
jimgood
Well-known member
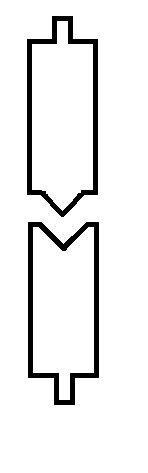
I'm new to press brakes but I have a rudimentary understanding of how they work. I ordered a set of press brake dies but I will need a holder. I'll be using these in my HF 20-ton press to bend 1/8" sheet so pretty light duty. The profile of my dies looks like the crude diagram below. The tab along the spine of the die is exactly .5" wide by about .63 tall. The dies are 5" long.
I have looked around online but I'm not well versed in the terminology and I'm not sure what to search for. I'd like to keep the cost under or around $100. Can anyone help me find what I'm looking for? I'd like to at least get an idea of cost to see if my fallback plan is more or less reasonable.
My fallback plan:
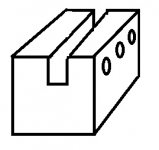
Was to get a piece of 2 x 2 steel 10" long and having about a .515" by .75" deep channel cut down the middle the full length. I'll cut it in two pieces about 5" long, one for the bottom and one for the top.
On the top one, I'll drill and tap holes for set screws through one side of the channel. The idea is that the tab on the die would fit into the channel and be held in place by tightening the set screws. I would weld a collar on the top of the holder to fit around the tube under the top of the press, also with a set screw.
I think my steel supplier is doing machine work now so I'll see what they'd charge for cutting the channel. I might also check with a local machine shop.
Edit: I just realized that I made a slight error in my diagram below. The top die (punch) will not have shoulders where it meets the bottom die. The "vee" will go all the way to the edges.
I have looked around online but I'm not well versed in the terminology and I'm not sure what to search for. I'd like to keep the cost under or around $100. Can anyone help me find what I'm looking for? I'd like to at least get an idea of cost to see if my fallback plan is more or less reasonable.
My fallback plan:
Was to get a piece of 2 x 2 steel 10" long and having about a .515" by .75" deep channel cut down the middle the full length. I'll cut it in two pieces about 5" long, one for the bottom and one for the top.
On the top one, I'll drill and tap holes for set screws through one side of the channel. The idea is that the tab on the die would fit into the channel and be held in place by tightening the set screws. I would weld a collar on the top of the holder to fit around the tube under the top of the press, also with a set screw.
I think my steel supplier is doing machine work now so I'll see what they'd charge for cutting the channel. I might also check with a local machine shop.
Edit: I just realized that I made a slight error in my diagram below. The top die (punch) will not have shoulders where it meets the bottom die. The "vee" will go all the way to the edges.
Attachments
Last edited:


")
 :
:




