Dealers electric often has the best prices on TECO vfd's. I've bought from them and they were very helpful. Your press already has variable speed, so you don't really need sensorless vector control on your VFD.
The cheap option is $123 for the Teco FM50 that everyone uses:
http://DealersElectric.com/FM50-101-C.asp
115v operation and it's a tried and true vfd. Unless you get a MUCH better deal than what you posted on ebay, I would personally want this one because it's factory new w/3 year warranty, since these are small mass produced cheap little VFD's and occasionally you get a bad one.
A better option would be anything with NEMA 4x enclosure. If you don't use a NEMA 4x vfd or make your own enclosure (that has to be 4x the volume of the VFD to allow cooling), then at least mount your VFD high up and away from metal chips and grinding dust.
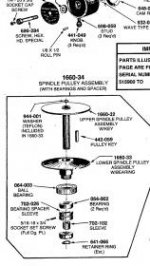
There's a reasonable chance you'll need to replace the motor bearings and spindle bearings. Not a big deal, except be very careful when you pull off the pulleys that you dont bend or crack them (on the pulleys, use kroil, heat, and a backing plate -- not puller jaws directly on these parts!!).
There are a couple of grease zerks to add spindle grease. May want to give these a shot. Manual shows where, and most of these drill still have the sticker on the left near where the spring tension knob is that reminds you to do it.
More likely is that you'll hear squeaking and/or other issues with the Reeves variable speed setup. People like to run them at the same speed always, which slowly wears a groove where the belt stays (note: reeves drives should be maintained by running through the full speed range briefly once each day that you use the drill, i.e. twist the speed selector from all the way slow to all the way fast once per day of use).
Personally, if it were my drill press, I would run it and listen carefully to what you hear. If everything is tight and quiet, I would leave it alone. If not, post what you find...most things on this machine are easy to fix, and I know of a few places that have stocks of spare parts/donor machines if you really get stuck.
**edit:
Post a picture of your motor's info tag. It might be simpler to just swap the motor vs. use a VFD. Having installed a few VFD's with various controls, I still think that this machine is an example where the simplest solution may still win. I say this because I personally wouldn't love a machine tool with an unprotected (non NEMA 4X) vfd, and the machine already has a Reeves drive which will last better when it's used in different speeds. I also don't love using original switches as VFD controls since they don't have gold plated contacts for use with low voltage VFD control circuits (so they tend to corrode), which means one really should use external controls with the VFD, which means a lot more work designing and fab'ing the controls to do it right.
Sometimes the simplest solution really is the best solution. Of course, I don't mean to take anything away from some of the great control panel/VFD systems we've seen elsewhere, but if you just need the thing to spin at 115v...