There are blastgate controllers that detect when their machine is running.The problem is people who think, oh I'm just running one board through the planer. Then stuff gets plugged and "somebody" has to clear it.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Automating dust collection
- Thread starter whateg01
- Start date
johnre
Well-known member
I just use one of these for my dust collector, along with a 240 V A/C relay, all built into a metal box. You have to wear the transmitter, and yes I'll admit it's not as convenient as an auto-on - delay off system, but you get used to using it - it's just part of my mental safety checklist.
View attachment 2437259Do note that it works at either 120 V or 240 V, and the pins that are marked L and N for 120 v can also be L1 and L2 for 240 V (the data sheet says as much), so that you don't need to have a neutral pulled.
I don't trust the AC output contacts on it; they say 30 A but I doubt they'll last long. I instead let the A/C relay take the abuse, as it's inexpensive and easily replaced.
View attachment 2437259Do note that it works at either 120 V or 240 V, and the pins that are marked L and N for 120 v can also be L1 and L2 for 240 V (the data sheet says as much), so that you don't need to have a neutral pulled.
I don't trust the AC output contacts on it; they say 30 A but I doubt they'll last long. I instead let the A/C relay take the abuse, as it's inexpensive and easily replaced.
Attachments

Last edited:
johnre
Well-known member
????In the 50 Hz world 240V does have a neutral.
OP is located in the US, and he wants to run a 240 V dust collector. But in any case 60 Hz vs. 50 Hz. is immaterial.
But to address what I think is the intent of your question / statement:
- the device pictured can run at 240 V input and output
- the A/C relay I chose has a 240 V solenoid, driven by the output of the device pictured
- and it likewise switches both H1 and H2 of the 240 V supply
Nothing in this system needs to run at 120 V, and I don't even bring a neutral out to it - the plug and receptacle on it are NEMA 6-20.
Th reason I posted that a lot of products are made for the world market.????
OP is located in the US, and he wants to run a 240 V dust collector. But in any case 60 Hz vs. 50 Hz. is immaterial.
But to address what I think is the intent of your question / statement:
- the device pictured can run at 240 V input and output
- the A/C relay I chose has a 240 V solenoid, driven by the output of the device pictured
- and it likewise switches both H1 and H2 of the 240 V supply
Nothing in this system needs to run at 120 V, and I don't even bring a neutral out to it - the plug and receptacle on it are NEMA 6-20.
kaymccampbell
Well-known member
I started down this route a few decades ago. All the gotchas rose their ugly little heads. Then I had a KISS moment. I installed low voltage switches, to control a 240v contactor, at every blast gate, near every tool. Extending the handles on the blast gates where necessary. Now I just open the blast gate, snap the switch, and I've got dust collection before powering up my machine.
I discourage eating in the woodshop at the makerspace. We once found several beer cans in the trash and rings on the tablesaw and jointer. Besides that, a switchable outlet is hardly automated.My collection system is tied in with a switchable outlet. I just send my youngest son over to flip the switch. Then again for off. Runs off of peanut butter and jelly sandwiches.
Much easier to accomplish in your own shop than in a makerspace where people use machinery unsupervised and some just don't care if somebody else has to clean up their mess.I started down this route a few decades ago. All the gotchas rose their ugly little heads. Then I had a KISS moment. I installed low voltage switches, to control a 240v contactor, at every blast gate, near every tool. Extending the handles on the blast gates where necessary. Now I just open the blast gate, snap the switch, and I've got dust collection before powering up my machine.
We used to have fobs at each machine. It may have been just the system we used, but the fobs got to be very flaky, probably due to dust getting into the switches. Because of this, many people stopped even trying to use the dust collector and we had problems with stuff getting clogged.I just use one of these for my dust collector, along with a 240 V A/C relay, all built into a metal box. You have to wear the transmitter, and yes I'll admit it's not as convenient as an auto-on - delay off system, but you get used to using it - it's just part of my mental safety checklist.
View attachment 2437259Do note that it works at either 120 V or 240 V, and the pins that are marked L and N for 120 v can also be L1 and L2 for 240 V (the data sheet says as much), so that you don't need to have a neutral pulled.
I don't trust the AC output contacts on it; they say 30 A but I doubt they'll last long. I instead let the A/C relay take the abuse, as it's inexpensive and easily replaced.

johnre
Well-known member
Admittedly my use of these is as a hobbyist, and they aren't mounted on the machine, but I've had three of these remotes for several years, used on different machines, and have yet to even need to change a battery in one of the fobs. And if one does break, I always have the spare to fall back on, as they come with two fobs.We used to have fobs at each machine. It may have been just the system we used, but the fobs got to be very flaky, probably due to dust getting into the switches. Because of this, many people stopped even trying to use the dust collector and we had problems with stuff getting clogged.
Last edited:
kaymccampbell
Well-known member
We don't even have that, just manual gates and a central switch, at the NWA, Northeastern Woodworkers Association, where I'm the president. We have had very few incidents of failure to clean. When we do, there's always other members and cameras to nail down which ahole didn't do their due diligence. And bylaws and concerned members and finally public shaming to make sure they don't repeat.Much easier to accomplish in your own shop than in a makerspace where people use machinery unsupervised and some just don't care if somebody else has to clean up their mess.
Before you say that's it's easy to enforce in a small group in a small shop, we have at least 650 active members and two sites.
Fair enough. We have cameras but it's sometimes difficult to get "IT" to review them for stuff. Then there's the matter of correcting members because nobody wants to scare anybody away. While the wood shop is only a small part of the maker space, it's a big draw, along with the 3d printers, so nobody wants to rock the boat.We don't even have that, just manual gates and a central switch, at the NWA, Northeastern Woodworkers Association, where I'm the president. We have had very few incidents of failure to clean. When we do, there's always other members and cameras to nail down which ahole didn't do their due diligence. And bylaws and concerned members and finally public shaming to make sure they don't repeat.
Before you say that's it's easy to enforce in a small group in a small shop, we have at least 650 active members and two sites.
Do you require training before members get turned lose on the machines? impress the importance, and note the inconvenience if a machine is broken because of failure to use the DC properly. Do that in every class (I know may makerspaces require a training for every machine, or at least the ones more likely to eat you.), not just basic one.Fair enough. We have cameras but it's sometimes difficult to get "IT" to review them for stuff. Then there's the matter of correcting members because nobody wants to scare anybody away. While the wood shop is only a small part of the maker space, it's a big draw, along with the 3d printers, so nobody wants to rock the boat.
Some signs might help. (with instructions, maybe?)
kaymccampbell
Well-known member
Scaring off the occasional ahole is no great shakes. Even the healthiest vine needs pruning.Fair enough. We have cameras but it's sometimes difficult to get "IT" to review them for stuff. Then there's the matter of correcting members because nobody wants to scare anybody away. While the wood shop is only a small part of the maker space, it's a big draw, along with the 3d printers, so nobody wants to rock the boat.
slodat
ALLIANCE MEMBER
I have had automated dust collection in my shop for about 8 years. It has been completely reliable. I used a small PLC for the logic. Current switches sense tool start. That is an input to the PLC. The plc then turns on an output for the associated blast gate. Made my own pneumatic operators for the gates. She tool is turned off gate stays open for 10 seconds. The dust collector is turned off by wireless remote. This prevents unnecessary on/off cycles on the dc. If more than one tool is in use, associated gates are open. The CNC router is the only machine that can turn off the dc. I’m still smiling every time I start a machine and the dc comes to life and the blast gate opens. There’s a power switch on the PLC cabinet that enables (powers up) the system.
Happy to share more if there’s interest. I know it’s in my shop thread as well.
Happy to share more if there’s interest. I know it’s in my shop thread as well.
I'm still leaning toward using just relays for it so that future users can troubleshoot more easily, but I'm interested in knowing more about the PLC. I know what they are and I've "used" them at work, but never dove into the programming of them.I have had automated dust collection in my shop for about 8 years. It has been completely reliable. I used a small PLC for the logic. Current switches sense tool start. That is an input to the PLC. The plc then turns on an output for the associated blast gate. Made my own pneumatic operators for the gates. She tool is turned off gate stays open for 10 seconds. The dust collector is turned off by wireless remote. This prevents unnecessary on/off cycles on the dc. If more than one tool is in use, associated gates are open. The CNC router is the only machine that can turn off the dc. I’m still smiling every time I start a machine and the dc comes to life and the blast gate opens. There’s a power switch on the PLC cabinet that enables (powers up) the system.
Happy to share more if there’s interest. I know it’s in my shop thread as well.
matt_i
Well-known member
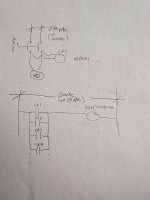
A very simple reliable and cheap setup is to put a standard residential toggle switch box near the run/stop for each machine. It does rely on people to perform the start and stop, but if you placed the switches conveniently it would be a simple act.
Then your run-stop circuit is going to consist of 3way > 4 way >>>>....>>> 4 way > 3 way where it starts and ends with a 3 way but then essentially unlimited number of 4 ways making up the center of the chain.
All this is going to control your 2 pole contactor for the dust collector (120vac coil, sized for the appropriate HP of the dust collector)
It can be started or stopped from anywhere. The toggle switches are switching milliamps for the relay-coil and will last a very long time.
Main work is in electrical construction of the daisy chain, ideally EMT or an armored cable would be best. And a NEMA1 box for the contactor near the dust collector.
Then your run-stop circuit is going to consist of 3way > 4 way >>>>....>>> 4 way > 3 way where it starts and ends with a 3 way but then essentially unlimited number of 4 ways making up the center of the chain.
All this is going to control your 2 pole contactor for the dust collector (120vac coil, sized for the appropriate HP of the dust collector)
It can be started or stopped from anywhere. The toggle switches are switching milliamps for the relay-coil and will last a very long time.
Main work is in electrical construction of the daisy chain, ideally EMT or an armored cable would be best. And a NEMA1 box for the contactor near the dust collector.
Attachments

manwithtools
ALLIANCE MEMBER
If that contactor box is very near the dust collector, I'd recommend a NEMA 12 box. Much more resistant to dust infiltration which could shorten the contactor life or even cause a small fire in the box.And a NEMA1 box for the contactor near the dust collector.
yeah, no. that's not automation. and you underestimate the laziness of people.A very simple reliable and cheap setup is to put a standard residential toggle switch box near the run/stop for each machine. It does rely on people to perform the start and stop, but if you placed the switches conveniently it would be a simple act.
Then your run-stop circuit is going to consist of 3way > 4 way >>>>....>>> 4 way > 3 way where it starts and ends with a 3 way but then essentially unlimited number of 4 ways making up the center of the chain.
All this is going to control your 2 pole contactor for the dust collector (120vac coil, sized for the appropriate HP of the dust collector)
It can be started or stopped from anywhere. The toggle switches are switching milliamps for the relay-coil and will last a very long time.
Main work is in electrical construction of the daisy chain, ideally EMT or an armored cable would be best. And a NEMA1 box for the contactor near the dust collector.
matt_i
Well-known member
Good point. There are some other tools available to automate.
I would find an "ice cube" control relay which has a 240vac-rated coil (several of them) and you might need some with a 120vac coil as well.
For each machine, the relay coil is going to wire in parallel with your T1, T2 of the main machine motor...have to break into wiring at drum switch/on-off switch junction boxes. The ice cube relay plus octal base will fit in a standard 4" metal square box with a cover plate)
Then you can run a simple 2 conductor wire + ground from each machine to a junction box near the dust collector. These wires will be hooked to the NO = normally open contact of the relay (its typically a COM >> NO) wiring.
All of the NO contacts will be wired in parallel (likely need some WAGOs) to sum all of the parallel contacts. These turn on-off the dust collector.
Then the operation of any combination of multiple machines is easily controlled by the relay logic. Its extremely reliable and should last 50+ years with no maintenance.
You can go with a PLC as a learning project but its not going to get you much different than above because its only going to have one rung in its ladder. It would also save you 1 wago (maybe $2?) in exchange for a ~$200 (?) device. (would wire each control relay to a hardwired input module instead summing with another wago). This is why I recommend the hardwired setup for simplicity and reliability. The PLC could give you a timer-off-delay easily if that's a requirement, but again with the cost and learning to use the software, might have to maintain backup copies and backup batteries in case of power outage, forevermore...with the hardwired setup there is zero long-term maintenance other than to maintain a circuit diagram somewhere it would be unearthed if troubleshooting needs to start)
Linked sample 240vac coil relay approx $12 each.
I would find an "ice cube" control relay which has a 240vac-rated coil (several of them) and you might need some with a 120vac coil as well.
For each machine, the relay coil is going to wire in parallel with your T1, T2 of the main machine motor...have to break into wiring at drum switch/on-off switch junction boxes. The ice cube relay plus octal base will fit in a standard 4" metal square box with a cover plate)
Then you can run a simple 2 conductor wire + ground from each machine to a junction box near the dust collector. These wires will be hooked to the NO = normally open contact of the relay (its typically a COM >> NO) wiring.
All of the NO contacts will be wired in parallel (likely need some WAGOs) to sum all of the parallel contacts. These turn on-off the dust collector.
Then the operation of any combination of multiple machines is easily controlled by the relay logic. Its extremely reliable and should last 50+ years with no maintenance.
You can go with a PLC as a learning project but its not going to get you much different than above because its only going to have one rung in its ladder. It would also save you 1 wago (maybe $2?) in exchange for a ~$200 (?) device. (would wire each control relay to a hardwired input module instead summing with another wago). This is why I recommend the hardwired setup for simplicity and reliability. The PLC could give you a timer-off-delay easily if that's a requirement, but again with the cost and learning to use the software, might have to maintain backup copies and backup batteries in case of power outage, forevermore...with the hardwired setup there is zero long-term maintenance other than to maintain a circuit diagram somewhere it would be unearthed if troubleshooting needs to start)
Linked sample 240vac coil relay approx $12 each.
Attachments
Last edited:
Avoiding running line voltage wires for controls is desirable....
For each machine, the relay coil is going to wire in parallel with your T1, T2 of the main machine motor...have to break into wiring at drum switch/on-off switch junction boxes. The ice cube relay plus octal base will fit in a standard 4" metal square box with a cover plate)
Then you can run a simple 2 conductor wire + ground from each machine to a junction box near the dust collector. These wires will be hooked to the NO = normally open contact of the relay (its typically a COM >> NO) wiring.
All of the NO contacts will be wired in parallel (likely need some WAGOs) to sum all of the parallel contacts. These turn on-off the dust collector.
Then the operation of any combination of multiple machines is easily controlled by the relay logic. Its extremely reliable and should last 50+ years with no maintenance.
You can go with a PLC as a learning project but its not going to get you much different than above because its only going to have one rung in its ladder. It would also save you 1 wago (maybe $2?) in exchange for a ~$200 (?) device. (would wire each control relay to a hardwired input module instead summing with another wago). This is why I recommend the hardwired setup for simplicity and reliability. The PLC could give you a timer-off-delay easily if that's a requirement, but again with the cost and learning to use the software, might have to maintain backup copies and backup batteries in case of power outage, forevermore...with the hardwired setup there is zero long-term maintenance other than to maintain a circuit diagram somewhere it would be unearthed if troubleshooting needs to start)
Linked sample 240vac coil relay approx $12 each.
I you wanted to remain plc free, you could add an off-delay timer to ensure clearing the hose and trunk.Good point. There are some other tools available to automate.
I would find an "ice cube" control relay which has a 240vac-rated coil (several of them) and you might need some with a 120vac coil as well.
For each machine, the relay coil is going to wire in parallel with your T1, T2 of the main machine motor...have to break into wiring at drum switch/on-off switch junction boxes. The ice cube relay plus octal base will fit in a standard 4" metal square box with a cover plate)
Then you can run a simple 2 conductor wire + ground from each machine to a junction box near the dust collector. These wires will be hooked to the NO = normally open contact of the relay (its typically a COM >> NO) wiring.
All of the NO contacts will be wired in parallel (likely need some WAGOs) to sum all of the parallel contacts. These turn on-off the dust collector.
Then the operation of any combination of multiple machines is easily controlled by the relay logic. Its extremely reliable and should last 50+ years with no maintenance.
You can go with a PLC as a learning project but its not going to get you much different than above because its only going to have one rung in its ladder. It would also save you 1 wago (maybe $2?) in exchange for a ~$200 (?) device. (would wire each control relay to a hardwired input module instead summing with another wago). This is why I recommend the hardwired setup for simplicity and reliability. The PLC could give you a timer-off-delay easily if that's a requirement, but again with the cost and learning to use the software, might have to maintain backup copies and backup batteries in case of power outage, forevermore...with the hardwired setup there is zero long-term maintenance other than to maintain a circuit diagram somewhere it would be unearthed if troubleshooting needs to start)
Linked sample 240vac coil relay approx $12 each.
What about the blast gates?
American Locomotive
Well-known member
How loud is the DC? Is it quiet enough to just stay on? If so, there are a number of things you could do.
1) You could tie a relay into the light switch circuit. If the lights are on in the space, the DC is on. You could optionally have an automatic blast gate on eachachine.
2) You could do something similar to above, but with a couple of motion sensors tied to a relay or contactor. They have programmable off delays. That way if there is movement in the shop, the DC is on. If people walk out and leave the lights on, the DC will shut off after a few minutes.
3) If all the machines are on their own sub-panel, you could install a large contactor between the main feed and the sub panel. Put a key switch on the wall connnected to the contactor and DC. If the key is off, the DC is off and no machines work. If the key is on, DC is on and machines work. Key must be signed out/returned. This one is probably rhe most expensive by far though, but would force compliance.
1) You could tie a relay into the light switch circuit. If the lights are on in the space, the DC is on. You could optionally have an automatic blast gate on eachachine.
2) You could do something similar to above, but with a couple of motion sensors tied to a relay or contactor. They have programmable off delays. That way if there is movement in the shop, the DC is on. If people walk out and leave the lights on, the DC will shut off after a few minutes.
3) If all the machines are on their own sub-panel, you could install a large contactor between the main feed and the sub panel. Put a key switch on the wall connnected to the contactor and DC. If the key is off, the DC is off and no machines work. If the key is on, DC is on and machines work. Key must be signed out/returned. This one is probably rhe most expensive by far though, but would force compliance.
matt_i
Well-known member
So here is where you are going to have to perform some work.Avoiding running line voltage wires for controls is desirable.
I suggest simplicity again, buying up the Treemote Christmas tree remote control.
The remote has two buttons ON and OFF. You are going to have to break into the remote control and investigate the circuitry for the ON and OFF buttons. I would suggest un-soldering the micro push buttons from the circuit board. Instead the relay at each machine is going to replace this function.

The circuit board is probably something like this....note I'm not going to open mine up...but I suspect its similar to this.

The critical thing is going to be with a voltmeter on continuity, to figure out how the contacts work, if they are NO or NC and which board traces are connected to which other traces as the button is pushed. The relay "dry contacts" are going to take the place of the buttons.
From the backside its something like this.

And so you will build one setup for each machine.
The other end of the remote controller is just a pass-thru for 120vac. I would suggest plugging those into a power strip, again wire in parallel with WAGO connectors and finally to the coil of your dust collector contactor.
Upsides: no AC wiring to each machine. These are cheap and readily available. Even if one fails just solder in another.
Downsides: you have to modify and build the relay-controller-board on-off control for each machine, have to constantly change batteries. There are more "industrial" remote controls but these are going to be considerably more coin.
The PLC idea is excellent if one wanted to actively control blast gates, as Mr. Slodat has already invented for his shop. But now one has a more complex system to design and control...pneumatic actuators...which in a shared-use shop (already noted people are untrustworthy) have to be placed out of reach or guarded so people can't get pinched or smashed by the motion controller, wire spring-return spool valves and the air-logic to respective PLC outputs and the air cylinders, have to get into some basic LOTO (lockout tagout) for working on the system which is controlled by something you can't see and can thus hurt you faster than you can react.
dave*99
Well-known member
If you wire the relay in place of the push buttons, It will have the effect of "holding down" the push button. So the "on" machines are transmitting "ON" to the DC and the "off" machines are transmitting "OFF" to the DC until the battery fails. No?So here is where you are going to have to perform some work.
I suggest simplicity again, buying up the Treemote Christmas tree remote control.
The remote has two buttons ON and OFF. You are going to have to break into the remote control and investigate the circuitry for the ON and OFF buttons. I would suggest un-soldering the micro push buttons from the circuit board. Instead the relay at each machine is going to replace this function.
The circuit board is probably something like this....note I'm not going to open mine up...but I suspect its similar to this.
The critical thing is going to be with a voltmeter on continuity, to figure out how the contacts work, if they are NO or NC and which board traces are connected to which other traces as the button is pushed. The relay "dry contacts" are going to take the place of the buttons.
From the backside its something like this.
And so you will build one setup for each machine.
The other end of the remote controller is just a pass-thru for 120vac. I would suggest plugging those into a power strip, again wire in parallel with WAGO connectors and finally to the coil of your dust collector contactor.
Upsides: no AC wiring to each machine. These are cheap and readily available. Even if one fails just solder in another.
Downsides: you have to modify and build the relay-controller-board on-off control for each machine, have to constantly change batteries. There are more "industrial" remote controls but these are going to be considerably more coin.
The PLC idea is excellent if one wanted to actively control blast gates, as Mr. Slodat has already invented for his shop. But now one has a more complex system to design and control...pneumatic actuators...which in a shared-use shop (already noted people are untrustworthy) have to be placed out of reach or guarded so people can't get pinched or smashed by the motion controller, wire spring-return spool valves and the air-logic to respective PLC outputs and the air cylinders, have to get into some basic LOTO (lockout tagout) for working on the system which is controlled by something you can't see and can thus hurt you faster than you can react.
matt_i
Well-known member
Good point Dave, I went back and tested the remote control, it does draw current when the button is held in either state....so...not ideal.
There are two ways to correct this, one is to grab a 240vac > 12vdc power supply (very common LED supply) wired to the line side and eliminate the DC battery, also helpful for not having to maintain batteries. But it seems like there is probably a 99% chance that the circuits in the remote control are not rated for continuous use and something is going to fry itself in an hour. It would be worth testing this because choice two is really delving into complexity. This is why hardwiring is anyone's best choice.
Choice two involves timing relays to give a short interval closure of both the ON and OFF, probably need about 1 second either way. An Omron H3Y timing relay has a fairly economical ON delay (aka "interval") setup which can be used to provide the short pulse. One would be required for NO-triggered signal to "depress the ON" for the interval and a NC trigger signal to "depress the OFF" for a similar interval. Now we are talking about building a mini electrical panel for each machine vs. taking the time to route wires/electrical construction.
Like anything in life there is the (good, fast, cheap) conundrum, this solution aims more at the "not fast" choice.
There are two ways to correct this, one is to grab a 240vac > 12vdc power supply (very common LED supply) wired to the line side and eliminate the DC battery, also helpful for not having to maintain batteries. But it seems like there is probably a 99% chance that the circuits in the remote control are not rated for continuous use and something is going to fry itself in an hour. It would be worth testing this because choice two is really delving into complexity. This is why hardwiring is anyone's best choice.
Choice two involves timing relays to give a short interval closure of both the ON and OFF, probably need about 1 second either way. An Omron H3Y timing relay has a fairly economical ON delay (aka "interval") setup which can be used to provide the short pulse. One would be required for NO-triggered signal to "depress the ON" for the interval and a NC trigger signal to "depress the OFF" for a similar interval. Now we are talking about building a mini electrical panel for each machine vs. taking the time to route wires/electrical construction.
Like anything in life there is the (good, fast, cheap) conundrum, this solution aims more at the "not fast" choice.
Not seeing much that makes me think a current sensor on each line and a momentary NO pushbutton, all wired in parallel, 24v PSU, a momentary NC pushbutton, and a contactor isn't the simplest way to do this. I need to move forward with something. Last night somebody told me that a few days ago they went to use the planer and the duct was completely plugged up.
My dust collector system uses a 120V relay triggered by a 12v signal which is toggled "on" from each dust collection gate (near each machine). When I manually open the gate, a microswitch is closed which sends the 12V signal to the relay, hence my dust collector is then turned on. I used simple cat 5 cable which daisy-chains the microswitches together (in parallel).
Manual step required so no go. I have been thinking about the wiring lately though and I think cat 5 is going to be the easiest.My dust collector system uses a 120V relay triggered by a 12v signal which is toggled "on" from each dust collection gate (near each machine). When I manually open the gate, a microswitch is closed which sends the 12V signal to the relay, hence my dust collector is then turned on. I used simple cat 5 cable which daisy-chains the microswitches together (in parallel).