MP&C
Well-known member
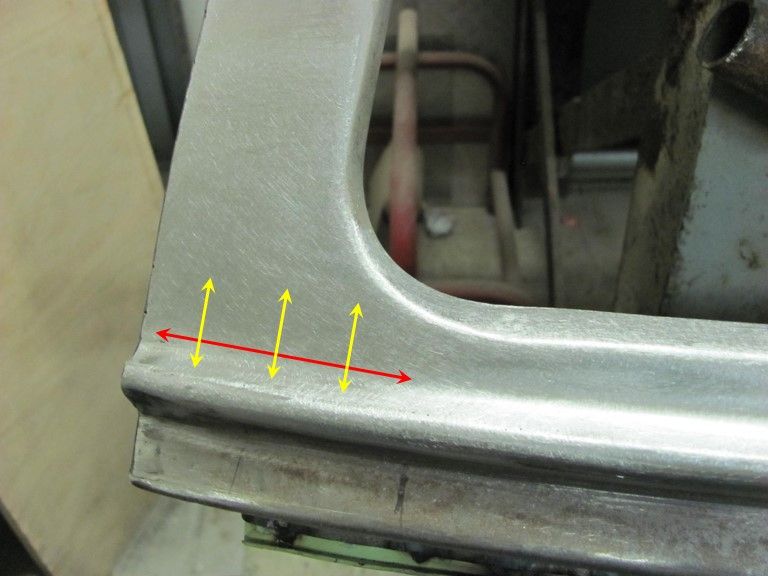
I'm going to use this picture as our starting point. The weld penetration is insuficient, by the time you grind down the weld on the opposite side, you lose the majority of the structural integrity of the joint. Whatever setting this used, I would go to the next higher heat, and the recommended wire feed for that heat. If it blows holes, turn the wire feed up just a bit.

I personally don't bevel the panel edge, but Randy Ferguson (Ferguson Coachbuilding) recommends it. See here:
http://fergusoncoachbuilding.blogspot.com/
It will remove some of the mass where you shouldn't need as much heat to perform the weld. I would still **** the panels tight together, any gap is going to increase your chances of blowing holes. Be sure to have the surfaces flush across also, the bevel may make this more challenging. Something else I'll recommend, as I've changed some of my methods as well, once your weld dots are about an inch apart, stop placing the next welds in the center of the unwelded panel (between two dots). At this point, revert to overlapping the last sets, planish, grind, repeat. But changing to an overlap instead of finding the next center of the unwelded, you will eliminate the pin holes and missed welds, where you won't need to mark the panel.
I personally don't bevel the panel edge, but Randy Ferguson (Ferguson Coachbuilding) recommends it. See here:
http://fergusoncoachbuilding.blogspot.com/
It will remove some of the mass where you shouldn't need as much heat to perform the weld. I would still **** the panels tight together, any gap is going to increase your chances of blowing holes. Be sure to have the surfaces flush across also, the bevel may make this more challenging. Something else I'll recommend, as I've changed some of my methods as well, once your weld dots are about an inch apart, stop placing the next welds in the center of the unwelded panel (between two dots). At this point, revert to overlapping the last sets, planish, grind, repeat. But changing to an overlap instead of finding the next center of the unwelded, you will eliminate the pin holes and missed welds, where you won't need to mark the panel.
Last edited:
 Any tricks on planishing large panels where reach is a problem?
Any tricks on planishing large panels where reach is a problem?

















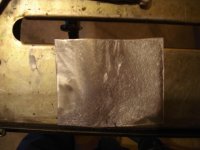
 ) didn't get the gun line seated properly in the welder. So, the gas was escaping at the front of the welder rather than from the gun tip. Once it was connected properly my tacks suddenly looked like Roberts!!!!!! Below is the result with proper gas flow. I got a little carried away with the grinding, which is why it's not perfectly smooth in appearance.
) didn't get the gun line seated properly in the welder. So, the gas was escaping at the front of the welder rather than from the gun tip. Once it was connected properly my tacks suddenly looked like Roberts!!!!!! Below is the result with proper gas flow. I got a little carried away with the grinding, which is why it's not perfectly smooth in appearance.