Want to convert my 3 phase import lathe to single phase. I will replace the motor with a single phase motor but stuck on the switch gear. I want to retain the forward and reverse switch, jog and power switches. can this be done with 3 phase contactors? Searched all over the web and came up with very little. Some help would be greatly appreciated. Thanks.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Converting 3 phase lathe to single phase
- Thread starter 2rods
- Start date
How big is the 3 phase motor (hp)?
Alchymist
Well-known member
Have you thought about going to a VFD? Eliminate all the relays and **** - balance the cost of a VFD against the cost of a new single phase motor. Might even be cheaper.
Falcon67
Well-known member
I would NOT change the motor, I would put a good 2 HP VFD on it and run it off 220 single phase. It's more complicated to set up - potentially - but it's a great solution. That's what I used on my 3 ph 1 HP mill.
I would NOT change the motor, I would put a good 2 HP VFD on it and run it off 220 single phase. It's more complicated to set up - potentially - but it's a great solution. That's what I used on my 3 ph 1 HP mill.
X2 on a vfd, Drives warehouse has a 2hp vfd starting at $202.
rsanter
Well-known member
Wrong direction, keep the 3phase and use a VFD
Bob
Bob
Ancient Iron
Well-known member
I have a 3 phase Ingersoll -Rand T-30 compressor and was going to change the motor to a single phase. I'm wondering what " VFD" is and can I use it on my compressor???
Jim Johnstone
Well-known member
I have a 3 phase Ingersoll -Rand T-30 compressor and was going to change the motor to a single phase. I'm wondering what " VFD" is and can I use it on my compressor???
A VFD is a variable frequency drive. It's an electronic box that will take single phase in and make 3 phase power out. You can also use it as a speed controller for 3 phase motors. You could certainly use a VFD for your compressor, but if it were me I would do a motor swap. The reason I say that is because a compressor has a high amp load for extended periods of time, whereas an item like a lathe has fluctuating amp loads for short periods of time. My friend has a VFD running his 10hp 3 phase scuba compressor, and because of the high load and length of run time, he was recommended to use a 15hp VFD which is crazy expensive. He probably could have bought a 10hp single phase motor for less.
Mmfh
MEMBER EMERITUS
One thing about putting a single phase motor on that lathe, if you want to change direction with the single phase motor you will have to let it come to a complete stop before switching to the other direction.
With 3 phase you go from forward to reverse by just flipping the switch. You don't have to wait for it to stop. I believe with the VFD it works in a similar way as having real 3 phase from the pole.
I could be wrong but that is the way I think it works. Please correct me if that isn't right.
Mm
With 3 phase you go from forward to reverse by just flipping the switch. You don't have to wait for it to stop. I believe with the VFD it works in a similar way as having real 3 phase from the pole.
I could be wrong but that is the way I think it works. Please correct me if that isn't right.
Mm
Falcon67
Well-known member
VFD may be the way to go. Why are they complicated to setup?
Because the VFD has to drive the motor directly and not through the machine controls. The VFD has to have it's inputs programmed for the required contact closures (e-stop, reverse, etc) then you wire the machine controls into those contact inputs. You can't just feed 3 phase into the machine's plug. The control box on my Grizzly was full of wires and contactors. When I got done, there was nothing left but the buttons and switches.
Left side of box is the motor leads, right side is twisted pair cable from the machine controls.
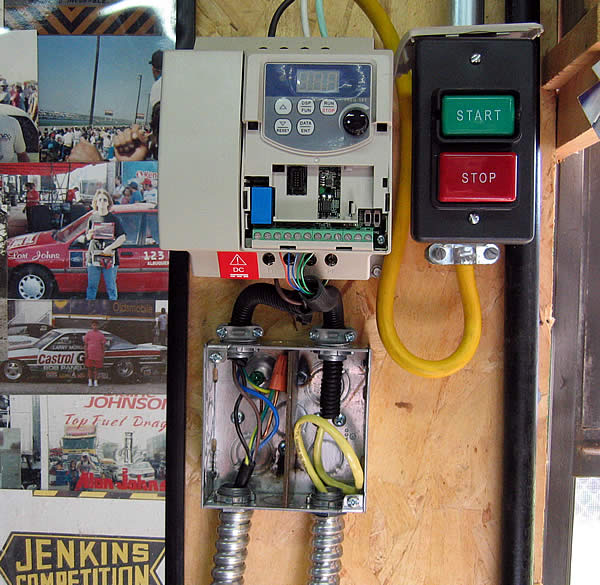
Gutted control box:

I'd run this on every machine if I could afford the change out. Turn off the drill press and it spins down slow. Turn off the lathe and it spins to a stop in a little bit. Hit the E-stop on the mill and the spindle stops in .3 seconds. Normal braking stop is 2 seconds. I can also vary the frequency fed to the motor, so I can move the 6 standard mill speeds about 20% faster or slower. I also have the instant reverse, but I just don't use it. If I get a tapping head, I may wire that up.
Last edited:
Thanks guys for all the info. Been reading about them and this is definately the way to go. What is the best brand and value to get? My motor is 2 hp but can I get a 3hp vfd in case I want to upgrade motor or use on another machine? Drive warehouse seem to have good prices but is the quality good?
Falcon67,
You got my attention. I havea Grizzly G4003G lathe. I am going to replace the 2 HP/220V/1Ph motor with a 2HP/220V/3Ph motor and a KB Electronics 2 HP VFD. For some reason, in my head, I was thinking that all I needed to do was run the 3Ph leads from the VFD, to the motor termination points in the lathe panel. Then just ensure that the terminal supplying power to the rest of the lathe was taken off the proper leg, minimal I was thinking. Hmmmmm, I better keep doing my homework.
Any input comments suggestions from your experience are welcomed here.
Thanks.
You got my attention. I havea Grizzly G4003G lathe. I am going to replace the 2 HP/220V/1Ph motor with a 2HP/220V/3Ph motor and a KB Electronics 2 HP VFD. For some reason, in my head, I was thinking that all I needed to do was run the 3Ph leads from the VFD, to the motor termination points in the lathe panel. Then just ensure that the terminal supplying power to the rest of the lathe was taken off the proper leg, minimal I was thinking. Hmmmmm, I better keep doing my homework.
Any input comments suggestions from your experience are welcomed here.
Thanks.
Because the VFD has to drive the motor directly and not through the machine controls. The VFD has to have it's inputs programmed for the required contact closures (e-stop, reverse, etc) then you wire the machine controls into those contact inputs. You can't just feed 3 phase into the machine's plug. The control box on my Grizzly was full of wires and contactors. When I got done, there was nothing left but the buttons and switches.
Left side of box is the motor leads, right side is twisted pair cable from the machine controls.
Gutted control box:
I'd run this on every machine if I could afford the change out. Turn off the drill press and it spins down slow. Turn off the lathe and it spins to a stop in a little bit. Hit the E-stop on the mill and the spindle stops in .3 seconds. Normal braking stop is 2 seconds. I can also vary the frequency fed to the motor, so I can move the 6 standard mill speeds about 20% faster or slower. I also have the instant reverse, but I just don't use it. If I get a tapping head, I may wire that up.
Is the Grizzly a lathe or mill? More pics?
 How do you like it?
How do you like it?Falcon67,
You got my attention. I havea Grizzly G4003G lathe. I am going to replace the 2 HP/220V/1Ph motor with a 2HP/220V/3Ph motor and a KB Electronics 2 HP VFD. For some reason, in my head, I was thinking that all I needed to do was run the 3Ph leads from the VFD, to the motor termination points in the lathe panel. Then just ensure that the terminal supplying power to the rest of the lathe was taken off the proper leg, minimal I was thinking. Hmmmmm, I better keep doing my homework.
Any input comments suggestions from your experience are welcomed here.
Thanks.
I should buy the relay box and contactors off you. Let me know if you would consider selling.
How would this unit be? Should go for slightly over a $100
http://www.ebay.com/itm/3-HP-240V-G...703?pt=LH_DefaultDomain_0&hash=item2ebdf8dc0f
http://www.ebay.com/itm/3-HP-240V-G...703?pt=LH_DefaultDomain_0&hash=item2ebdf8dc0f
Falcon67
Well-known member
>My motor is 2 hp but can I get a 3hp vfd in case I want to upgrade
I put a 2HP on my 1HP mill to make sure I had plenty of power. Braking is the most strenuous part of the motor control, from what I have read. If the VFD is too small, you might have to add a braking resistor to absorb the energy.
If I ever find where I put them, I'll consider it. I may have a use for them. But after the move, they are....? somewhere.
>Is the Grizzly a lathe or mill?
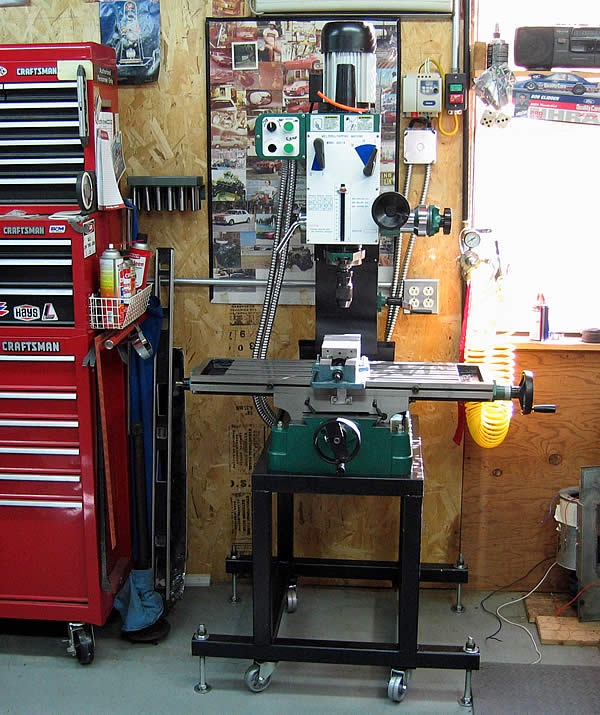
It's a G0519 square column mill/drill. It's a decent piece with a few issues. The Z feed on the spindle loses about .005 every 4-6 turns. The exterior down feed parts were replaced but the new ones did the same. I suspect a burr in the gears on the spindle but haven't taken it that far apart. I use a digital scale on the Z anyway. It's fairly hard to tram as you have to fiddle with shims and bolt torque on the tower bolts changes the tram. It's pretty solid (about 800 lbs) and more than accurate enough for me. It's certainly not a knee mill or Bridgeport, but it was the most I could afford. Based on the cost of a race C4 like one from PA, doing certain mods here with the machine basically paid for the machine in the first year. After the move, it's level but the base looks like it needs some shimming and it'll have to be re-trammed. I built my own base for it because the optional base is sized for tiny China guy and I'm 6' 1'. I also added a power feed to it - handy.

>You got my attention. I have a Grizzly G4003G lathe.
I want one of those REAL BAD! And I would do exactly what you're planning. I have a 9x20 and should have bought bigger , but I really didn't know how dang useful the tool would become since I had never used a lathe. Advice - not much, just get a good VFD (mine is a Teco - I'll look up the model when I get home) and be prepared to puzzle out the programming. It's kinda Greek but after a couple of reads you start to figure it out. On this mill, I had to buy a replacement E-stop contact so I could chose NO or NC. The one that came with the mill was only NC I think.
I put a 2HP on my 1HP mill to make sure I had plenty of power. Braking is the most strenuous part of the motor control, from what I have read. If the VFD is too small, you might have to add a braking resistor to absorb the energy.
I should buy the relay box and contactors off you. Let me know if you would consider selling.
If I ever find where I put them, I'll consider it. I may have a use for them. But after the move, they are....? somewhere.
>Is the Grizzly a lathe or mill?
It's a G0519 square column mill/drill. It's a decent piece with a few issues. The Z feed on the spindle loses about .005 every 4-6 turns. The exterior down feed parts were replaced but the new ones did the same. I suspect a burr in the gears on the spindle but haven't taken it that far apart. I use a digital scale on the Z anyway. It's fairly hard to tram as you have to fiddle with shims and bolt torque on the tower bolts changes the tram. It's pretty solid (about 800 lbs) and more than accurate enough for me. It's certainly not a knee mill or Bridgeport, but it was the most I could afford. Based on the cost of a race C4 like one from PA, doing certain mods here with the machine basically paid for the machine in the first year. After the move, it's level but the base looks like it needs some shimming and it'll have to be re-trammed. I built my own base for it because the optional base is sized for tiny China guy and I'm 6' 1'. I also added a power feed to it - handy.
>You got my attention. I have a Grizzly G4003G lathe.
I want one of those REAL BAD! And I would do exactly what you're planning. I have a 9x20 and should have bought bigger , but I really didn't know how dang useful the tool would become since I had never used a lathe. Advice - not much, just get a good VFD (mine is a Teco - I'll look up the model when I get home) and be prepared to puzzle out the programming. It's kinda Greek but after a couple of reads you start to figure it out. On this mill, I had to buy a replacement E-stop contact so I could chose NO or NC. The one that came with the mill was only NC I think.
Last edited: