
I have a small machine shop in my basement and have always been intrigued by surface grinders. This one popped up for sale on a machinist FB page, so I struck a deal with the seller and braved the blizzard like conditions here in NE Wisconsin this morning to pick it up.
I honestly doing know jack about surface grinder or much about this particular model in general, but it's compact, benchtop size is nice for my small shop.

Quite a few cars in the ditch on the way down to Milwaukee. Surprisingly I didn't have too much trouble even with my 2wd truck. It was slow going, but I made it without incident, only to get stuck in my driveway when I got home.

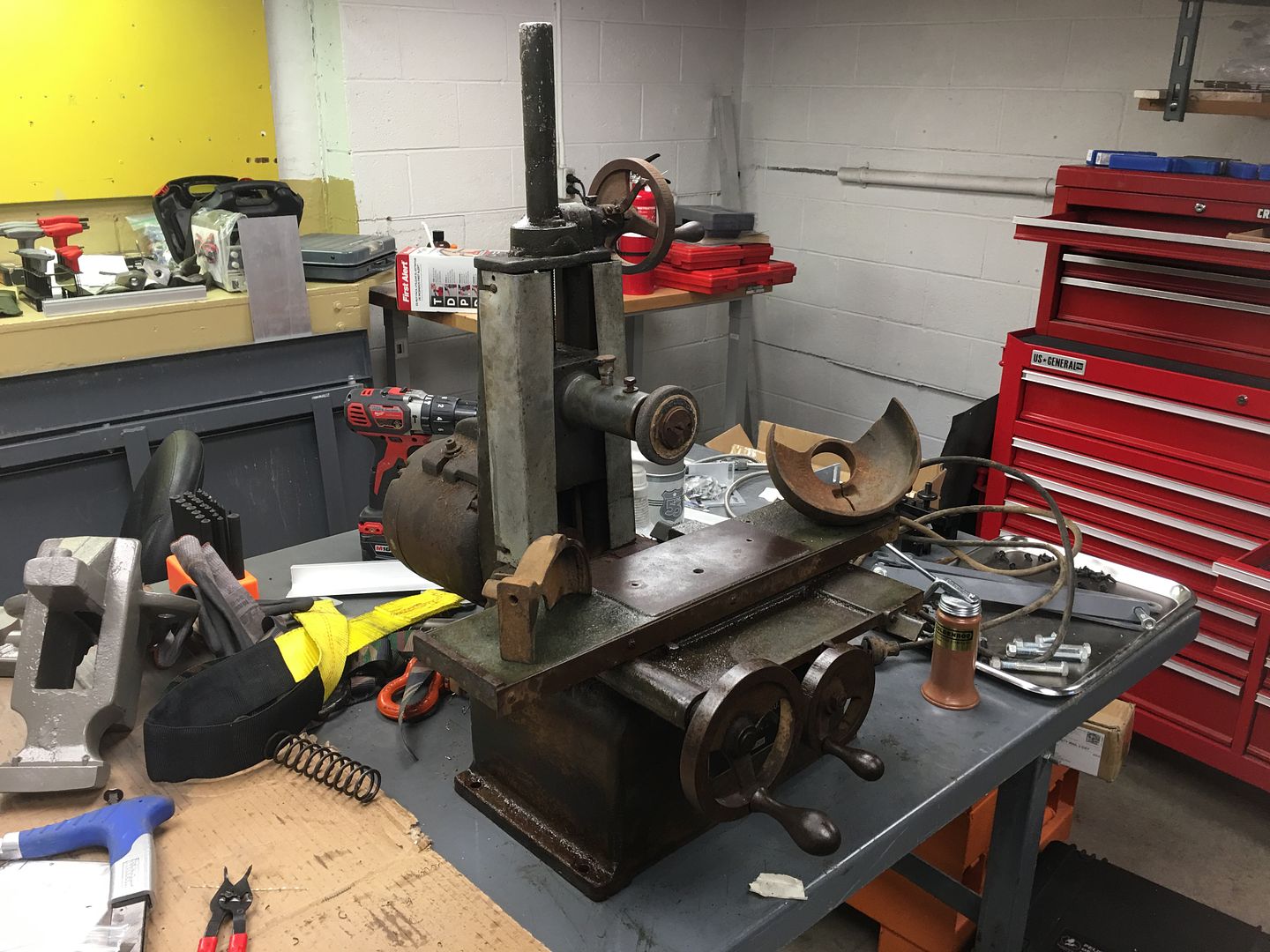
As you can see with the spray paint can for size reference, this is a pretty small machine.



I put some way oil in all the oilers and everything seems to rotate and move freely, so it should be a pretty straight forward job to get this cleaned up and back into service.

I honestly doing know jack about surface grinder or much about this particular model in general, but it's compact, benchtop size is nice for my small shop.
Quite a few cars in the ditch on the way down to Milwaukee. Surprisingly I didn't have too much trouble even with my 2wd truck. It was slow going, but I made it without incident, only to get stuck in my driveway when I got home.
As you can see with the spray paint can for size reference, this is a pretty small machine.
I put some way oil in all the oilers and everything seems to rotate and move freely, so it should be a pretty straight forward job to get this cleaned up and back into service.
