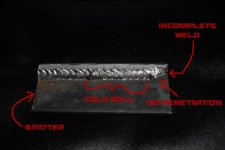
So i've been working as a full time welder/fabricator for almost a year now. Never went to school for it or had any formal training besides high school shop. Decided i'd perform a "break test" on myself after work today and I FAILED it.  SOOOOOOOOO, looking for some advice. actually I did a few more and failed all of them using different settings/techniques. The actual weld itself held, but the plate broke in half right above the weld. Anyway, a picture is worth a thousand words so give it to me!!
SOOOOOOOOO, looking for some advice. actually I did a few more and failed all of them using different settings/techniques. The actual weld itself held, but the plate broke in half right above the weld. Anyway, a picture is worth a thousand words so give it to me!!
Miller 212
21.5 volts
290 wire speed
co2
(factory settings on the door)


SOOOOOOOOO, looking for some advice. actually I did a few more and failed all of them using different settings/techniques. The actual weld itself held, but the plate broke in half right above the weld. Anyway, a picture is worth a thousand words so give it to me!!Miller 212
21.5 volts
290 wire speed
co2
(factory settings on the door)