steel washer, of an i.d. size which matches the broken bolt. (If all you can get, these days, are plated washers, heat them red and let cool, then wire-brush/sand bright)
Carefully weld the washer to the broken bolt, using 316 stainless filler rod, which will alloy well with almost any grade of steel one might find in a bolt or screw.
When that weld has cooled, pick out an unplated steel nut of any suitable size, and weld it to the washer. The welding heat will have loosened the 'stuck' threads, and a good weld will allow for as much torque to be applied with a wrench as may be needed, but do let it fully cool before wrenching. Sometimes, the fastener will not unscrew out of the part easily, even after all that, so twisting it back and forth just a little whilst applying a good penetrating-oil will help to free it up, and preserve the threads in the tapped hole. Some 'very stuck' or rusted broken fasteners will require to be 'wiggled' thusly quite a bit before they actually come free, taking larger and larger partial turns as the oil works in.
'Clean up' the tapped hole with a tap, but if you're not familiar with this work, take care to get a 'best quality' American made 'commercial ground' thread tap, as the cheap cut thread taps sold by automotive and cheap hardware suppliers will often cut over size, leaving a needlessly 'sloppy' tapped hole. "Cut thread' taps are intended for 'blacksmith' or 'fabrication' grade work, and *must never* be used on tools or machinery. I'd recommend the 'Reiff & Nestor' make of taps, particularly, but any of the good standard American makes are acceptable, and the 'commercial ground' grade is dimensionally adequate.
I've used this method literally dozens of times, over the years, and it has always worked well, the only caveat being that the broken end of the bolt must be clean, to get a sound, uncontaminated weld.
If the part with the broken bolt is too large/heavy to go into the blass-blast cabinet, removing any traces of oil or grease with a mix of acetone and methylethylketone. and removing rust, to bright metal, with a little mounted wire-brush in a high-speed die grinder should leave the part clean enough for a good weld.
Using an easy-out is gambling with the part. If you feel you really must try that technique, use the 'tapered square' variety, in the Plomb/Proto/P&C make, or the 'straight spline type sold by Snap-on. Be ever so careful to drill the broken bolt in its exact centre and have the drilled hole small enough that you don't risk drilling into the thread.
(the all-too-common 'professional automotive mechanic' mistake involves drilling the fastener at an angle, just enough to get out into the threads, and then breaking a 'very hard' cheap oriental easy-out flush with the broken fastener. This mistake 'locks' the broken fastener into the part, making the task of removing it 'significantly more difficult'.)
Oh, and just for info, your Prentiss 96 is listed in old catalogues as 6" jaw, 10" opening, and 155 lbs. weight.
(edit) There is one of the gentlemen here who is making up very high quality replacement vise jaws, and should be able to make up a set for your vise, using the existing old one as a 'sample part'......look back in the postings here for reference.
cheers
Carla
Last edited:
joe.striper
Well-known member
Hey Andrew, just for you! A 6" Wilton, 'freshly painted' with highlights on the jaws and handle. Only $700. Act fast!
http://allentown.craigslist.org/tls/4566846069.html
http://allentown.craigslist.org/tls/4566846069.html
Attachments

joe.striper
Well-known member
Joe? What's the date on the keyway? If its 75 or later, its a 2 piece dynamic. The jaw is independent from the channel bar. When you take the front collar off, you will see the end of a dowel pin. See if that pin is flush in there. If its not aligned up, put it on end and straighten it in a press. Then take 2 pills and call me in the morning.
Unfortunately it's older than that. I appreciate all the support and I'm going to tackle this beast and see if I can make it sing again. I guess I'm lucky that it opens and closes smoothly. I have to admit that I had it sitting, unbolted, on the counter and it almost fell on my foot (that would have been bad). I caught it just in time.
I'll look at all my options and call my buddy the machinist.
balane
Well-known member
That one has oldldh written all over it!!Hey Andrew, just for you! A 6" Wilton, 'freshly painted' with highlights on the jaws and handle. Only $700. Act fast!
http://allentown.craigslist.org/tls/4566846069.html
AndrewH
Well-known member
Hey Andrew, just for you! A 6" Wilton, 'freshly painted' with highlights on the jaws and handle. Only $700. Act fast!
http://allentown.craigslist.org/tls/4566846069.html
Thanks Joe, I actually have a Wilton 600S that I paid less than half that for it, without the ridiculous paint job!

oldldh
Well-known member
That one has oldldh written all over it!!
There's going to be a fight...

Go outside and practice falling down and bleeding...
I'll be along directly...

P.S...I almost like the color...almost...
balane
Well-known member
Somebody up here in Seattle should go get this nice 5" Wilton C2 for just $150 right away. I have no time to drive down there and I don't think it's going to last long. It just popped up moments ago. Drivesitfar, you around?
Edit: Just to toss it out there, if anybody wants to pick this up and bring it a little north I'll pay $100 more for it.
http://seattle.craigslist.org/skc/tls/4570785990.html
Edit: Just to toss it out there, if anybody wants to pick this up and bring it a little north I'll pay $100 more for it.
http://seattle.craigslist.org/skc/tls/4570785990.html
Large heavy duty vice - $150
Large rotating bench vice.
Attachments




Last edited: