
OP
DoghouseForge
Well-known member
(this sections post start lower half of page 6)
Forging and Tuning Door pulls and Handles for the bigger cutting boards.
Ive played with this stuff in the past but never really had any practical uses for it. I suppose the reason was that I wasnt creating anything to attach them to.
My wife suggested that the bigger cutting boards be fitted with hand forged handles. I thought it was a good idea but figured it would be much cheaper, easier, and faster to buy some handles from the craft store and use them instead... Then the brain started spinning and i realized... Your setting up a both full of handforged and hand built items and calling the thing "Doghouse Forge"but your gonna fit the high dollar cutting boards with china made replicas of hand forged items??? exactly, that is totally unexceptable...
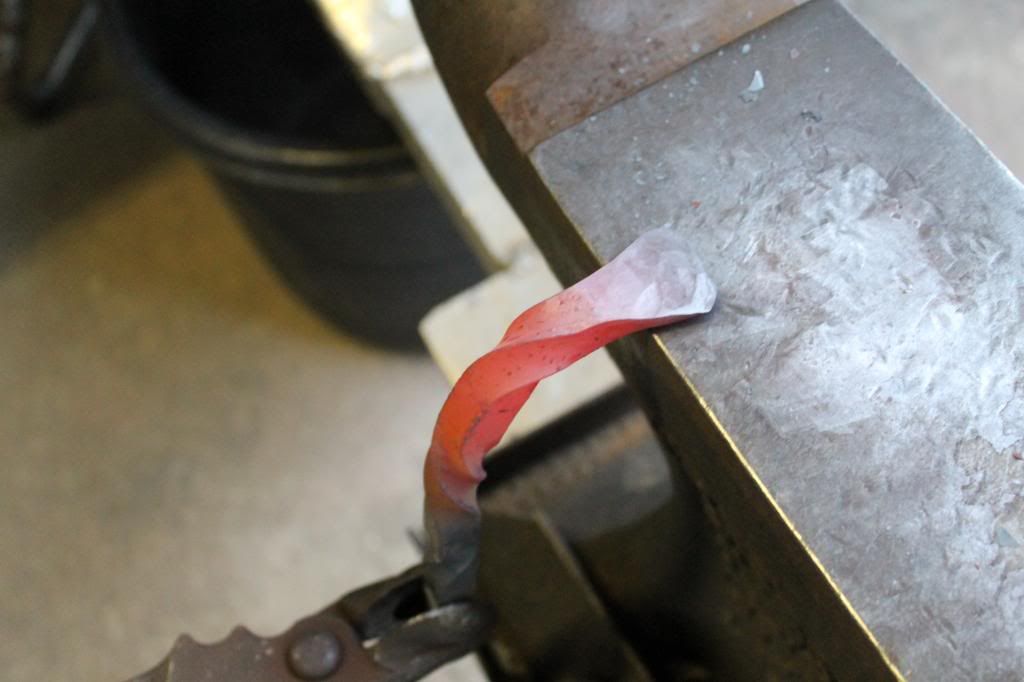
So out came the vice and some old tongs... let the twisting begin:
Like most things, the planning is more important than the actuall application. If you dont lay out where to lock the handles into the vice for each twist you will not get them symetrical. A little off is ok considering they are not machiene made but you cant have 1" left on the left and 2" left on the right...
Its also very important to pay attention to how fast you turn your tongs, and to move them up the stock at the same rate of twist. What i mean by that is the faster you turn the tongs the tighter the twist will lock into the steel. If you turn your stock half a turn and then move your tongs up 1/4" before turning the second half you will space out the twist. Likewise if you turn two full twist with your tongs in the same place you will get a twist that basicly doesnt move. So like most forging practices the tong placement and technique is more important than the "dumb" hand applying the force.
Mark out where you want the twist to begin

lock the tongs squarly onto the stock and slowly and evenly push or pull the direction your wanting your twist to go.


here I have done the center in a double twist and done each end in opposite half twist to accentuate the flow. The middel section was created by moving the tongs up a 1/4 in per 1/2 turn. (this is the most basic twisting style and its simple so its easy to replicate)

This is a twiple twist with the tongs moved every 1/3 turn. Slightly tighter but still flowing through itself. It also has the oppositional twist at the lower sections to assit the eye in seeing the flow in the center

This one has a tripple twist, half oppostional twist, and then a final stationary double twist to accentuate what will be the lowest section before the mounting tabs are drawn out.

To draw out the mounting tabs that will either be drilled for a screw hole or get "all thread" welded to the back for drawer pulls you strike the end with overlapping blows. Its important to...kinda...glance your hammer?.. of the end, almost rolling it off the steel and away from yourself as you strike it. this pushes the metal outward instead of just making a squashed blob. When your doing this you can watch the shape and adjust your blows to move a little metal into whichever areas you need additional material.
once the tabs are drawn out, flip the handle over ( never strike the top, or viewable surface) and turn the stock just like you would a toe bend in a horseshoe (see first post).

use the horn to fine tune your deminsions

you should end up with something like this

for the next step we need to move the handle back to this position. (this part should be done at an orange heat but for the sake of photgraphing i did it in stages between heats)
You then drive your stright down onto the under side of the tab and at the same time lower your tong hand.

its important to keep the handle in the same place and not alow it to chatter about. Everytime the edge gets moved it will place an unsightly crease. You dont want "creases" you want one! nice tight line that divides the handle from the tab.
this is what you should come up with:

repeat to the other side:

A little time in the fire and a couple more rounds of the above process


NOW! to get them not to look so "hammered".
Forging and Tuning Door pulls and Handles for the bigger cutting boards.
Ive played with this stuff in the past but never really had any practical uses for it. I suppose the reason was that I wasnt creating anything to attach them to.
My wife suggested that the bigger cutting boards be fitted with hand forged handles. I thought it was a good idea but figured it would be much cheaper, easier, and faster to buy some handles from the craft store and use them instead... Then the brain started spinning and i realized... Your setting up a both full of handforged and hand built items and calling the thing "Doghouse Forge"but your gonna fit the high dollar cutting boards with china made replicas of hand forged items??? exactly, that is totally unexceptable...
So out came the vice and some old tongs... let the twisting begin:
Like most things, the planning is more important than the actuall application. If you dont lay out where to lock the handles into the vice for each twist you will not get them symetrical. A little off is ok considering they are not machiene made but you cant have 1" left on the left and 2" left on the right...
Its also very important to pay attention to how fast you turn your tongs, and to move them up the stock at the same rate of twist. What i mean by that is the faster you turn the tongs the tighter the twist will lock into the steel. If you turn your stock half a turn and then move your tongs up 1/4" before turning the second half you will space out the twist. Likewise if you turn two full twist with your tongs in the same place you will get a twist that basicly doesnt move. So like most forging practices the tong placement and technique is more important than the "dumb" hand applying the force.
Mark out where you want the twist to begin

lock the tongs squarly onto the stock and slowly and evenly push or pull the direction your wanting your twist to go.


here I have done the center in a double twist and done each end in opposite half twist to accentuate the flow. The middel section was created by moving the tongs up a 1/4 in per 1/2 turn. (this is the most basic twisting style and its simple so its easy to replicate)

This is a twiple twist with the tongs moved every 1/3 turn. Slightly tighter but still flowing through itself. It also has the oppositional twist at the lower sections to assit the eye in seeing the flow in the center

This one has a tripple twist, half oppostional twist, and then a final stationary double twist to accentuate what will be the lowest section before the mounting tabs are drawn out.

To draw out the mounting tabs that will either be drilled for a screw hole or get "all thread" welded to the back for drawer pulls you strike the end with overlapping blows. Its important to...kinda...glance your hammer?.. of the end, almost rolling it off the steel and away from yourself as you strike it. this pushes the metal outward instead of just making a squashed blob. When your doing this you can watch the shape and adjust your blows to move a little metal into whichever areas you need additional material.

once the tabs are drawn out, flip the handle over ( never strike the top, or viewable surface) and turn the stock just like you would a toe bend in a horseshoe (see first post).

use the horn to fine tune your deminsions

you should end up with something like this

for the next step we need to move the handle back to this position. (this part should be done at an orange heat but for the sake of photgraphing i did it in stages between heats)
You then drive your stright down onto the under side of the tab and at the same time lower your tong hand.

its important to keep the handle in the same place and not alow it to chatter about. Everytime the edge gets moved it will place an unsightly crease. You dont want "creases" you want one! nice tight line that divides the handle from the tab.
this is what you should come up with:

repeat to the other side:

A little time in the fire and a couple more rounds of the above process


NOW! to get them not to look so "hammered".

Last edited:





















")


















 sorry, varsity blues joke...
sorry, varsity blues joke...






















 remind me to post about the steel wool and vinegar stain my shop mate taught me. Its pretty much a fresh/shiney welds worst nightmare..
remind me to post about the steel wool and vinegar stain my shop mate taught me. Its pretty much a fresh/shiney welds worst nightmare..













 I jest - only because I'm still working on figuring out how to use my planishing hammer from someone that makes it look so easy.
I jest - only because I'm still working on figuring out how to use my planishing hammer from someone that makes it look so easy.




























































