rslaback
Well-known member
Recently I picked up a snowblower project that was listed as needing some chute work.
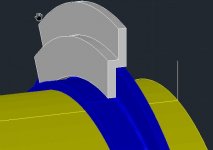
It's a massive 32" wide cut tracked Craftsman. The chute issues is that the flange on which the chute rides has worn through and started to peel off. For those unaware, the chute sits on the horizontal section of an inverted flange that has been welded onto the circular opening. The chute is retained by clips that bolt onto the rotating section and extend underneath the flange.
I'm having a hard time determining my best method of creating the flange. It isn't a difficult part per se but I am not sure that I possess the proper equipment to make it well. I wouldn't even know what to ask in terms of having someone make it for me.
The flange is basically a revolved L with the minor diameter of 6". My original thought at first glance was to just cut a ring with my plasma cutter and ignore the vertical section but upon closer reflection I am not sure that I could weld it on tight enough that the retaining fingers wouldn't rub. I imagine this is why there is a vertical flange in the first place as it moves the welds lower and away from the retainers.
Any advice on the best way to make this flange?
It's a massive 32" wide cut tracked Craftsman. The chute issues is that the flange on which the chute rides has worn through and started to peel off. For those unaware, the chute sits on the horizontal section of an inverted flange that has been welded onto the circular opening. The chute is retained by clips that bolt onto the rotating section and extend underneath the flange.
I'm having a hard time determining my best method of creating the flange. It isn't a difficult part per se but I am not sure that I possess the proper equipment to make it well. I wouldn't even know what to ask in terms of having someone make it for me.
The flange is basically a revolved L with the minor diameter of 6". My original thought at first glance was to just cut a ring with my plasma cutter and ignore the vertical section but upon closer reflection I am not sure that I could weld it on tight enough that the retaining fingers wouldn't rub. I imagine this is why there is a vertical flange in the first place as it moves the welds lower and away from the retainers.
Any advice on the best way to make this flange?