
MP&C
Well-known member
I had some questions on another forum I had this posted on, and felt the discussion would add clarification.
First off, lets clarify the on and off dolly again. On-dolly:
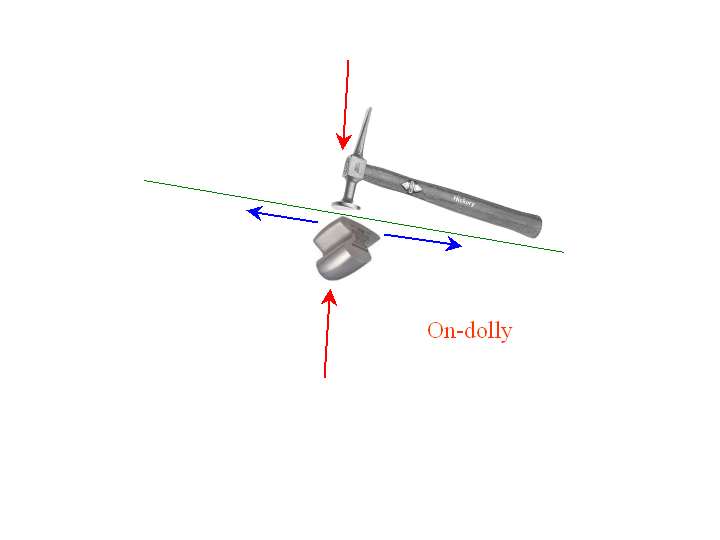
As the hammer stikes the panel with the dolly held directly beneath, the forces come together (red arrows) and the panel is compressed between the two. With nowhere else to go, the metal is forced outward (blue arrows) in the form of a stretch.
Off-Dolly:
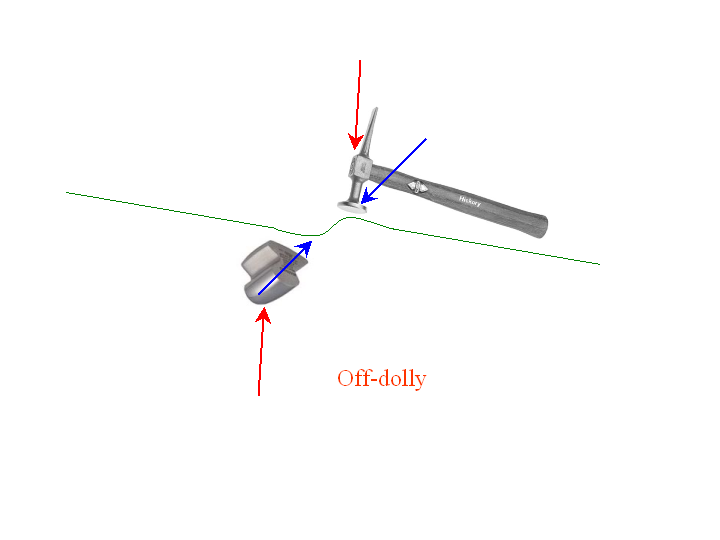
This time as the hammer strikes the apex of the dent from above, and the dolly rests against the one from below, their offsetting positions will cause the resulting forces in the direction of the blue arrows, forcing the metal back into itself, or causing a shrink.
Seldom is the case where we have a one-sided dent. Typically with an off-dolly scenario in fixing a dent, it is exactly as you describe, using off dolly and working around the perimeter of the dent to bring things back where they were.
As you surmised, spanning the two sides of the dent, we can off-dolly with more effectiveness, as the forces we are now introducing are more concentrated, or "Off-Dolly on steroids". But lets back up a second and look at the forces at work when a dent forms.
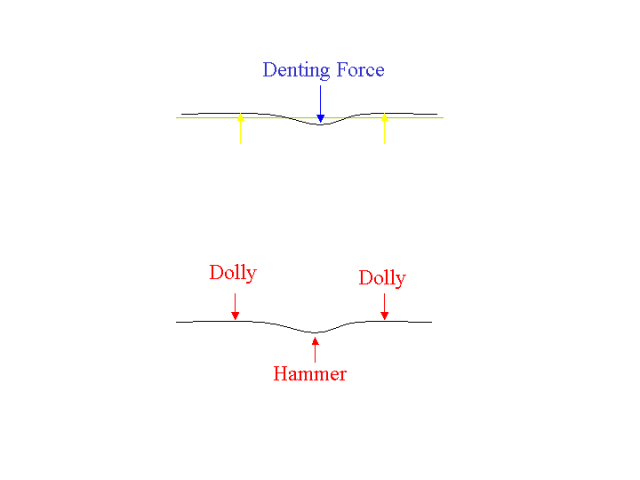
As an outside force is applied to the door of your new car (blue arrow), the direct reaction is a stretching of the metal, causing it to cave in. But we also have an indirect reaction in this stretching as the panel "springs back" slightly and you'll now notice a slight bulge or high spot around the perimeter of the dent (yellow arrows) This is why effective dent removal will include working both sides of the panel.
Moving down to the next view, we can see how an off-dolly scenario which supports both sides of the dent should prove to be more effective than the "one side at a time" method shown above in the second picture. Getting back to your suggestion of using a low crown dolly to span the dent, this would work up until the point the dolly made contact with the panel from the hammer striking the other side, as now we are stretching again. And just like the indirect forces in play when the dent was formed, there is also a small amount of springback when hammering out the dent. So to accomodate these forces, a hollow dolly would better fit the bill. Now on to the the problems associated with the hollow dolly:
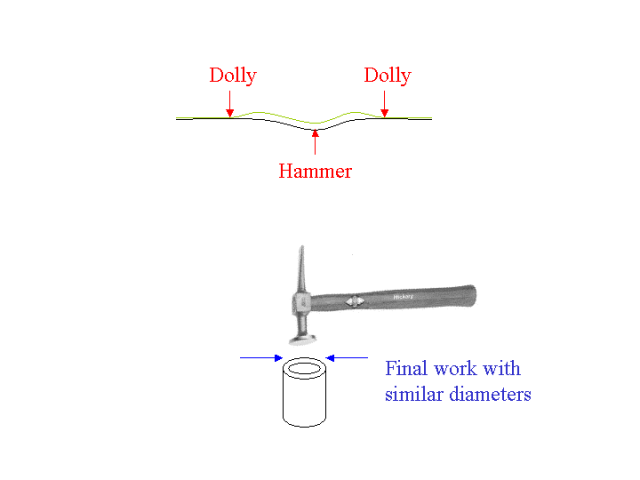
Once our process starts to move the dent, you'll get to a point the outer perimeter has reduced in size. If we don't stop here and regroup, you may end up with the scenario in the upper view, where the dent is now trying to "cave in" on our hollow dolly. This is where a variety of sizes would come in handy, to reduce dolly size as the dent removal progresses to better match the outer perimeter of the dent. When you get to the point where it is only minor movement needed, you'll want a hollow dolly sized the same diameter or only slightly larger than the head of the body hammer. Where a "flat" body hammer in most cases actually has a low crown, this works about perfect to counter the springback effect.
Looking at this another way, the dent has formed an arc (stretch) in an otherwise flat panel. We're trying to return the arc to a flat (flatter?) line. Having a dolly made of a non-metallic material also helps to grab or capture the surface of the panel moreso than a metal dolly would.
72novaproject said:Help me understand this Robert.
Would the conventional method to remove that dent be to use something like a heel dolly and move it around the circumference of the dent while tapping the high spot in an off-dolly operation? I assume you would then need to heat shrink the remaining high crown.
Is the difference here that your method spans across two sides and still allows for an off-dolly operation? Why couldn’t you span the dent with a large low crown dolly or would that end up being an on-dolly operation?
About the time I think I understand this I get thrown a curve ball.
Steve
First off, lets clarify the on and off dolly again. On-dolly:
As the hammer stikes the panel with the dolly held directly beneath, the forces come together (red arrows) and the panel is compressed between the two. With nowhere else to go, the metal is forced outward (blue arrows) in the form of a stretch.
Off-Dolly:
This time as the hammer strikes the apex of the dent from above, and the dolly rests against the one from below, their offsetting positions will cause the resulting forces in the direction of the blue arrows, forcing the metal back into itself, or causing a shrink.
Seldom is the case where we have a one-sided dent. Typically with an off-dolly scenario in fixing a dent, it is exactly as you describe, using off dolly and working around the perimeter of the dent to bring things back where they were.
As you surmised, spanning the two sides of the dent, we can off-dolly with more effectiveness, as the forces we are now introducing are more concentrated, or "Off-Dolly on steroids". But lets back up a second and look at the forces at work when a dent forms.
As an outside force is applied to the door of your new car (blue arrow), the direct reaction is a stretching of the metal, causing it to cave in. But we also have an indirect reaction in this stretching as the panel "springs back" slightly and you'll now notice a slight bulge or high spot around the perimeter of the dent (yellow arrows) This is why effective dent removal will include working both sides of the panel.
Moving down to the next view, we can see how an off-dolly scenario which supports both sides of the dent should prove to be more effective than the "one side at a time" method shown above in the second picture. Getting back to your suggestion of using a low crown dolly to span the dent, this would work up until the point the dolly made contact with the panel from the hammer striking the other side, as now we are stretching again. And just like the indirect forces in play when the dent was formed, there is also a small amount of springback when hammering out the dent. So to accomodate these forces, a hollow dolly would better fit the bill. Now on to the the problems associated with the hollow dolly:
Once our process starts to move the dent, you'll get to a point the outer perimeter has reduced in size. If we don't stop here and regroup, you may end up with the scenario in the upper view, where the dent is now trying to "cave in" on our hollow dolly. This is where a variety of sizes would come in handy, to reduce dolly size as the dent removal progresses to better match the outer perimeter of the dent. When you get to the point where it is only minor movement needed, you'll want a hollow dolly sized the same diameter or only slightly larger than the head of the body hammer. Where a "flat" body hammer in most cases actually has a low crown, this works about perfect to counter the springback effect.
Looking at this another way, the dent has formed an arc (stretch) in an otherwise flat panel. We're trying to return the arc to a flat (flatter?) line. Having a dolly made of a non-metallic material also helps to grab or capture the surface of the panel moreso than a metal dolly would.

") )
)



































 Good job btw.
Good job btw.

















