
duwem
Well-known member
Back in the day when I learned to weld it was red for steel and stainless and green for aluminum.
I have recently been reading that invertor machines changed this.
Now I'm lost.
I weld steel, stainless steel and aluminum on my Miller Dynasty 200DX.
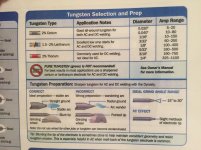
Seems like some of the new brews of tungsten are multi use, I'm fine buying the best for each material as its not that expensive to have a selection of each on hand. Of course last year I went and bought red and green in multiple sizes.
Thanks.
I have recently been reading that invertor machines changed this.
Now I'm lost.
I weld steel, stainless steel and aluminum on my Miller Dynasty 200DX.
Seems like some of the new brews of tungsten are multi use, I'm fine buying the best for each material as its not that expensive to have a selection of each on hand. Of course last year I went and bought red and green in multiple sizes.
Thanks.


 Aluminum oxidation layer is even worse when trying to TIG over
Aluminum oxidation layer is even worse when trying to TIG over 

 ) at this point.
) at this point.