RickP330
Well-known member
Hello gang!
So I have decided that after I finish my current project in a year from now - I am going to start a new automotive project. In this project I’ll be trying to recreate factory assembly methods. This means I’ll be employing a lot of spot welding. It may be impossible to do this to 100% fidelity, but where reasonable I want to use this method. All I have ever done prior was MIG, TIG and Brazing. So, I spent the last 6 months or so studying spot welding and stalking used machines on Ebay.
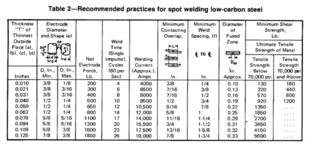
I wanted to make sure I could find a unit that was powerful enough for structural welds and wouldn’t melt down halfway through the project. So, a 220-volt 35-amp welder seemed like the biggest I could power from a home shop. The next size larger is 90 amp and I only have a 100-amp panel. Using some spot welding references, I see that a 220V x 35-amp supply will reasonably get you decent current at the weld tips suitable for up to 3/16” steel. The only other item is how to control it, and weld time seems to be the only choice, so I looked for a unit with a timer for consistent welds. (There are no current controls and you can’t change the tip voltage…).
The other part to this problem is how am I going to weld prep the seams? There are a plethora of options and very little solid information on what works best. There is traditional Zinc weld through, Copper with Zinc weld through and just pure Copper weld through. The Zinc is supposed to be a sacrificial element in the seam, but in terms of welding it is a contaminant and must be removed from the weld area before. This is simple if you are MIG plug welding, but a major PITA for spot welding.
Additionally, 3M has a structural bonding adhesive that they market to be used in conjunction with spot welding. My head was spinning. What to do? Well really the only way to really know is to actually test them all and choose. Plus, I am not even convinced that the welder would be sufficient without any prep. I was ready to enter into test mode.
I noticed that spot welders seemed to be selling around $800 used on eBay. Occasionally, I saw a few slip through that ought to be snipe-able. I finally did enough research - it was time to act if I ever was going to. I found I great candidate and was able to secure a deal with the seller for $400. On the plus side it came with a rotating support fixture you could hold it in with a tool balance, but no returns or guarantee it would actually work. Well, it was a gamble, and the tips and tongs were new which run around $275 so there should be enough value in parts if it falls through.
I bought a Miller LMSW-52T 220Volt 35-amp spot welder with timer. Well, it did need a fair amount of work to make it useable:
So, it took a little time and a lot of head scratching, but I got it sorted out and believe it is working as it should be now. Getting decent welds. I’ll Stop here and post a few pics. (Unit as bought with halo, damaged 16 conductor, spent tong brads, secondary coil copper bar, and the completely revamped welder ready to roll.)
Rick
So I have decided that after I finish my current project in a year from now - I am going to start a new automotive project. In this project I’ll be trying to recreate factory assembly methods. This means I’ll be employing a lot of spot welding. It may be impossible to do this to 100% fidelity, but where reasonable I want to use this method. All I have ever done prior was MIG, TIG and Brazing. So, I spent the last 6 months or so studying spot welding and stalking used machines on Ebay.
I wanted to make sure I could find a unit that was powerful enough for structural welds and wouldn’t melt down halfway through the project. So, a 220-volt 35-amp welder seemed like the biggest I could power from a home shop. The next size larger is 90 amp and I only have a 100-amp panel. Using some spot welding references, I see that a 220V x 35-amp supply will reasonably get you decent current at the weld tips suitable for up to 3/16” steel. The only other item is how to control it, and weld time seems to be the only choice, so I looked for a unit with a timer for consistent welds. (There are no current controls and you can’t change the tip voltage…).
The other part to this problem is how am I going to weld prep the seams? There are a plethora of options and very little solid information on what works best. There is traditional Zinc weld through, Copper with Zinc weld through and just pure Copper weld through. The Zinc is supposed to be a sacrificial element in the seam, but in terms of welding it is a contaminant and must be removed from the weld area before. This is simple if you are MIG plug welding, but a major PITA for spot welding.
Additionally, 3M has a structural bonding adhesive that they market to be used in conjunction with spot welding. My head was spinning. What to do? Well really the only way to really know is to actually test them all and choose. Plus, I am not even convinced that the welder would be sufficient without any prep. I was ready to enter into test mode.
I noticed that spot welders seemed to be selling around $800 used on eBay. Occasionally, I saw a few slip through that ought to be snipe-able. I finally did enough research - it was time to act if I ever was going to. I found I great candidate and was able to secure a deal with the seller for $400. On the plus side it came with a rotating support fixture you could hold it in with a tool balance, but no returns or guarantee it would actually work. Well, it was a gamble, and the tips and tongs were new which run around $275 so there should be enough value in parts if it falls through.
I bought a Miller LMSW-52T 220Volt 35-amp spot welder with timer. Well, it did need a fair amount of work to make it useable:
- I installed a 220V 35-amp outlet in a convenient location in the middle of the shop.
- The jaws were taken apart and put back together backwards, that was a head scratcher, I also had to buy new lock nuts for it. The clamping mechanism was totally wacked, cleaned it all up and put some lube on it.
- I took off the counterbalance support and made a handle from some Stainless and G-10 rod (Nonconductive).
- It didn’t work right and noticed the16 ga 4 conductor SJ cord to the rear cap was worn through and grounding, of course I upgraded to 14 ga and replaced both cables and cord grips.
- After that it didn’t work at all, and I was really pulling my hair out. Turns out the braided connectors were shot and – of course – installed backwards (it was installed in a Z shape, should be U shape). I also changed the DPDT switch out of desperation first.
- Now it had been totally disassembled, I noticed the secondary coil (basically a giant copper U shaped bar) was a little twisted and uncomfortably close to grounding on the case – I straightened it out.
So, it took a little time and a lot of head scratching, but I got it sorted out and believe it is working as it should be now. Getting decent welds. I’ll Stop here and post a few pics. (Unit as bought with halo, damaged 16 conductor, spent tong brads, secondary coil copper bar, and the completely revamped welder ready to roll.)
Rick