Been a busy week...on SUnday I changed oil on the Water Jet. 30 hours on the pump. Time for some straight 30W non-detergent as recommended.
View media item 95551
Finished up the BIL new Motor Mounts. Was going to try and make them 1 piece forming both flanges but I would have had to run back to the plant to get the correct tooling or "back broke" the part then flatten it. We opted for the 2 piece construction using Tab and Slots.
View media item 95552
The Press Brake Set-up was simple but yet tricky. Having the ear hanging out and making left and rights we had to do a little planning. Stopping off the radii didn't help matters but we got it.
Mounted my Squaring Arm on the tool via clamping. One of these days I'll take the time to pocket mill the one surface and add the 6 rare earth magnets and eliminate the clamp for this type work.
Adding the clamp in there you really need to be careful when the Back Gauge comes in that it doesn't smash it.
View media item 95553
I am not the best TIG welder but it really doesn't help when you break your glasses the night before. Had to go back to the ol'Cheaters. Man does that **** and it has been sucking since Friday night!!! Eye appointment Monday at 1 pm...
Welded them up and off to the old stove for some fine Krylon and bake cycle at 170°. If it was mine I would have sent them out and had them Zinc Plated.
View media item 95554
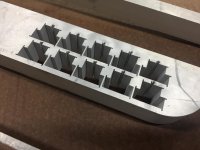
Back to production cutting on the Jet. Received the PO for 390 pcs and cut the 5 piece for the required 1st Article Inspection (FAIR) and process verification. The machine work flawlessly on the FAIR parts. The spec is 1.625 Ø with a Profile of a surface of .004 as the critical to feature dimension.
View media item 95555
I was shocked after we defined the inspection process that the machine is holding .0009 on a diameter. Lowest reading was 1.6257 and the highest 1.6266.
View media item 95556
Last night I was cutting for 7 hours and put a dent in the order. Learned a few things. Even with the lack of heat that a Laser puts into a sheet the Material still stress relieves as you cut. So where I did have .050 clearance between the Nozzle and the Sheet I ended up with 0.000 clearance and plugged a Nozzle. Took me a while to sort out the issue but got there.
Had to install a new Nozzle and I will be ordering a Sonic Cleaner to see if I can salvage the old Nozzle. At least I haven't broke one yet. The guy doing the training said "you will break them quite often so keep them in stock". Well I have them but...ya just gotta be careful. Just like setting up a cutter path in a mill and having clamps and hold downs...ya gotta avoid them. Know where the tip is at all times. Think before you move.
Laying a straight edge on the blank I could see the bow was greater in X than it was in Y. So I started setting the Nozzle distance at the top of the Y travel then in the middle and close to zero taking the average of all 3 measurements. Then run 1 row at a time. Didn't have any issues after that.
Running Machines into the wee hours of the evening reminds me of when we started the Company 22 years ago. I would do my desk job from 6 am until 6 pm and then go run equipment until 3-4 am and getting a couple of hours of sleep in my office.
My Wife would bring me my dinner, usually served on a silver platter...a standing joke at the time. I would phone in my order and she would say "Anything else sir?". I said "Served on a Silver Platter". One night I forgot to put the platter and dishes in my truck. I left it by the Turret and while I was still sleeping the crew showed up and took pictures...still to this day they talk about that.
Well last night she called me to let me know Dinner was ready...I asked and she delivered. Cheesy Chicken and Corn and a Beer. She is a saint...then at 10:15 pm she showed up with a bowel of Ice Cream. I think that was the 5th time she has been in the shop since I built it.
They don't make em like that anymore...
Tonight a birthday dinner with one of my Snowmobile buddies and then back to the grind. Need to have the order completed by Monday am...not a problem.!!!


")