They want to come back and bring more friends.

:bounce
You know, it just depends on which 49 miles you drove. One mile in the right place can be a good thing.

Of course these ladies are great friends and spend a lot of time together. There was no jealousy or tension, just laughter and fun. They do a lot of cross stitching and knitting, and since I inexplicably knew some things about fiber arts that they didn't know they were eager to watch and learn.
I always thought a chick magnet was a refrigerator thingy.
My Zumba teacher is the one in the green top. The third lady is her life long friend and learning to be a ReFit instructor, and we go to her classes sometimes. I had just met the lady in the middle, my Zumba teacher told me I would like her. And I did, she was unassuming and did the best as closing toes in the socks I had knit for them. You can barely see the socks in their hands behind their phones.
It was a great day, rarely do I have visitors who are interested in such a wide variety of my hobbies. They were up for tractor driving lessons and green wood woodworking but we ran out of time. They also wanted to see sand casting but all we had time for was to make half a sand mold to demonstrate how well the sand holds up. I invited them back with their families for a cool weather hay ride and cookout. They also want to see where I dig the clay in the creek bed.
The pies, unfortunately, didn't last long. The ladies ate more pie than I expected and claimed they enjoyed them. I think I make good pies but I can only attribute it to using the recipe on the canned pumpkin instead of trying to make something special.

Interesting how intense aerobic exercise goes. It's a little like car racing. If you get to enjoying the scenery you'll inevitably wind up wrecking.
I don't take too many "how to do it" type courses, I pretty much learn on my own. I'm not really sure what a *** editorial course would entail.

(note to everyone else: Bobby's a big one to talk, check out him with his chick magnet, Miss Vicky. Hasn't turned out that well for me
)
I'm so embarrassed, apparently I spent the whole day and never thought of you

Yeah boy
It was a good day.















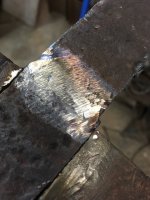
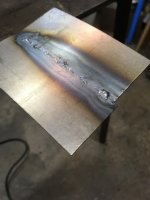
 I only had a short time to try that but finished the welding and was able to drag a puddle around. On top of that, I didn't have enough argon flow and the weld was foaming. Novice mistakes but he suggested a test for me to do tomorrow. (heavy plate ground shiny and just weld a bead on it). At this point it's promising to me, 43 years ago we didn't have high frequency start or foot control. And I never did much, but I remember it being compared to gas welding.
I only had a short time to try that but finished the welding and was able to drag a puddle around. On top of that, I didn't have enough argon flow and the weld was foaming. Novice mistakes but he suggested a test for me to do tomorrow. (heavy plate ground shiny and just weld a bead on it). At this point it's promising to me, 43 years ago we didn't have high frequency start or foot control. And I never did much, but I remember it being compared to gas welding.