Does anyone have any tips on milling 8020 countersinks? I had the mill on the slowest speed and the aluminum seemed to pack up on the bit. It was fairly difficult to remove. Oil just seemed to make everything messier. I'm definitely not a machinist so I'll appreciate any tips.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Milling 8020 countersinks
- Thread starter jgorm
- Start date
BuffettFan
Well-known member
Do your tool bits have a coating on them? Generally, uncoated works better with aluminum unless it is an aluminum specific coating. How many flutes?
With aluminum, a single flute countersink will work better than a multiflute tool.
An aluminum specific oil may help also. Alumicut is one I use with good results.
https://www.farmshopstore.com/lubricants/alumicut-lubricant-for-aluminum-brass-copper-plastic-1-can/
With aluminum, a single flute countersink will work better than a multiflute tool.
An aluminum specific oil may help also. Alumicut is one I use with good results.
https://www.farmshopstore.com/lubricants/alumicut-lubricant-for-aluminum-brass-copper-plastic-1-can/
Jeff95TA
Well-known member
I'm interested in this too even though I'm only going to have to do some thru-holes and countersinks. I took the easy way out and bought the members pre-machined for the miter joints and the anchor fasteners.
Bigblue&Goldie
Well-known member
First off, I'd guess you are turning that end mill way too slow. Check this website to figure out what RPM range you should be in.
https://www.wisc-online.com/LearningContent/mtl8202/MLT8202.htm
Next, an end mill isn't a drill bit, so they don't extract chips in the same way. The longer you let that end mill turn in there the more the chips will rough up the finish. Get in and get out. Try lubing everything up with WD40 and you should get less sticking.
https://www.wisc-online.com/LearningContent/mtl8202/MLT8202.htm
Next, an end mill isn't a drill bit, so they don't extract chips in the same way. The longer you let that end mill turn in there the more the chips will rough up the finish. Get in and get out. Try lubing everything up with WD40 and you should get less sticking.
Doug Arthurs
Well-known member
yes WD-40 will help and speed up the rpm and feed rate. Also an endmill designed for aluminum would be much better or at least a 2 flute.
First off that's a counterbore you're cutting not a countersink. Like the other guys said you look to be running slow. And WD-40 for a lube.
Bright finish end mill would probably do better. Or whatever the latest and greatest surface treatment for Al is this week. I wouldn't go down to a two flute for that application though, because then you'll be cutting intermittent.
Bright finish end mill would probably do better. Or whatever the latest and greatest surface treatment for Al is this week. I wouldn't go down to a two flute for that application though, because then you'll be cutting intermittent.
cmandp
Well-known member
Looking at your chips it looks like your endmill is more munching through than really cutting. Like others said it looks like your spindle speed is too slow. But I would also make sure your endmill is sharp and use a cutting lube. WD40 is good as you most likely have it handy, straight kerosene or something fancier like Alumatap would be good as well.
kasander
Well-known member
If you aren't married to 8020, check out www.tnutz.com. If you are purchasing new material and know your lengths and where you need the counterbores machined, much cheaper to purchase them already machined. The counterbores are 75 cents each...
If you aren't married to 8020, check out www.tnutz.com. If you are purchasing new material and know your lengths and where you need the counterbores machined, much cheaper to purchase them already machined. The counterbores are 75 cents each...
Do the profiles match up with 8020? I got loads of 8020 for free with 2 buckets full of fittings.
Do the profiles match up with 8020? I got loads of 8020 for free with 2 buckets full of fittings.
I've had a bunch of experience with different brands of extrusions and find that most do not interchange. Just some slight difference in the slot profile will prevent hardware from fitting correctly. Once many years ago I found on the internet a chart of the different profiles that could be used to identify the manufacture. Search it out. I'd also talk with the tnutz people and have them confirm that it is the same profile and all the hardware will interchange. Then if they confirm that, check if it is a Chinese knockoff and then wonder if the hardware is up to you standards. Request samples.
lg
no neat sig line
manwithtools
ALLIANCE MEMBER
Speed up, WD-40, 2-flute if you have it. Coating does not matter in this application. Don't be afraid to feed it pretty fast as well. That's soft stuff, got to make chips. Practice on scraps.
Not worth the hassle to look for interchange hardware as larry_g mentioned.
Not worth the hassle to look for interchange hardware as larry_g mentioned.
kasander
Well-known member
Do the profiles match up with 8020? I got loads of 8020 for free with 2 buckets full of fittings.
Yes, 8020 and Tnutz are fully compatible.
kazlx
Well-known member
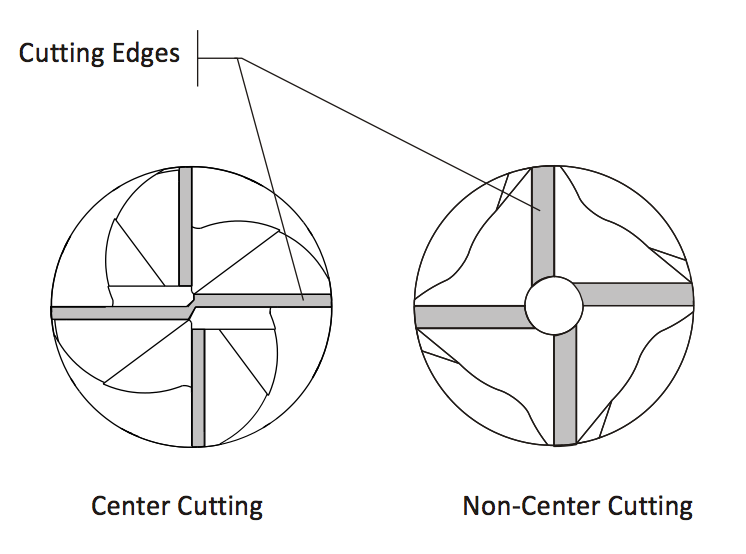
2 or 3 flute. Spin it as fast as that mill will go. Spray a little WD-40 on there for lube. A good EM will go through that like butter. A little corner radius will be stronger and hold up better than a sharp one, even if it's small, especially on plunge cut with gaps like that. You're definitely rubbing too much. Also, don't want to have to point out the obvious, but just make sure it's a center cutting endmill as well...
Last edited:
kazlx
Well-known member
The flutes on the bottom, two of them should go all the way to the middle. What size are you using?
Those extrusions are made out of some seriously gummy **** metal!
Probably has some type of coating on it too which doesn't help, like anodize.
I used to build scanning bridges out of that **** for years.
The bosch style was the best.(I think it was Bosch, I used them all.) Just tap the hole in the end and you could mount it anywhere. No need to spotface anything.
Like Kaz said, as long as that end mill is center cutting it'll work.
Keep at it, you'll get the hang of it.
Probably has some type of coating on it too which doesn't help, like anodize.
I used to build scanning bridges out of that **** for years.
The bosch style was the best.(I think it was Bosch, I used them all.) Just tap the hole in the end and you could mount it anywhere. No need to spotface anything.
Like Kaz said, as long as that end mill is center cutting it'll work.
Keep at it, you'll get the hang of it.
kasander
Well-known member
Those extrusions are made out of some seriously gummy **** metal!
Probably has some type of coating on it too which doesn't help, like anodize.
I used to build scanning bridges out of that **** for years.
The bosch style was the best.(I think it was Bosch, I used them all.) Just tap the hole in the end and you could mount it anywhere. No need to spotface anything.
Like Kaz said, as long as that end mill is center cutting it'll work.
Keep at it, you'll get the hang of it.
Anchor fasteners with counterbored holes are the way to go. Much stronger than tapping the ends...

Anchor fasteners with counterbored holes are the way to go. Much stronger than tapping the ends...
Thanks! Tapping the ends requires drilling access holes when you move it. I'm using 4 counterbore fittings on each connection. Probably overkill, but that's what i do.
Thanks! Tapping the ends requires drilling access holes when you move it. I'm using 4 counterbore fittings on each connection. Probably overkill, but that's what i do.
Not the ones we used.
The threaded end held a metal bracket that fit in the "T".
I've done the through hole ones too. I used to jam a 3/8-24 bolt through them. It was plenty strong. lol!
kasander
Well-known member
Not the ones we used.
The threaded end held a metal bracket that fit in the "T".
I've done the through hole ones too. I used to jam a 3/8-24 bolt through them. It was plenty strong. lol!
How did you tighten it if you thread the a stud into the end and the other end is captured with a Tnut?
Sorry, Mini tec, not Bosch, Bosch came later. I started building xyz ultrasonic scanning bridges with this stuff in about 91'.
One of the brands is waaay easier to use than the others, but I forget which one.
For basic ****, the minitec was the best. Plenty strong.
None of this is going to help the OP though.
One of the brands is waaay easier to use than the others, but I forget which one.
For basic ****, the minitec was the best. Plenty strong.
None of this is going to help the OP though.
Attachments

Last edited:
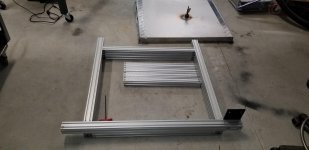
I cranked up the speed and got them done way faster. I could make a counterbore in <1 sec, but then i had to use needle nose to pull the metal off the bit. I got 64 of them done and have a 2 flute on order along with a bunch of tnutz fittings. Tnutz has 8020 equivalent part numbers. I spent 150 bucks, but probably saved 200 over 8020 direct. Thanks for the tips! It doesn't look like a full days work but my cnc plasma table base is almost done!
Attachments
Bigblue&Goldie
Well-known member
More lubricant will help with the sticking to the bit.
velocipede
ALLIANCE MEMBER
Getting all that 8020+ fittings for free was a great score! I love that stuff. It's like playing with a grown up erector set.