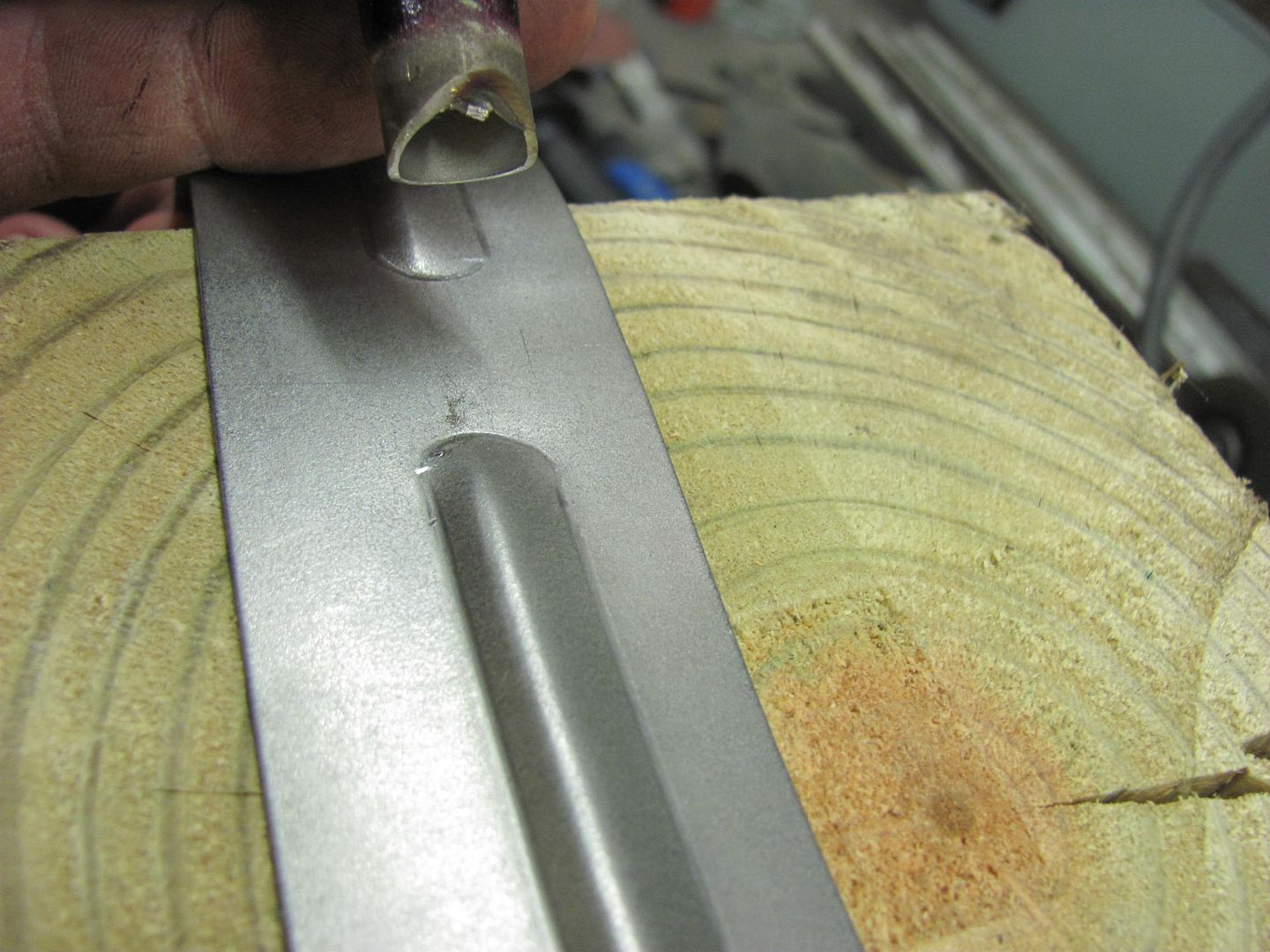
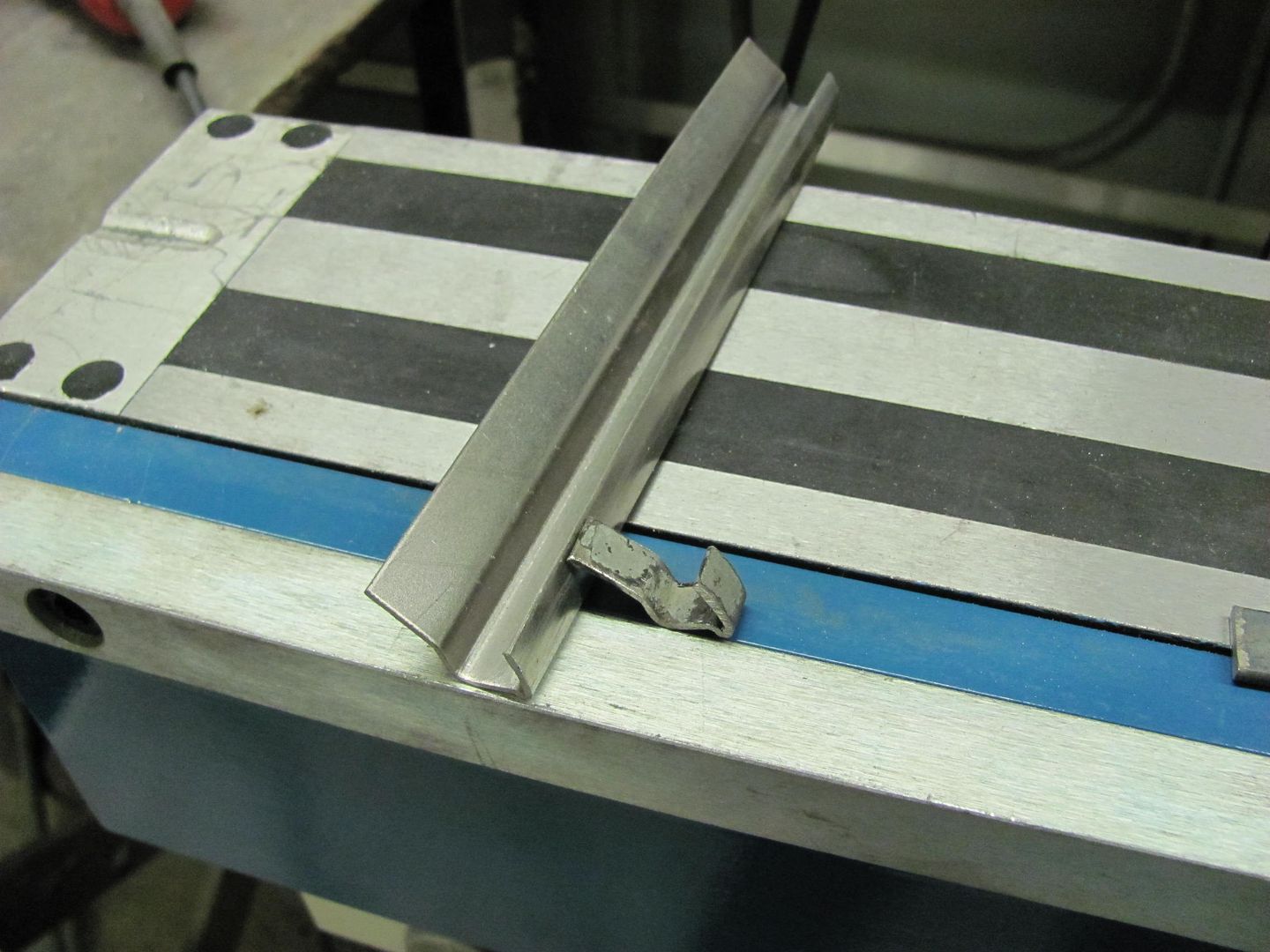
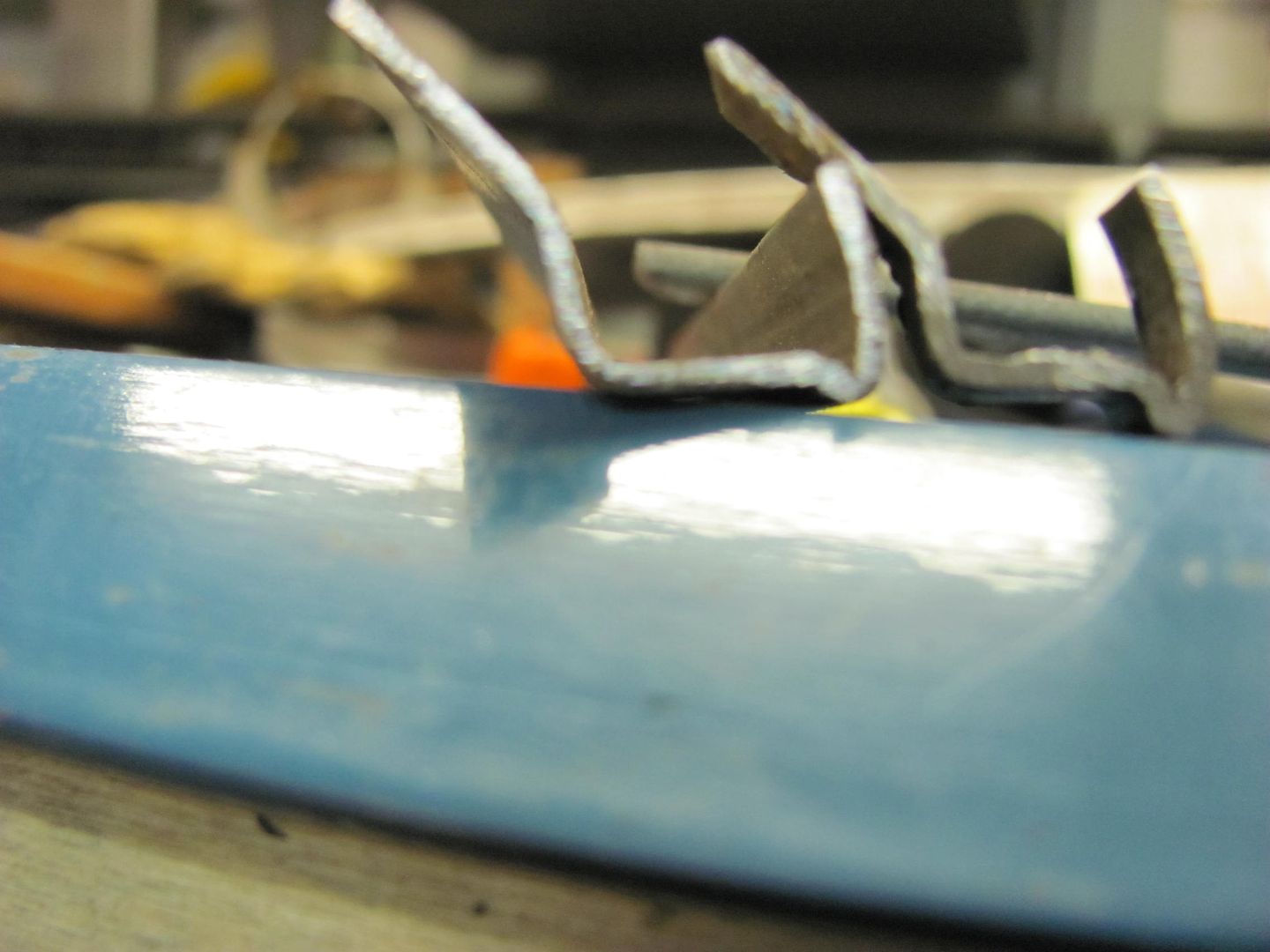
Ed, the lower plate was CRS and the slot was milled on a Bridgeport J head. The punch was made from a piece of round stock, milled to the correct width and touched up with a file. Highly technical stuff here..  No heat treating unless you want to count the welding process.
No heat treating unless you want to count the welding process.
Claude, I think he's going to work out well. 16 year old son of a guy I went to school with, lives about 2 miles away, so convenient for him. I did let him know he had to keep grades up as I didn't want to catch the wrath from his mother..
No heat treating unless you want to count the welding process. Claude, I think he's going to work out well. 16 year old son of a guy I went to school with, lives about 2 miles away, so convenient for him. I did let him know he had to keep grades up as I didn't want to catch the wrath from his mother..







































 I never would have thought of that.
I never would have thought of that.