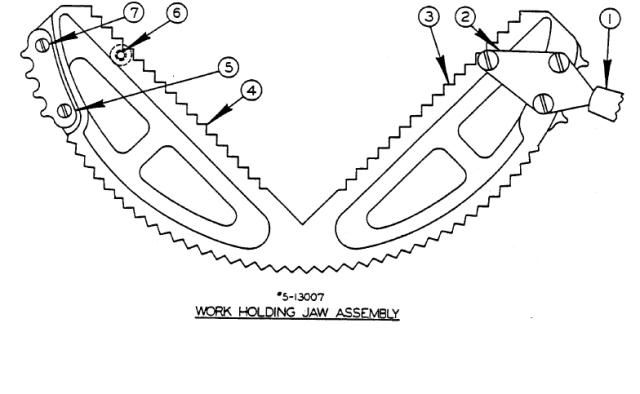
Now that the saw is nearing completion, I've been surfing Ebay looking for accessories. One particular accessory I have been looking for is a DoAll Work Holding Jaw. DoAll offers these new for $140, part number 5-13007 as evidenced by the DoAll V-36 parts manual:
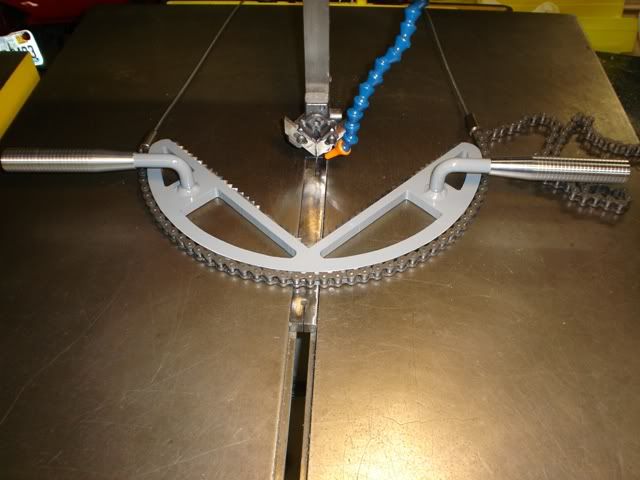
Unfortunately, here's an example of what shows up on Ebay occasionally in the neighborhood of $100:

It doesn't have any teeth left and that's the best of the bunch! So much for the "Ebay Discount"... Obviously, buying a used one is out of the question. So, I can either buy a new one or make one.
I've never been very impressed with the design of DoAll's work jaw, especially the angle of the handles. Since I just got the saw mechanically finished, I'm interested to see how it performs. Making a work holding jaw would be a good test of the saw. In addition, I could use some contouring practice and let's not forget, what's the fun in buying one?
So you guessed it, I'm going to make one!

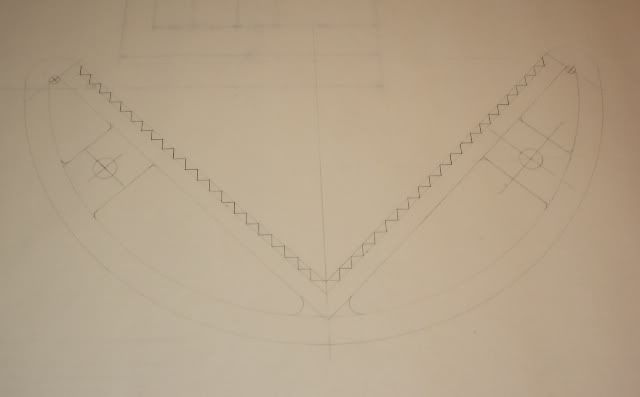
After studying DoAll's design, I decided on a few modifications to suit me and made a quick drawing of the rough geometry:
I found some 1/2" x 8" steel flat in the rack and torched off a section:

Then I pickled the steel in Muriatic Acid to remove the mill scale:

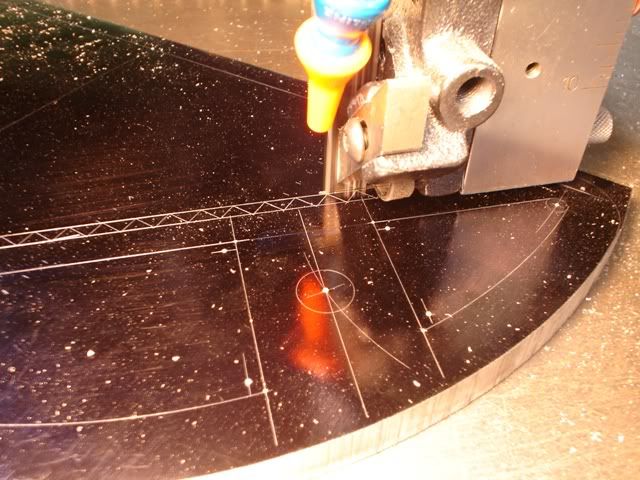
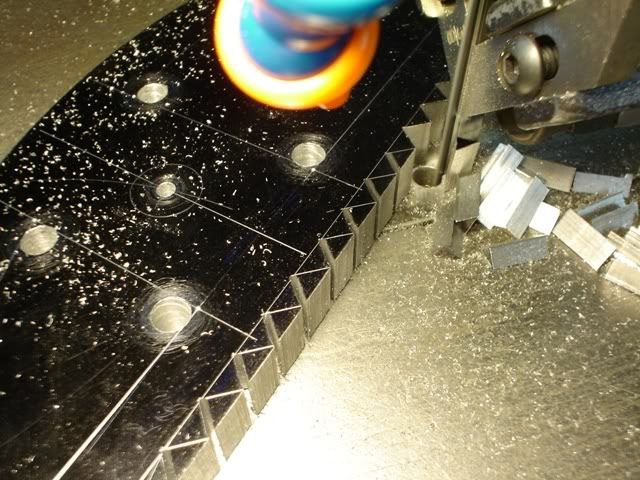
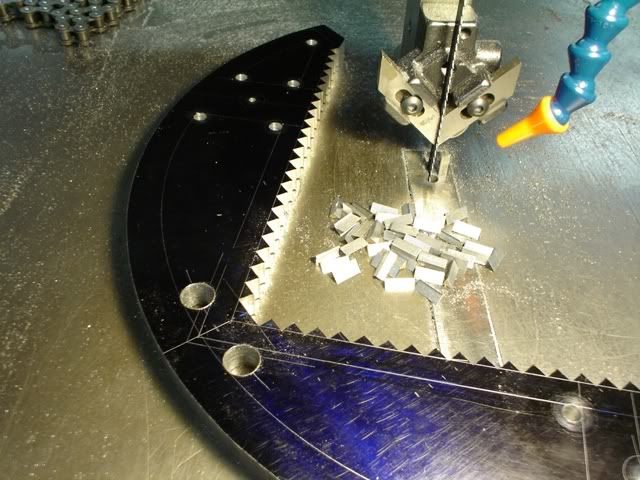
With the mill scale removed, I applied an even coating of layout fluid to the steel and got down to the business of laying out the work jaw. Here it is, nearly complete:

That's all for now...
Unfortunately, here's an example of what shows up on Ebay occasionally in the neighborhood of $100:
It doesn't have any teeth left and that's the best of the bunch! So much for the "Ebay Discount"... Obviously, buying a used one is out of the question. So, I can either buy a new one or make one.
I've never been very impressed with the design of DoAll's work jaw, especially the angle of the handles. Since I just got the saw mechanically finished, I'm interested to see how it performs. Making a work holding jaw would be a good test of the saw. In addition, I could use some contouring practice and let's not forget, what's the fun in buying one?
So you guessed it, I'm going to make one!
After studying DoAll's design, I decided on a few modifications to suit me and made a quick drawing of the rough geometry:
I found some 1/2" x 8" steel flat in the rack and torched off a section:
Then I pickled the steel in Muriatic Acid to remove the mill scale:
With the mill scale removed, I applied an even coating of layout fluid to the steel and got down to the business of laying out the work jaw. Here it is, nearly complete:
That's all for now...





")