Re: From losing everything to being cash-poor and shop-rich in "only" five years!
GettyT You and I are in the same condition, but I am 87. Was installing a TPS on my
'89 Chev PU and of course you have a whole pile if bits to remove before getting at the TPS and I noticed that the plate holding three modules was cracked. So hunchbacked my way to my bench to weld it up and also make it less of a pain to replace. That part is done and the paint is drying. I'll finish it to-morrow, back williing.
Luckily, my back is about halfway, uh, back today, meaning this is my usual "overdoing it" strain that I do to myself two or three times per year. Usually takes as much as a week to get back to normal, but it always gets there. Unfortunately, now that my back is feeling better, I'm starting to notice a lot more that I also sprained my wrist a little. This is something that I've suffered with for a long time, I believe since an old motorcycle crash tore the tendon in the wrist that holds the ends of the forearm bones together. It makes that wrist really easy to sprain, and it can take weeks to heal. The price we pay for having fun...
Take care of your back, and good luck finishing your project.
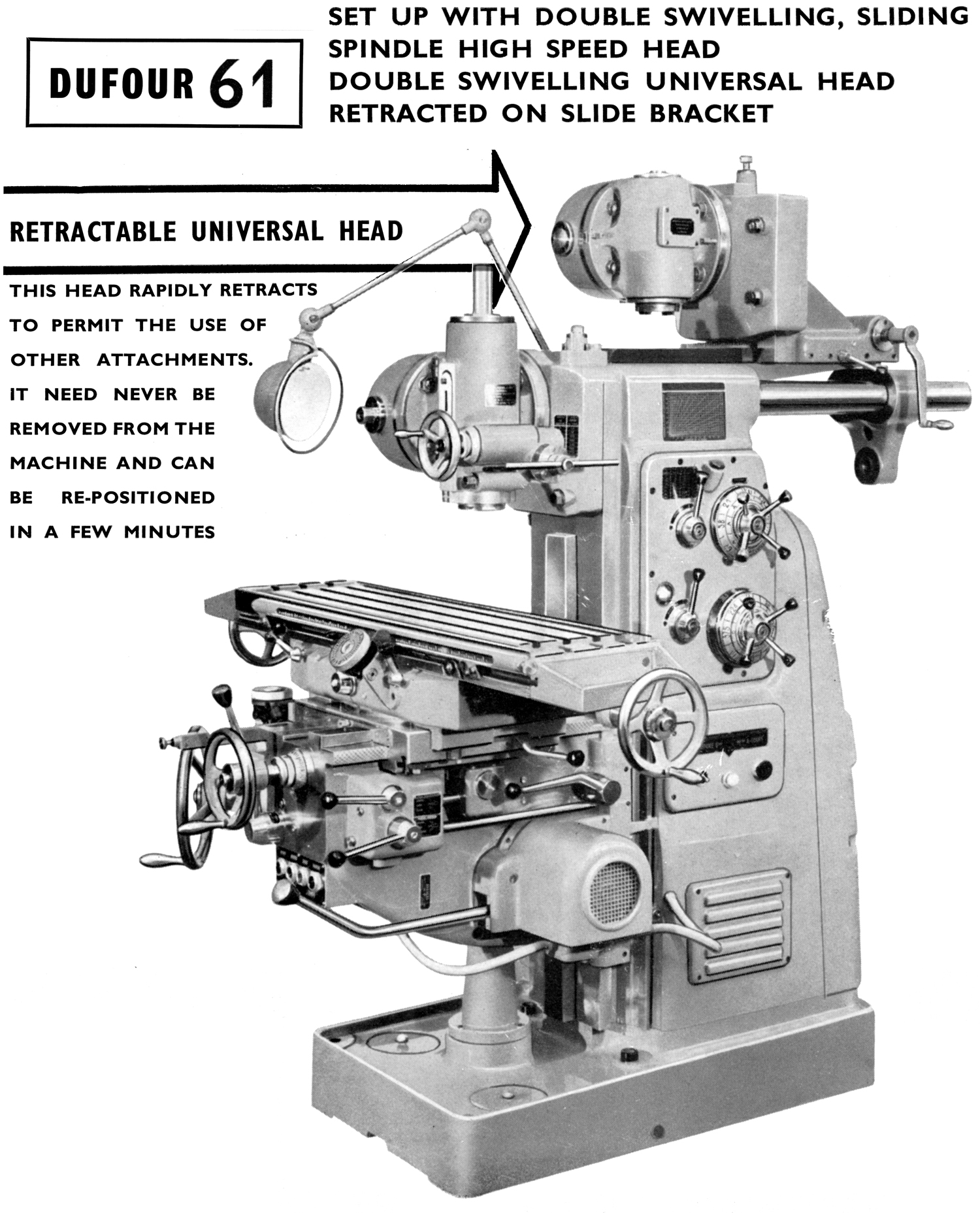
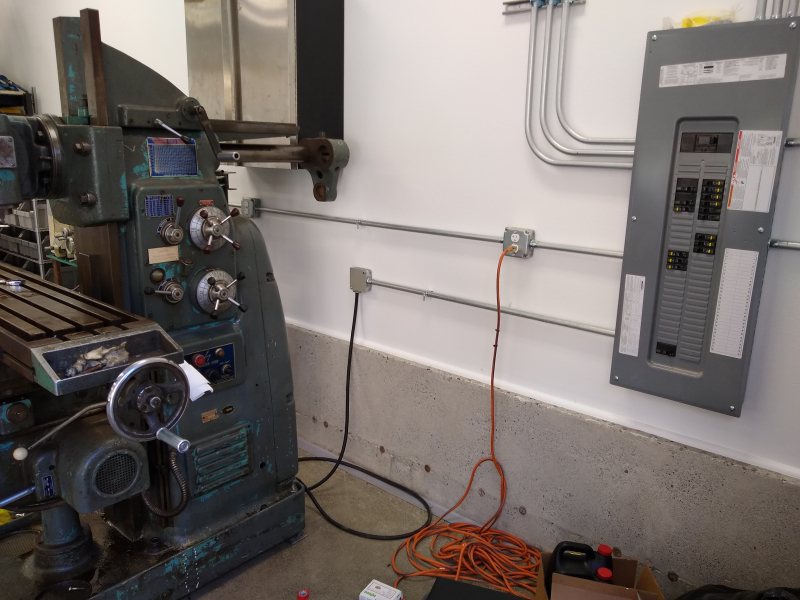
Nice mill. Looks like a copy of a K&T. The guys on PM will be very helpful as long as you are respectful. They dont necessarily always like newbs over there. Look around and see if there's any plans for a parking lift. A lot of the horizontal/vertical mills came with a parking lift that lifts the head off and puts in a park position somewhere on the mill. You won't want to be lifting it on and off much without one or a jib or something.
The Practical Machinist site template is burned into my eyes at this point... I haven't posted there yet, but I've learned quite a bit. As for the parking lift, Larry nailed it below. Moving forward, I can get the universal head on and off fairly easily. The problem was getting that head from the
ground onto the dovetails. That wasn't so easy, as that sucker was heavy!
One more comment about braking, my mill is missing a brake arm as well.
When I bought my VFD it had a feature called "dynamic braking". I needed to tap on the mill so I wanted to be able to switch directions rapidly. I had never seen my mill run up to this point and after with some programing issues finally got the mill up and running.
I kept getting an error code that I could not get figured out, it had to do with the dynamic braking, something about the motor overloading the VFD back feeding it. So after about 2 weeks of making programming adjustments after work I decided to see if I would get the fault if I just turned off the dynamic braking so I did. The mill stops in plenty of time to switch directions for tapping. Bottom line for my mill it doesn't need a brake. I'm hoping its not that the mill has a high rotational force the motor has to overcome to rotate the spindle.
The mill seems happy, motor runs cool. I guess my point would be working one step at a time.
I would also recommend asking all your friends if they know an commercial electrician, "hopefully one that will work for good beer". I found one of my Daughters good friends had a good friend that is a commercial electrician that likes good microbrews. Anytime we have a get together when we invite family and friends, he gets an invite. He is a great guy. These guys deal with old equipment like your mill all the time.
I would bet your more interested in having someone help you then do it for you.
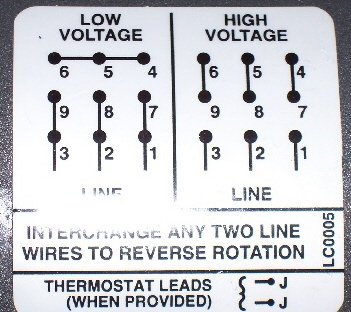
DEFINITELY more interested in learning than having it done for me. Confession: I am not exaggerating that I spent two hours online yesterday afternoon trying to figure out how to read these motor wiring diagrams:
In trying to figure out how to reverse my motor and what components would be required, everyone always draws up these little diagrams with terminals and lines. I'm thinking, "Am an an idiot? It's just lines and dots; why is this so hard to get!?" I figured it would be a five minute search, but it took two hours before I found--on YouTube of all places--somebody finally explaining that a line drawn between terminals means those are connected to each other. Duh...
So it took roughly 10 hours longer to figure out than it could have if I knew somebody who could walk me through it all, but I think I have this mill's wiring figured out--both the standard wiring and how it's wired now:
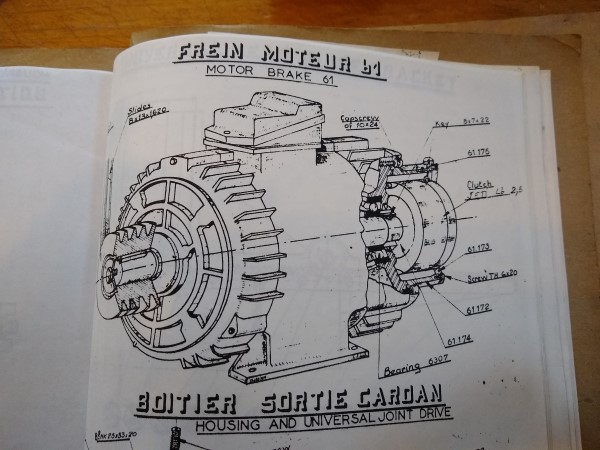
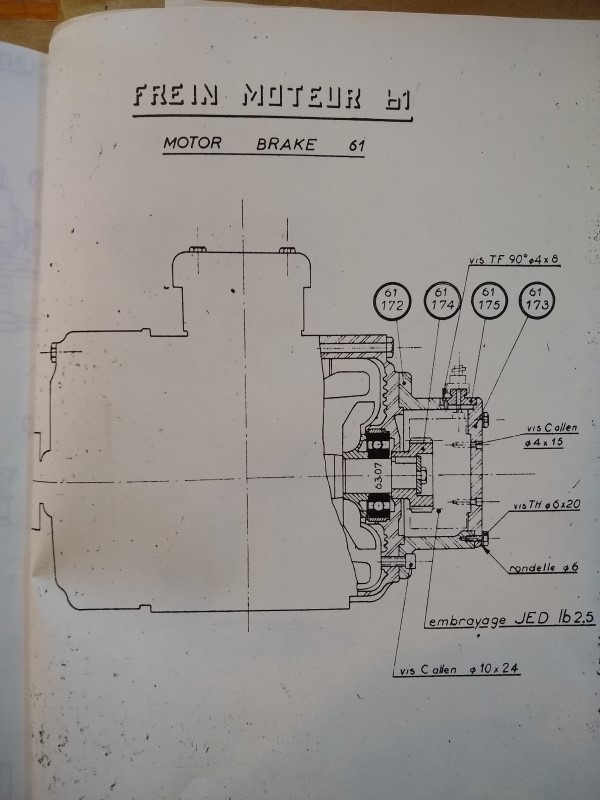
The standard wiring is three phase in to three motor starters, one with an auxiliary terminal to activate the motor brake. The spindle brake is an electrically activated physical brake built into the standard 3-phase motor:
As the mill sits, there will be no brake on the spindle, and the spindle start/brake lever that Larry described (mine is labeled the opposite of how it looks in every manual I've found and how Larry's works, interestingly). The spindle forward/reverse selector switch is not wired up, and even if it were, the only way to reverse rotation would be to stop the motor, wait for a complete stop, switch rotation direction, and start it again.
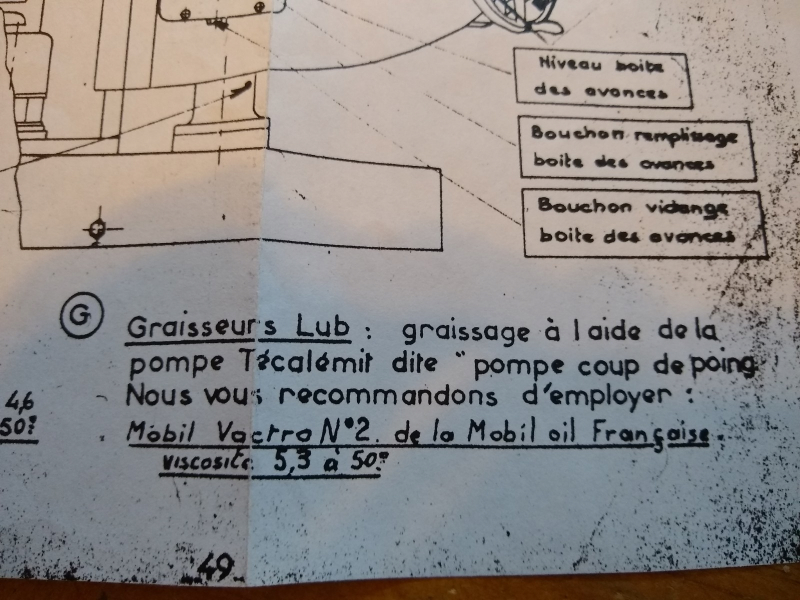
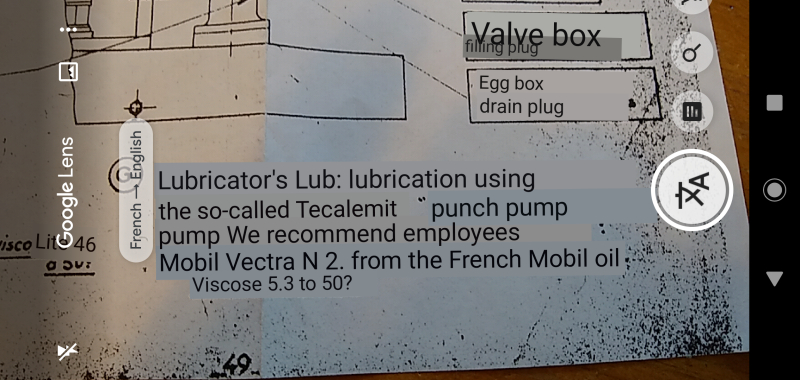
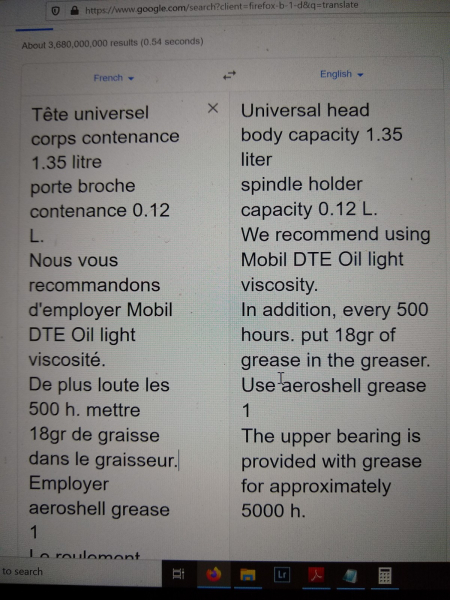
Where I got into "motor diagram hell" yesterday was in trying to figure out what I would need to do to both add a single phase rapid motor and wire up a spindle motor reverse. It was not encouraging... For now, the mill runs and will make chips as soon as I finish getting it lubed and greased. I'm just going to run it the way it is and debate what I want to do moving forward. It's possible, like your mill, it just stops fast enough on its own that I don't need a brake. It's also very rare that I would need a spindle reverse. The rapid motor? That one's going to bother me, so I need to figure it out.
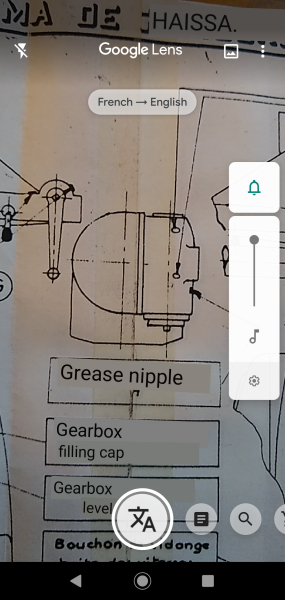
I also need to decide whether I want to go nuts and pull the table off to clear the oil lines. I couldn't get oil into five of the six ports on the front of the saddle, although all I have is a cheap little oil can. I ordered the push style oil pump linked to above, and it's supposed to generate more pressure. I think I'll try that, then maybe pull the table if it doesn't work. Compressed air didn't get in at all.
A couple last questions for Larry:
I'm confused about the auto feed forward/reverse lever on the left side of the machine. What is that for? The spindle is reversed electrically, and the table/knee/saddle feeds all have a lever that can be switched either way. Why the reverse gear for the whole shebang? And where to you usually have that set?
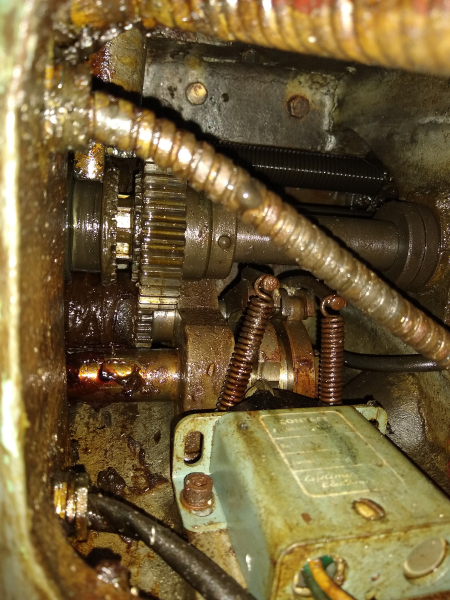
I spent at least 15 minutes on my back under the knee, looking up into the gear box in the knee and trying to figure out how it all worked. At first I was looking for some kind of physical brake acting on the gear train when the spindle on/brake lever is pushed toward brake, but in the process I ended up down the rabbit hole of figuring out the xyz auto feeds. With any of the three auto feeds engaged, I could turn the main pulley on the back of the machine, and the spindle would turn but the table wouldn't move. The universal shaft on the left side of the mill is turning, so power is being transmitted to the knee, but something inside the knee is not engaging to lock the table feed to the spindle drive. Is there some kind of clutch in there that only activates at high speed? If you turn your spindle by hand with one of the feeds engaged, does the table move?
I guess I could just wire it up and get to the bottom of that really quickly, but just curious for now and wondering if I am missing something simple.