
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Old Boice Crane Drill Press saved from the dump
- Thread starter Chuck McB
- Start date


ndnchf
Well-known member
Mohawk Dave
Well-known member
Here's the finds on GJ....https://www.google.com/#hl=en&tbo=d...229be95c8561f6&bpcl=40096503&biw=1360&bih=638
I just restored a Boice Crane bech grinder. So, COOL FIND!
I just restored a Boice Crane bech grinder. So, COOL FIND!
Attachments

uniballer
Well-known member
You lucky ........!!!! Great find, none of those in my dumps here!
Packard V8
Well-known member
Helluva a find!
Cleaning up the column will be the most difficult part. Do you know anyone with a long bed lathe? That's by far the easiest way.
I did one floor model column on a short bed lathe by making a steady rest of plywood to hold the column centered at the end of the bed.
An alternative would be to have it sandblasted and then polish it by hand with successive finer grades of aluminum oxide cloth.
jack vines
Cleaning up the column will be the most difficult part. Do you know anyone with a long bed lathe? That's by far the easiest way.
I did one floor model column on a short bed lathe by making a steady rest of plywood to hold the column centered at the end of the bed.
An alternative would be to have it sandblasted and then polish it by hand with successive finer grades of aluminum oxide cloth.
jack vines
Mohawk Dave
Well-known member
Chuck McB,
Thanks for the compliment! Now it's you're turn!
Also, as Jack Vines said about the column, if you have access to machinery, then great! I didn't with my new (older) Ridgid, so I used a 4" wire wheel on a Makita hand held grinder, then did the finishing touches with a 3M abrasive pad. like this...http://www.amazon.com/dp/B009SB7LQ8/?tag=atomicindus08-20
Turned out great!
Thanks for the compliment! Now it's you're turn!
Also, as Jack Vines said about the column, if you have access to machinery, then great! I didn't with my new (older) Ridgid, so I used a 4" wire wheel on a Makita hand held grinder, then did the finishing touches with a 3M abrasive pad. like this...http://www.amazon.com/dp/B009SB7LQ8/?tag=atomicindus08-20
Turned out great!
jabberwoki
Well-known member
Nice work matie you`re my hero!
d.mcfarland
Well-known member
That will be one heck of a nice piece of equipment when you are done Chuck. Enjoy the restoration!
gatewaysysop
Well-known member
Nice press, glad somebody saved it from the scrap heap. I bet it'll clean up real good!
uniballer
Well-known member
I smell a build thread!
oldldh
Well-known member
....X2
Outlawmws
Well-known member
Good save, It's messy, but oil and a wire wheel does a good job on the column rust. (Wear coveralls...)
cowboy73
Well-known member
I woulda snagged it. Should clean up good. Great score!!!
I smell a build thread!
Yep. I'll start on it tonight. What color should I paint it?? Original or something way different?
my58
Well-known member
Very cool find! looking forward to seeing the restoration.
John Timmins
Well-known member
No nonsense handle !

Thats a 'good save', Chuck......... : )
If I may offer a suggestion, much time and effort can be saved by gently glass-blasting that column, to remove the rust, after which a bit of penetrating oil, discreetly applied heat, and a hard maple drift driven by a reasonably heavy hammer should bring the drill head, table, and base loose from the column.
Getting the quill assembly apart for cleaning, and new bearings, will be the 'challenging' part of the job. Penetrating oil, gentle application of heat, and careful 'rapping' with a hardwood drift should eventually prevail.
I don't remember about the Boice-Crane drill heads specifically, but some of those old-style drill heads had a splined spindle, which ran in a spline in a die-cast zinc-alloy pulley. Those can become well and truly 'stuck', and great care must be used to free them, as die-cast zinc-alloy parts can't withstand more than a very minimum of heating.
Whether the spindle is splined or key-seated, care must be taken to clean/polish the spindle above the pulley before driving it through the pulley, as any remaining rust will gall out the bore in the pulley. Lots of penetrating oil, gentle heat, and tapping parts a little bit one way and the other, a little bit at a time, is the best way to free them up when rust has grown in the fits. You'll see a 'rust slurry' emerge from the parts as you tap them back and forth gently. Keep adding penetrating oil, and moving the parts gently, eventually enough of that 'rust slurry' will emerge to free up the parts.
(the rust formation between parts acts like Loctite, so to speak. The combination of a good penetrating oil and any motion, however slight, breaks down the locking effect of the rust. Gentle heat, to expand the outer component, aids in getting the oil into the 'rust bond'. Several heating/oiling cycles may be needed before parts can be made to move relative to one another, and a lot of patient 'gentle tapping' is to be preferred to stronger hammer blows.)
The drill chuck may well be beyond practical repair, so it may be practical to mill/grind/turn the chuck body down to nil to remove it from the spindle. The spindle is most likely either a 33 or a 6 Jacobs taper, and new chucks are readily available.
Care must be taken, tho, to preserve the Jacobs taper end of the spindle. If the spindle taper has become bent or damaged, there is nothing for it but to send the spindle out to a specialist grinding firm to have the taper re-ground. Fortunately, this is a simple, easy job for a specialist grinder, and won't cost much to have done.
cheers
Carla
If I may offer a suggestion, much time and effort can be saved by gently glass-blasting that column, to remove the rust, after which a bit of penetrating oil, discreetly applied heat, and a hard maple drift driven by a reasonably heavy hammer should bring the drill head, table, and base loose from the column.
Getting the quill assembly apart for cleaning, and new bearings, will be the 'challenging' part of the job. Penetrating oil, gentle application of heat, and careful 'rapping' with a hardwood drift should eventually prevail.
I don't remember about the Boice-Crane drill heads specifically, but some of those old-style drill heads had a splined spindle, which ran in a spline in a die-cast zinc-alloy pulley. Those can become well and truly 'stuck', and great care must be used to free them, as die-cast zinc-alloy parts can't withstand more than a very minimum of heating.
Whether the spindle is splined or key-seated, care must be taken to clean/polish the spindle above the pulley before driving it through the pulley, as any remaining rust will gall out the bore in the pulley. Lots of penetrating oil, gentle heat, and tapping parts a little bit one way and the other, a little bit at a time, is the best way to free them up when rust has grown in the fits. You'll see a 'rust slurry' emerge from the parts as you tap them back and forth gently. Keep adding penetrating oil, and moving the parts gently, eventually enough of that 'rust slurry' will emerge to free up the parts.
(the rust formation between parts acts like Loctite, so to speak. The combination of a good penetrating oil and any motion, however slight, breaks down the locking effect of the rust. Gentle heat, to expand the outer component, aids in getting the oil into the 'rust bond'. Several heating/oiling cycles may be needed before parts can be made to move relative to one another, and a lot of patient 'gentle tapping' is to be preferred to stronger hammer blows.)
The drill chuck may well be beyond practical repair, so it may be practical to mill/grind/turn the chuck body down to nil to remove it from the spindle. The spindle is most likely either a 33 or a 6 Jacobs taper, and new chucks are readily available.
Care must be taken, tho, to preserve the Jacobs taper end of the spindle. If the spindle taper has become bent or damaged, there is nothing for it but to send the spindle out to a specialist grinding firm to have the taper re-ground. Fortunately, this is a simple, easy job for a specialist grinder, and won't cost much to have done.
cheers
Carla
Packard V8
Well-known member
The B-C DP I had used a splined spindle and the chuck was retained by a threaded collar. There appear to be threads visible, but that would indicate it is missing the collar nut. Put that on your WTB list.
Most chucks can be salvaged with a good soak in diesel for a week or so.
jack vines
Most chucks can be salvaged with a good soak in diesel for a week or so.
jack vines
")
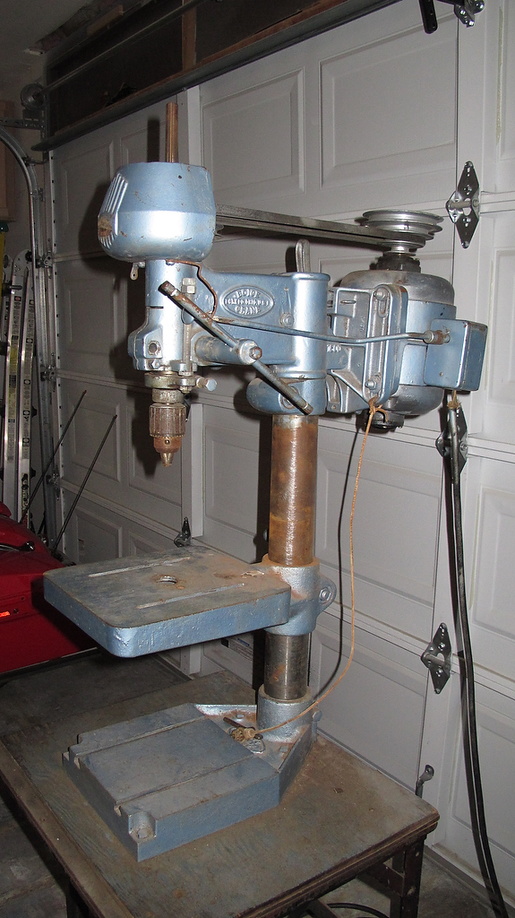
in doing research on mine DP... It looks like you have a Model 1650. I found a manual online --> HERE <-- that includes an exploded view of the unit.
Here's the base & column sitting in a wheel barrow (plastic) as the electrolysis starts working then the second photo is 12 hours later. I had planned on removing the column from the base after this first derusting but based on the info JasonJ sent the two pieces are welded together so I'll go to plan "B".
I'll build a large vat out of scrap 2x6 and sheet polyethelene and submerge the whole drill press and remove all of the rust at one time.


I'll build a large vat out of scrap 2x6 and sheet polyethelene and submerge the whole drill press and remove all of the rust at one time.
Last edited:
I pulled the press out of the wheel barrow and here's what the base and column looked like.

Pressure washed the scum off.

Then used a scotch brite pad on the column followed by wiping with a paper towel and that's the look I'm after for the whole thing.

The under side of the base is looking good too.

I hope to have the wooden vat built tonight and have the press soaking again for a day or so.
Pressure washed the scum off.
Then used a scotch brite pad on the column followed by wiping with a paper towel and that's the look I'm after for the whole thing.
The under side of the base is looking good too.
I hope to have the wooden vat built tonight and have the press soaking again for a day or so.
Some improvements have been made since my last post. More work to do though. I don't know if I can get the column looking much better so I may leave it freckled. I'm inclined to wax the column but would like to know what you guys do to protect bare steel like this.


amguttin
Well-known member
I sand the column down with 220 then apply a thick coat of paste wax, let it sit and wipe off excess. This works on all my woodworking gear.
zuk123
Well-known member
^^pretty much the same for me...simple cheap real carnuba wax. I'm always on the lookout at garage and estate sales.
zuk
Looking nice BTW!!
zuk
Looking nice BTW!!
Albiemanmike
Well-known member
Johnson's paste wax available at your local borg will keep that column looking good I use it on my Shopsmith way tubes and they still look perfect.