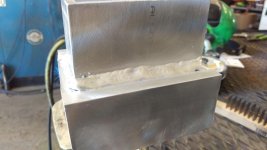
I have several aluminum headache racks for a trucking company to modify and install on the trucks, some simple to some major fabrication on each one. I picked up an old Miller tig welder since I have always wanted to try tig anyways and it would work for these projects. Needless to say I am having a difficult time figuring it out, can get it to work ok on steel but aluminum was a utter failure. I'll work with it later when the snow flies and I have lots of time, right now I have about $2,000 worth of work sitting here. Went to the welding store this morning and walked out with a Miller 211, spool gun, and cart. Put it all together and damn, it works. Not claiming these to be great but with a complete lack of scraps to practice on I only ran a handful of beads. Plus before today I never even picked up a spool gun I think its good to start fabbing on some headache racks. Was having some problems at the start of the pass and a couple times at the end as the heat seemed to too hot by the end of the weld. I guess I'm supposed to speed up as the piece gets heat in it. Also this was on 115 volt as I didn't have the right plug for my 230 volt. I'll try that tomarrow and turn it up more.
Also is there a trick to cutting aluminum on the bandsaw, the teeth were filling up with cuttings. Something to spray on the blade maybe?
Also is there a trick to cutting aluminum on the bandsaw, the teeth were filling up with cuttings. Something to spray on the blade maybe?