So I recently got a little early 90's Delta 12" drill press for next to nothing, and although it worked just fine, I had to go through it with a fine-toothed comb. It really is a flaw of mine, but I'm learning to live with it. 
So I disassembled it, wire brushed the bare cast,, painted some things, and cleaned the rest with solvent.
The head was full of seeds, as if a mouse had set up camp in there. The picture doesn't do it justice, the stuff was everywhere in there!


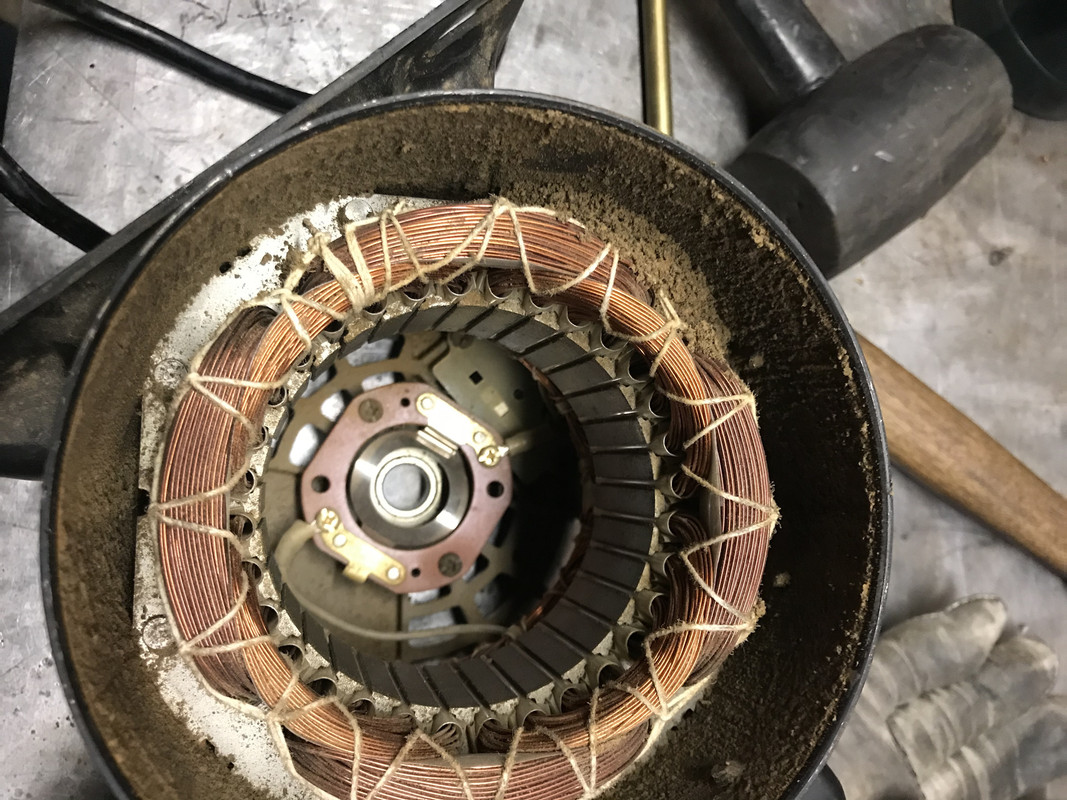
The 1/3hp motor also had a decent quantity of sawdust built up inside....

I decided to replace all the bearings on the spindle, and took a little run-out reading beforehand. The body of the chuck was running out about .015", totally unacceptable, even for a cheap bench-top machine. Well it turns out that the JT33 taper on the spindle was absolutely chowdered, and so was the inside of the factory 1/2" chuck. It seems someone had messed with it in the past, and didn't really know what they were doing.



It turned out to be impossible to find a replacement spindle (discontinued years ago) so I decided to modify the one I had. I had a nice 5/8" 1/2-20 mount chuck, and what was left of the JT33 taper would provide enough meat to machine the necessary threads.

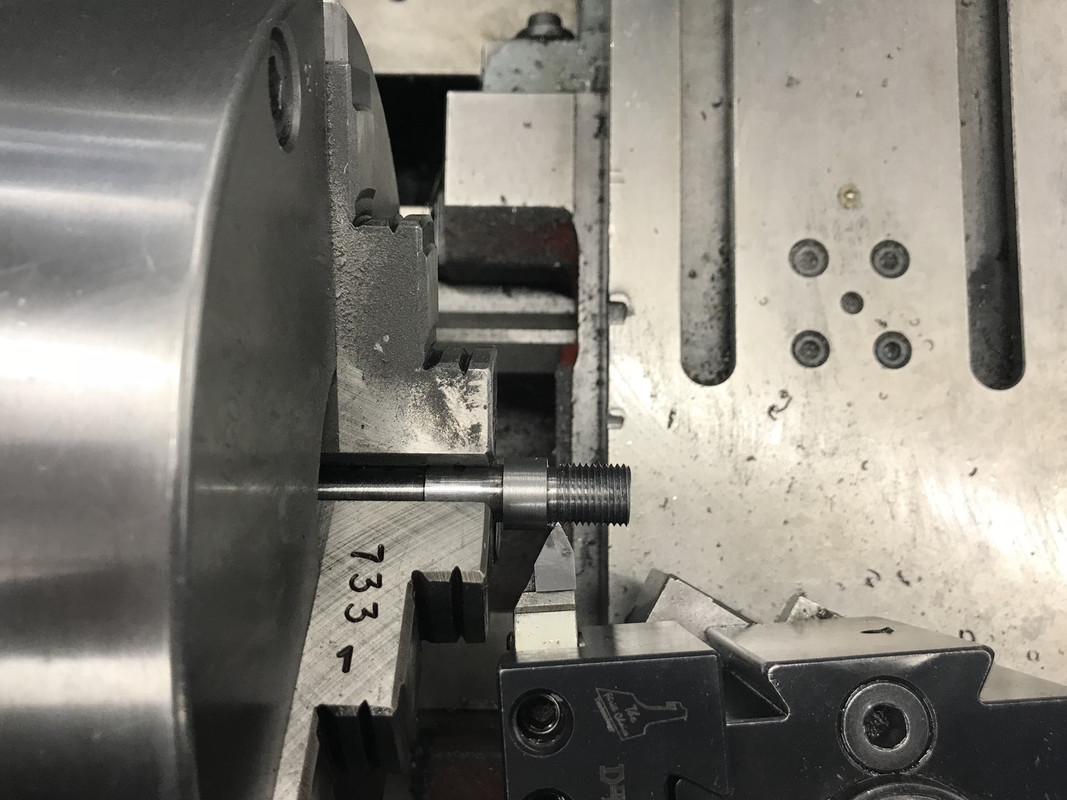
Taper gone, cutting the 1/2-20 thread:

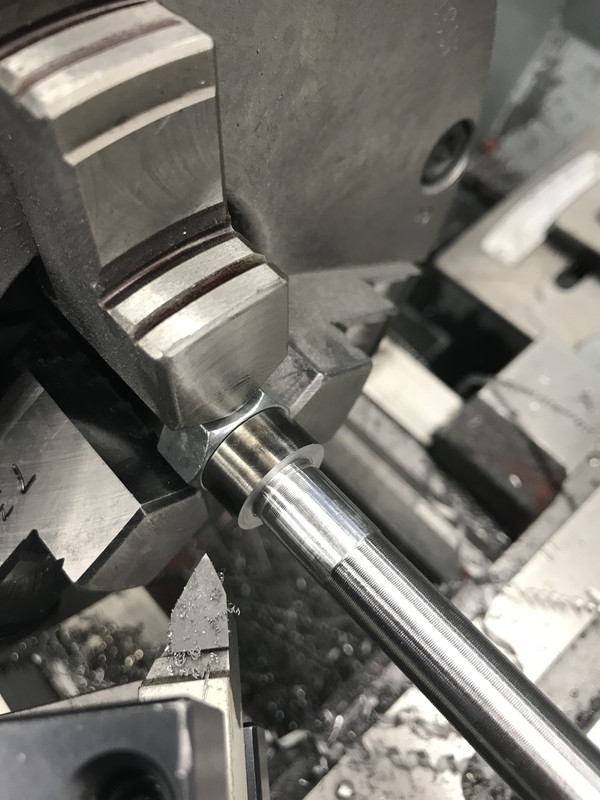
My second problem was the very small "mating" shoulder that would contact both the inner race of the 6201 bearing in the spindle, and top surface of the chuck. So, I made a collar, machined to a shrink fit for the spindle. I intentionally made it a tad wider than the journal on the shaft, planning to machine both sides perpendicular afterwards.


The same threading tool did a quick and dirty job of truing up the register surfaces.

Ready to go, with new bearings. Obviously I'm installing the bigger, shinier chuck!


And, basically one thou of run out on the chuck itself! I'm ok with whatever run-out is inherent to the chuck jaws, but now at least I know its mounted straight.


So I disassembled it, wire brushed the bare cast,, painted some things, and cleaned the rest with solvent.
The head was full of seeds, as if a mouse had set up camp in there. The picture doesn't do it justice, the stuff was everywhere in there!
The 1/3hp motor also had a decent quantity of sawdust built up inside....
I decided to replace all the bearings on the spindle, and took a little run-out reading beforehand. The body of the chuck was running out about .015", totally unacceptable, even for a cheap bench-top machine. Well it turns out that the JT33 taper on the spindle was absolutely chowdered, and so was the inside of the factory 1/2" chuck. It seems someone had messed with it in the past, and didn't really know what they were doing.
It turned out to be impossible to find a replacement spindle (discontinued years ago) so I decided to modify the one I had. I had a nice 5/8" 1/2-20 mount chuck, and what was left of the JT33 taper would provide enough meat to machine the necessary threads.
Taper gone, cutting the 1/2-20 thread:
My second problem was the very small "mating" shoulder that would contact both the inner race of the 6201 bearing in the spindle, and top surface of the chuck. So, I made a collar, machined to a shrink fit for the spindle. I intentionally made it a tad wider than the journal on the shaft, planning to machine both sides perpendicular afterwards.
The same threading tool did a quick and dirty job of truing up the register surfaces.
Ready to go, with new bearings. Obviously I'm installing the bigger, shinier chuck!
And, basically one thou of run out on the chuck itself! I'm ok with whatever run-out is inherent to the chuck jaws, but now at least I know its mounted straight.
Last edited: