I'm not a machinist, engineer etc but I cut a lot of threads and have a few sets of those same dies so this is just my opinion. Info I've gleamed on this subject is the thread classes and Audel's info posted above is too specific for general use and more suited to building intricate precision things with tool steel.
All basic tap and die kits like these from Snap-on, Mac, Hanson/Irwin etc typically are not be made from HSS and will cut threads to 75% nominal dimensions in mild steel. The set you have offers 2 settings, 75% nominal and 60% nominal which is a little looser fit but still very useable for most uses other than high torque applications. The adjustment screw should always be all the way in or out but not in between where it is not locked in position.
If you consider the V shape of a thread and imagine a nut and bolt with the same pitch and dimensions you can see where on paper a single zigzag line would denote the threads for both nut and bolt. However a nut and bolt that shared that same zigzag line for their dimensions would not fit together without a lot of friction. For this reason threads are cut to a percentage of pitch of the nominal size. Aside from this the tips and valleys of the V shape are truncated or chopped off.
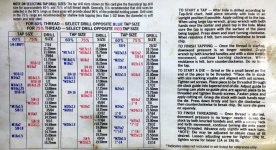
When cutting female threads the drill size specified will produce 75% nominal threads. For a 60% nominal, choose the next biggest drill.
For male threads your round stock will be specified (eg. - 3/4", 5/8" etc.) and will yield 75% nominal threads from the die. For 60% form factor you should use undersize round stock which will vary according to the thickness of the stock used but you could use the same dimensions as the next smaller drill size available as a reference on how much to turn down your stock.










![IMG_0672[1].jpg](https://www.garagejournal.com/forum/data/attachments/663/663498-8b96d73e2184be6ba6f7da52670732ad.jpg "IMG_0672[1].jpg")