Yesterday we worked on the modifications from dawn to well after dark. I began with placing the machine on the floor. The heave pallet made it difficult to take accurate measurements with the machine 8" higher and I'm not tall. I had to make a custom mount/arm for the DRO as the kit's display head was not square and was driving me nuts. The rest of the DRO is super nice quality but the brackets, well they sucked. My Friend Mark arrived after 9 am and brought along the entire new control system and front upgraded switches. I had provided him with an aluminum sheet cut to fit the electrical panel last week. This allowed him to fully assemble the components and bench test prior to install. He had the upgraded panel in place in no time and ran upgraded shielded cabling. The front switch panel got fancy new switches and cabling as well. His work is impeccable and super detailed. His color coded schematics are equally impressive and the easiest to follow.
Befor:
After: The reason it looks lacking of components is because this is a 12/24 vdc system and the rest of the goodies are mounted on a wall enclosure where the lathe will be set. The wall enclosure houses the VFD, brake resistor, power supply, fuses, power disconnect and cooling fans.
The upgraded front switches. The far right Joy stick will jog fwd/rvs programed to 20htz on VFD allowing to power tap and general jogging. E-stop will utilize motor braking (1.2 or so) seconds via VFD. The green push button is dual role. when lit is indicates power (pilot light) and when pushed it bi-passes the carriage micro stop proximity sensor. The blue (lit) switch is two stage flood control, off, constant flooding and flooding when spindle/motor is running.
The last far left micro toggle is two stage motor braking. up (position 1) will provide motor braking like the E-stop just over a second. Position 2 (awn) will brake in 3-5 seconds and controlled by programming the VFD. The foot brake also triggers the same braking as E-stop but will mostly be used for large manual tapping.
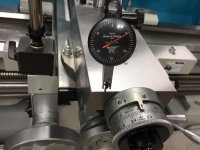
Mark modified the micro carriage stop to fit a proximity sensor and a back up two stage micro switch in case of proximity failure. The proximity kicks in at 3mm air gap and the dial turns silky smooth. I will make some thumb screw to eliminate the need for an Allen. I also need to make a trigger plate that will be installed on the leading carriage. I really like how he profiled the stop to follow the V-ways angle. The trigger stop profile will match his work.
This feature allows for blind boring, boring to a shoulder, blind threading or any other application requiring repeatability without crashing or over cutting. I have the same on the 1440 and luv it.
Mark also built a custom Tack/sfpm and modified the voltage required to operate with the new control system. Every component was soldered by him and he also milled the box to fit a lexan window flush to the outside. The box also had the speed control pot.
Close up of front. Notice the cover is to the rear for a clean face.
We also installed an hour meter to assist in maintenance service intervals.It will only record motor run time and idle when machine is powered up. I run hour meters on the compressor and plate roller never over/under servicing the machines. I still need one on the iron worker
More to come as I'm at the photos limit.
Paco