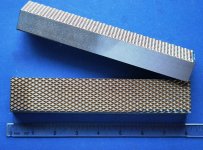
1st one almost done from the Golden Pile, 39 more to go, that 5" Red Seal is a nice medium sized vise. These jaws were practice. Still learning how to be a jaw Maker. I put a coarse serration on these 6 and 8" jaws for the Wilton's and I like it. Do you have a opinion Oldie, The old serrations were built with a 3/32 pitch x .04 deep, the new set has a 1/8 pitch and are cut .055 deep.
Well, I'll offer you a thought, if I may.......have you any idea as to how much time various machinists and toolmakers have, over the years, put into carefully setting vise jaws up in the surface grinder to remove the factory serrations, and so have accurately flat, high finish jaws, which wouldn't leave 'idiot marks' in workpieces?
Going back into history, blacksmiths wanted jaw serrations on the old-style 'leg-vises, as they had to hold the iron firmly whilst hot-forming it in the vise, and vise jaw marks were of little or no concern in hand-forged parts.
Apparently, the jaw serrations became a 'custom' and were desirable for certain types of rough work, such as that done in welding and fabrication shops......but the folks who did a nicer quality of work had to either precision grind their vise jaws, or make copper jaw covers. The copper covers generally work alright, to be sure, but are an inconvenience for some work.
True enough, the listings for such vises as the Reed and Athol, 'back in the day' would specify 'smooth jaws optional'...and for whatever reason, the generality of supply houses more commonly stocked the serrated-jaw variety.
Anyway.......If I may make a suggestion, it would be to offer high-quality replacement jaws with a precision-ground finish, for those who do a higher quality of work.
Anther question comes to mind. Would it be a worthwhile project to take measurements of the main screw nut on several makes of common American machinists' vises, to see whether it could be feasible to have 'nut blanks' cast in one of the high-strength bronzes, say, an aluminium-bronze?
One of my 'get around to it someday' projects is a 6" Parker, of wartime (40's) vintage, which had the main screw nut cast of a rather amazingly soft cast iron (war substitute material?). That nut has worn enough to merit replacement, even tho the vise is otherwise in excellent condition. I've been thinking of having a nut blank cast, and threading it to suit the screw,
If the main screw nuts are close enough in size/configuration between the common makes, it just might be a feasible project to make 'nut blanks' of a good bronze as a product item, dimensioned to allow enough metal to allow that part for several makes to be done with the same casting, with relatively little machining to fit the individual vise.
I'd think that the ones for the common 4", 4'1/2", and 6" jaw sizes would be the ones most likely to be desirable.
(you see where I'm going with this.......if someone were to be in the business of supplying reproduction parts for older vises, I'd rather be able to just purchase a 'nut blank' of a high-quality bronze 'off the shelf' than have to do up a pattern, go to the foundry, etc, for just one part.......and I don't want to be in such a business, myself.....I get to be 'retired' these days, and have too many 'get around to it' projects as is.)
Added on edit........the nut has to be either cast iron or bronze, as making a replacement nut of steel of the same approx hardness as the screw would result in galling under load......the Reed Co. did, indeed, make the main nuts of steel, beginning in the late '40's/early '50's sometime, but they case-hardened those steel nuts, for enough differential in hardness to avoid galling.....so the screw would wear, instead of the nut.
That really didn't matter too very much, when a replacement screw and nut were inexpensive 'off-the-shelf' items as one's local supply house, but, now......well.....
cheers
Carla