
myredracer
Well-known member
Am working on a '66 Fiat Abarth steel bodied car with lots of rust to deal with. I'm finding that the body has a lot of thinner than expected sheet metal in many places, 24 gauge (or metric equivalent).
I've been using a wet rag to immediately cool the metal to keep distortion to a minimum. It sure doesn't take much heat or very long for 24 gauge to get messed up real quick. Is there any big reason not to cool with a wet rag? I know it's not recommended and can affect the temper of the metal but I haven't found any problems sanding down the welds or other issues so far.
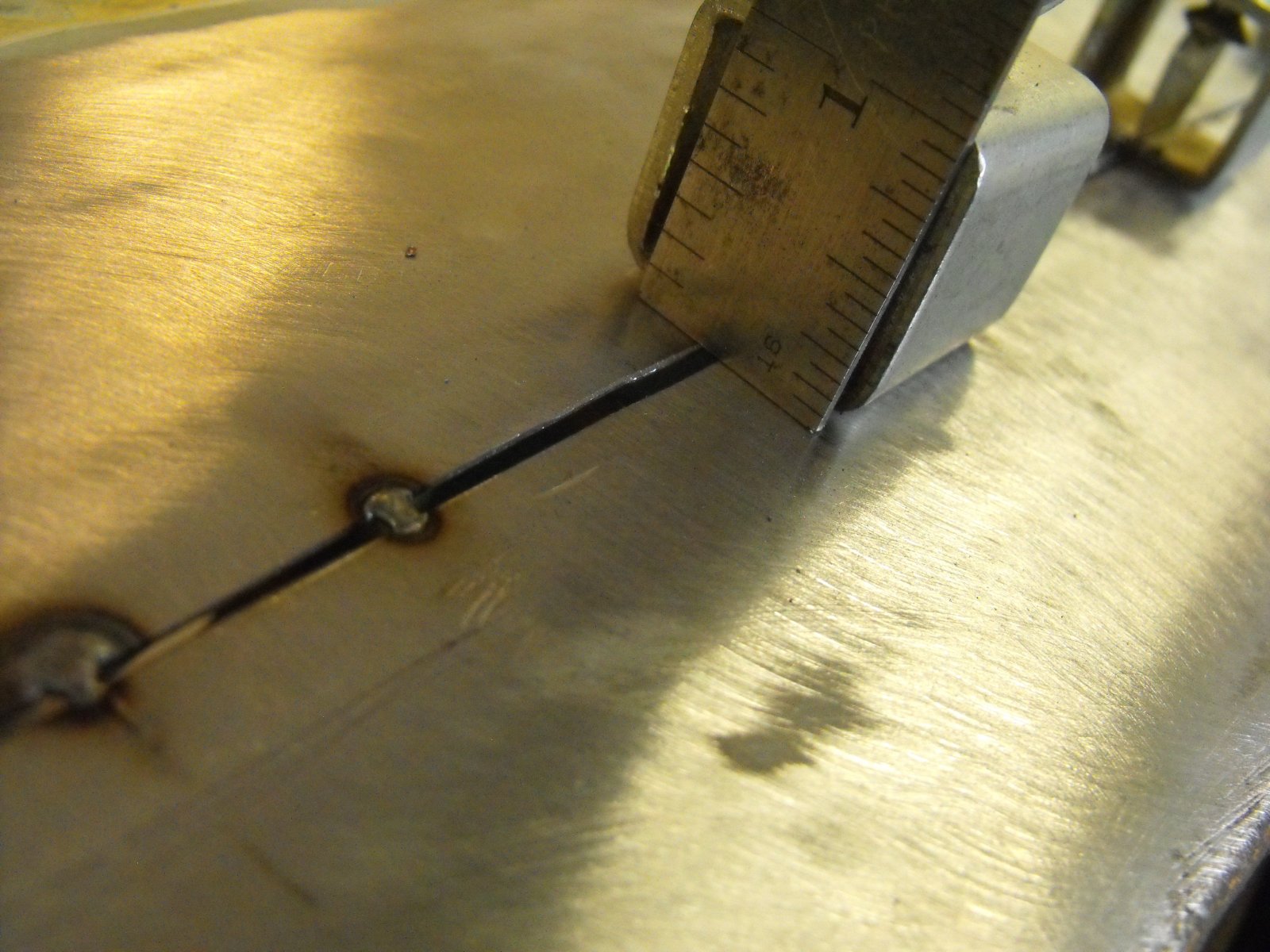
Below is an example of a long-ish seam that I just welded up on some front nose panel metal salvaged from a donor for use as a patch piece. I have the initial round of tack welds done and so far so good. Am planishing each weld dot and checking for alignment as I go. The process sure is dang slow...

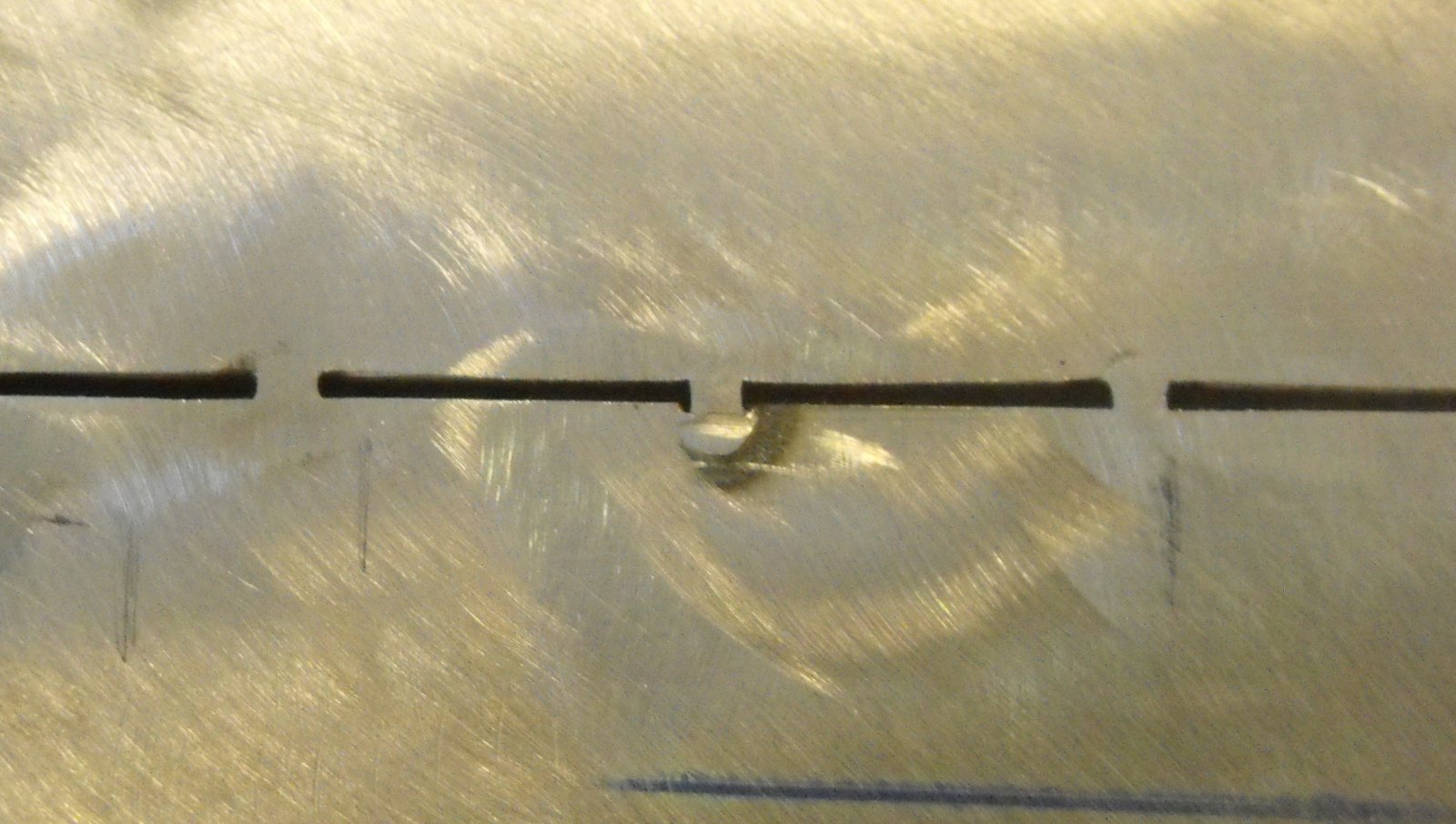
I've been using a wet rag to immediately cool the metal to keep distortion to a minimum. It sure doesn't take much heat or very long for 24 gauge to get messed up real quick. Is there any big reason not to cool with a wet rag? I know it's not recommended and can affect the temper of the metal but I haven't found any problems sanding down the welds or other issues so far.
Below is an example of a long-ish seam that I just welded up on some front nose panel metal salvaged from a donor for use as a patch piece. I have the initial round of tack welds done and so far so good. Am planishing each weld dot and checking for alignment as I go. The process sure is dang slow...
Last edited:


 I get the same way when I spot weld. lol I'm currently doing a resto-mod on an old fibreglass camper. After years of never doing fibreglass repairs on metal cars (because that wouldn't be right) I'm having a ball trying to become competent at it.
I get the same way when I spot weld. lol I'm currently doing a resto-mod on an old fibreglass camper. After years of never doing fibreglass repairs on metal cars (because that wouldn't be right) I'm having a ball trying to become competent at it.





