outtaplace
Active member
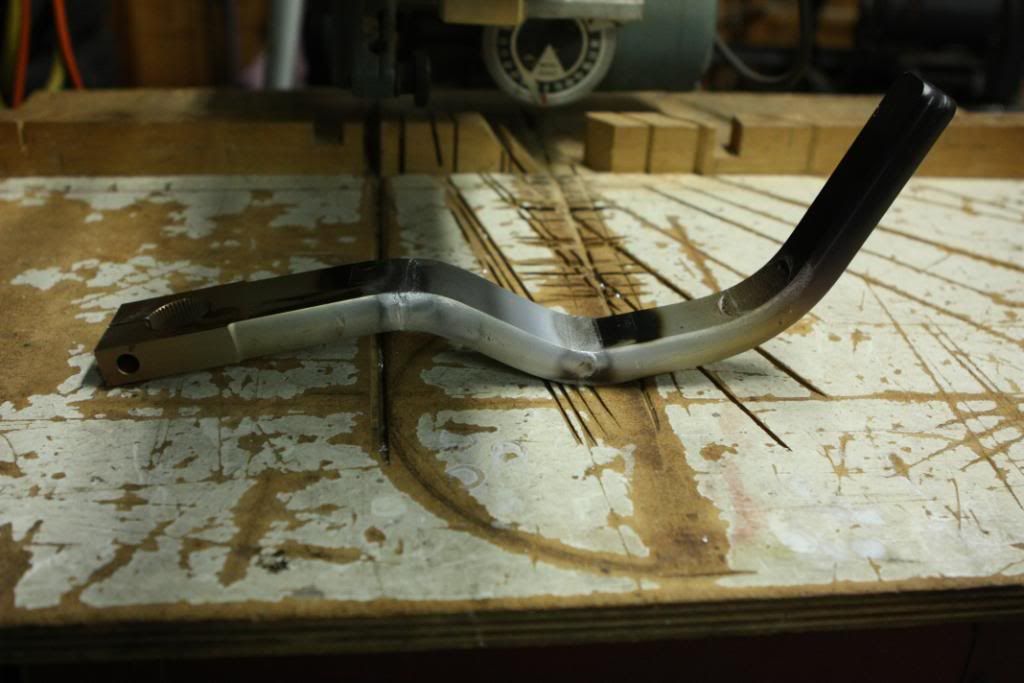
I recently purchased some sway bar arms and I wanted to put to 45 degree bends in the arms. They are 6061 T6 and are 3/4" thick. I know when I heat them up, I will lose the temper and all, but for my application, they will still be plenty strong. The folks I bought the arms from said the heat them up with a torch and after bending, quench them in a bucket of cold water? Would it be best to heat them with an oxy-acetylene torch? I plan on bending them by hand. I've bent steel this way before, but not aluminum and was wondering what would be the best way to get nice bends?
Thanks,
Rob
Thanks,
Rob