Bib Overalls
Well-known member
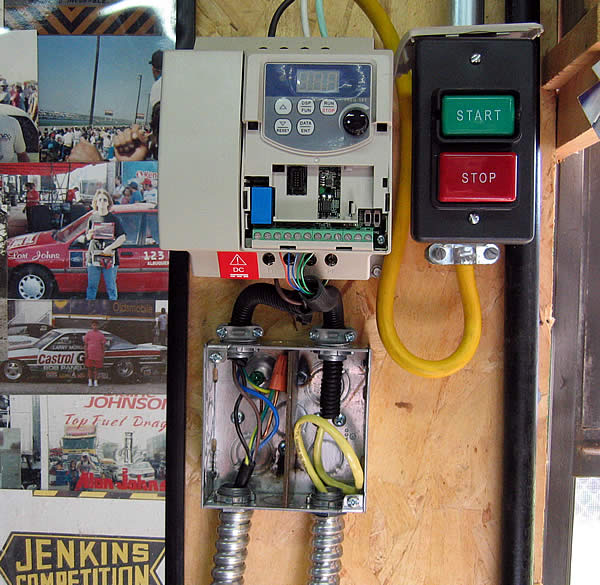
I have access to a 220V 3hp rated single phase VFD. Input is standard 220V
(2 conductors w/ground) and output is 220 3 phase (3 conductors w/ground).
I want to use this VFD on my 3hp ACRA mill. Currently the motor is hooked up to a rotary converter. The reason I want to change out is because I am tired of changing the belts when I need to change speeds.
The ACRA mill is currently being feed through a rotary switch mounted to the machine. The switch has high and low settings and forward/reverse. A total of four speeds; a high and low forward and reverse.
First question: Should I run my three phase power supply through the stock rotary switch.
Second question. The mill has a sheave pulley on the motor and the spindle.
How should I set up the belts; slowest at the spindle, one to one at the spindle, or fastest at she spindle? Slow will have the most torque, one to one will show an accurate RPM reading on the VFD, and fastest will increase the motor speed and possibly push the RPMs up to a more powerful setting.
Any and all help appreciate.
Steve
(2 conductors w/ground) and output is 220 3 phase (3 conductors w/ground).
I want to use this VFD on my 3hp ACRA mill. Currently the motor is hooked up to a rotary converter. The reason I want to change out is because I am tired of changing the belts when I need to change speeds.
The ACRA mill is currently being feed through a rotary switch mounted to the machine. The switch has high and low settings and forward/reverse. A total of four speeds; a high and low forward and reverse.
First question: Should I run my three phase power supply through the stock rotary switch.
Second question. The mill has a sheave pulley on the motor and the spindle.
How should I set up the belts; slowest at the spindle, one to one at the spindle, or fastest at she spindle? Slow will have the most torque, one to one will show an accurate RPM reading on the VFD, and fastest will increase the motor speed and possibly push the RPMs up to a more powerful setting.
Any and all help appreciate.
Steve