
I tend to look for any excuse to get tools... I am working on fitting a new set of wheels to my Sportster... everything is going well but I have reached a point where I need to modify the caliper mount to maintain alignment with the rotor...
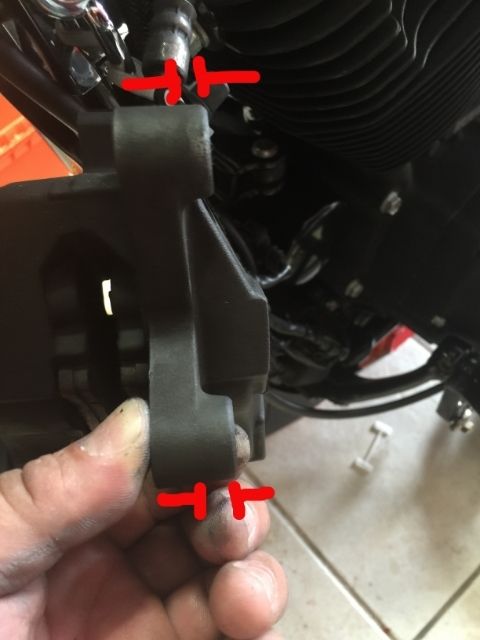
I have to remove 1/4" from here...


I have one of these: 1/3 hp craftman bench drill press

I can order one of these: Shop Fox D2730 3-Inch Cross Sliding Vise

But not sure what milling bit to use????


Or should I stay the course and find a local machine shop to do the work???
This is the bike...mounting wheels from a Fat Bob Dyna on the Sportster 48...

I have to remove 1/4" from here...
I have one of these: 1/3 hp craftman bench drill press
I can order one of these: Shop Fox D2730 3-Inch Cross Sliding Vise
But not sure what milling bit to use????
Or should I stay the course and find a local machine shop to do the work???
This is the bike...mounting wheels from a Fat Bob Dyna on the Sportster 48...




 Thank you! The search is on! I will need something compact... those two are too big for my garage
Thank you! The search is on! I will need something compact... those two are too big for my garage 


