sharkytm
ALLIANCE MEMBER
I was one of the lucky folks who got in on the Zoro Tools Cutmaster 42 deal on Cyber Monday. My first unit was DOA (not too happy about that, but Zoro did right by me and covered shipping both ways for free, plus shipped the replacement as soon as I had shipped the defective unit back, rather than waiting for it to arrive). A+ to Zoro... but anyhow.
In any case, I finally got the chance to start using it last night. I picked up a piece of used 3/8" steel plate from the local scrap yard. I'm working on building receiver mounts for all my vises (6 functional) and grinders (2). The steel is weathered, and has a good amount of surface rust. I needed to rip the 30"x30" piece of plate into an 8" width piece for the mounts for my gear.
I used a flapdisc to remove the rust and any loose material where I was cutting, but I didn't grind off the mill scale, or really grind the rust out of the pockmarks. I measured out 8", and marked it on the plate, then affixed a piece of 1/2" plywood so that the arc would be in the center of the mark and the tip would be 1/8" above the plate, and made my cut. I was running ~32 amps, the 40Amp drag tip, and a relatively slow travel speed (probably took me 60 seconds to cut across the 30 inch piece). Air pressure was 90 psi from an attached regulator and 5 micron filter into the machine, which has its own internal regulator and filter as well.
I ended up with a lot of bottom dross, some of it came off easily with a scraper, but the rest had to be ground off. The kerf was kind of uneven (thanks to me not being smooth with my speed), and needed grinding to true it up.
I sectioned up the 8" wide piece into 5 pieces for my gear, and I tried varying my travel speed, dropping the amps to 27, and whatnot. I couldn't find the sweet spot easily, and I couldn't tell until I was done how it had turned out. There were spots where there was very little dross, and the cut was pretty flush on the edges, but it was inconsistent.
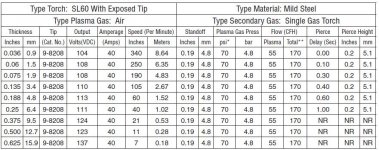
So, any tips to decrease the dross, and anything I should have done differently? I can't find a cut speed chart for the CM42, so if anyone has something for me to look at, I'd appreciate it. I know that slow speed dross is caused by a number of things (travel speed too slow, too high an amperage setting, dirty metal, etc)...
In any case, it was way way easier than O/A, and caused less noise and dust than using an abrasive saw. I could have probably used a jigsaw, but 3/8" is awful thick, and it would have taken forever. Plasma seems like a great technology, I just need to learn how to make it a little cleaner. I ordered a roller guide from eBay last night, hoping that would help me keep my angles better, and keep my speed more smooth. I'm a little confused regarding the drag/standoff tips for this machine. Drag tips that I've seen in the past have little teeth that maintain a distance off the piece, but the drag and standoff stips for the SL40 torch look identical.
If I get a chance to cut some more tonight, I'll take pictures (everything I cut yesterday has been ground down, and had the rust removed from the surface).
In any case, I finally got the chance to start using it last night. I picked up a piece of used 3/8" steel plate from the local scrap yard. I'm working on building receiver mounts for all my vises (6 functional) and grinders (2). The steel is weathered, and has a good amount of surface rust. I needed to rip the 30"x30" piece of plate into an 8" width piece for the mounts for my gear.
I used a flapdisc to remove the rust and any loose material where I was cutting, but I didn't grind off the mill scale, or really grind the rust out of the pockmarks. I measured out 8", and marked it on the plate, then affixed a piece of 1/2" plywood so that the arc would be in the center of the mark and the tip would be 1/8" above the plate, and made my cut. I was running ~32 amps, the 40Amp drag tip, and a relatively slow travel speed (probably took me 60 seconds to cut across the 30 inch piece). Air pressure was 90 psi from an attached regulator and 5 micron filter into the machine, which has its own internal regulator and filter as well.
I ended up with a lot of bottom dross, some of it came off easily with a scraper, but the rest had to be ground off. The kerf was kind of uneven (thanks to me not being smooth with my speed), and needed grinding to true it up.
I sectioned up the 8" wide piece into 5 pieces for my gear, and I tried varying my travel speed, dropping the amps to 27, and whatnot. I couldn't find the sweet spot easily, and I couldn't tell until I was done how it had turned out. There were spots where there was very little dross, and the cut was pretty flush on the edges, but it was inconsistent.
So, any tips to decrease the dross, and anything I should have done differently? I can't find a cut speed chart for the CM42, so if anyone has something for me to look at, I'd appreciate it. I know that slow speed dross is caused by a number of things (travel speed too slow, too high an amperage setting, dirty metal, etc)...
In any case, it was way way easier than O/A, and caused less noise and dust than using an abrasive saw. I could have probably used a jigsaw, but 3/8" is awful thick, and it would have taken forever. Plasma seems like a great technology, I just need to learn how to make it a little cleaner. I ordered a roller guide from eBay last night, hoping that would help me keep my angles better, and keep my speed more smooth. I'm a little confused regarding the drag/standoff tips for this machine. Drag tips that I've seen in the past have little teeth that maintain a distance off the piece, but the drag and standoff stips for the SL40 torch look identical.
If I get a chance to cut some more tonight, I'll take pictures (everything I cut yesterday has been ground down, and had the rust removed from the surface).
Last edited: