Spent the past few days at Dan Pate's. Well, it was only about a day and a half, but once you include the travel time...
To preface, I had posted a WTB ad for a 52" shear and Dan had sent me a PM about the one he had in his shop. It was getting replaced with a 6' machine. Dan's hosts a yearly metal shaping workshop and he suggested I come to his spring meet and pick it up from there. This conflicts with a mother's day event that I must attend every year (annual yard sale....I'm the furniture mover

), so I picked a window of opportunity that left minimal chance for the white powdery stuff falling from the sky. Namely, this past week. I departed Southern MD at about 12:45 am on Wednesday and drove through (rather un-eventful), arriving at Dan's at about 8:45 pm the same day. I recommend Mountain Dew and sunflower seeds for such an undertaking.
I'm looking forward to a break from the 55 wagon and to help out on some of the many challenging projects that Dan has shown us on the metalshaping sites over the years. So Dan, what have you got to work on? Oh, this car here over in the corner, he says......
I restrained my enthusiasm as best I could in true Charlie Brown fashion
(just kidding Dan)
We walked down the hill to the shop the next morning and Dan had experienced some fitment issues with some of the panels on the 55 and asked that I take a look. RichardK showed up mid-morning and we proceeded to take measurements and cross diagonals nine ways to Sunday. We verified these to a sample car sitting out in the yard, and still didn't have that ah-ha moment. Everything we checked seemed to be within factory specs, although that was pretty loose in 1955.
My plans were to work around the shop for a day, load up the shear the next morning (Friday), and leave around noon. I have a cousin,
Nancy E. Rueckert, who lives in Litchfield, MN. She had been in an industrial accident at work and was now paralyzed, and I was going to visit her that evening. Dan wisely pointed out that we should load the shear to have everything ready to go, and then worry about other shop activity.
So here is the shear prior to the John Deere moving it...
...and for anyone with sufficient space available for one of these, Dan has this nifty equipment hoist...
As there was some rain forecast for the east coast on Friday, the shear got some appropriate attention..
It was about time for me to get cleaned up for the visit to my cousin's, and Richard mentioned that he had a buddy who lived in Howard Lake, a short drive before Litchfield. Since the truck was hooked to the trailer, he offered to drive me to Howard Lake, where he could visit his friend and I could continue to Litchfield. What a true gentleman, and as I've seen with Dan, genuine MN hospitality.
Had a nice visit with Nancy, and I think our conversations got carried away that when I looked at my watch I was worried Richard would put out an APB on his car

Here's Nancy with her husband Dan.. (to eliminate confusion, let's call him Dan2)
I made it back to Howard Lake and got a chance to meet Richard's friend, Jan Gilmer. He's well known in the Midget racing world and even more so, since his retirement, in his meticulous reproductions of 1/4 scale RC replicas. Here are some pictures of a restored Midget from 1956...
.....along with Richard's thread posted here about the body he built for the car.. A work of art to say the least.
http://www.allmetalshaping.com/showthread.php?t=2768
And here are some links on Jan Gilmer for those interested...
http://www.herald-journal.com/archives/2012/stories/Gilmer-cars-Australia.html
http://www.quarterscalelegends.com/gilmer/gilmer.htm
Jan has a small machinist shop and still produces amazingly accurate 1/4 scale reproductions to this day. They are highly sought after, and after seeing them in person, I can see why.
Richard and I returned to Dan's with only one close call with a couple of Minnesota's 4 legged Bambi creatures.. Even as late as it was, Dan greeted me and I think we talked of more metalshaping stories for the next couple hours. My day job has me heading to Oahu in the near future, and he was telling me of his visit to the only Pullmax owner on the island of Oahu, let's call him George. So I hope to meet up with George on my next visit to HI.
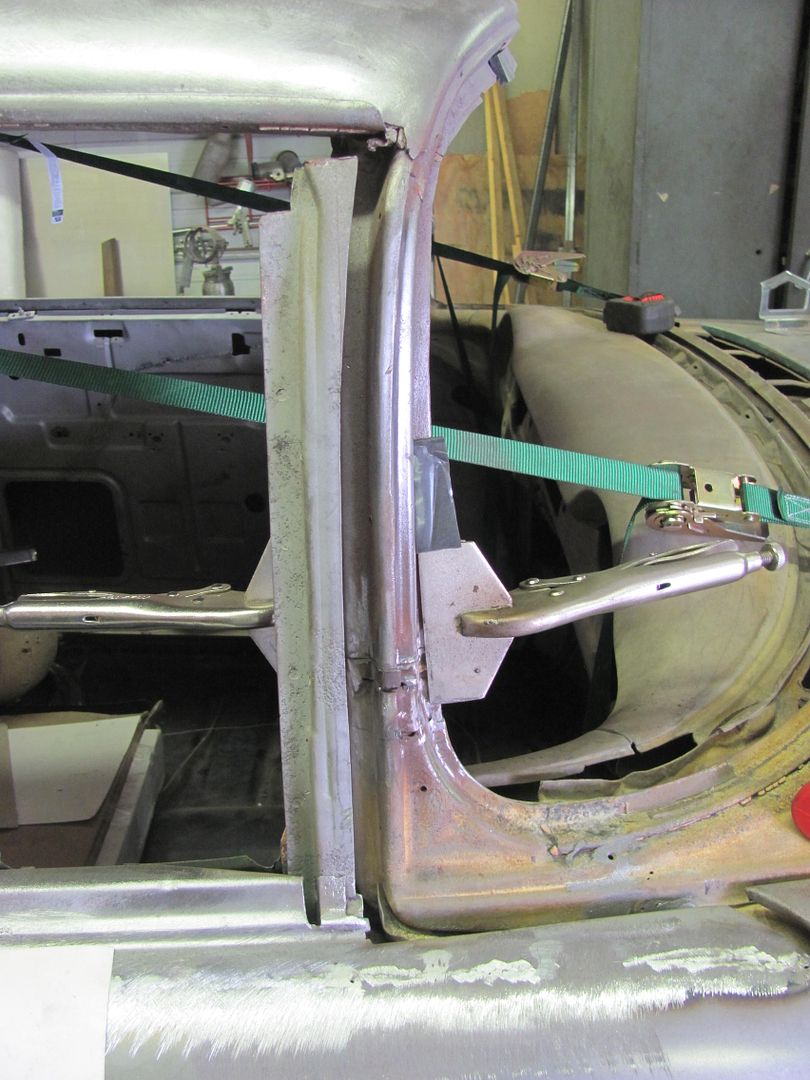
After breakfast we headed down to Dan's shop. Back on the 55, it wasn't until we took the height dimension of the windshield that we came up with the answer, there was a quite a difference there. Dan had installed a new roof on this from a donor car, one of the seams being in the A post. We found a slight excess in vertical made for quite a jump in the windshield opening. So with a bit of slicing, our height adjustment at the a-pillar made for quite an improvement and a more consistent and parallel gap to the door behind it..
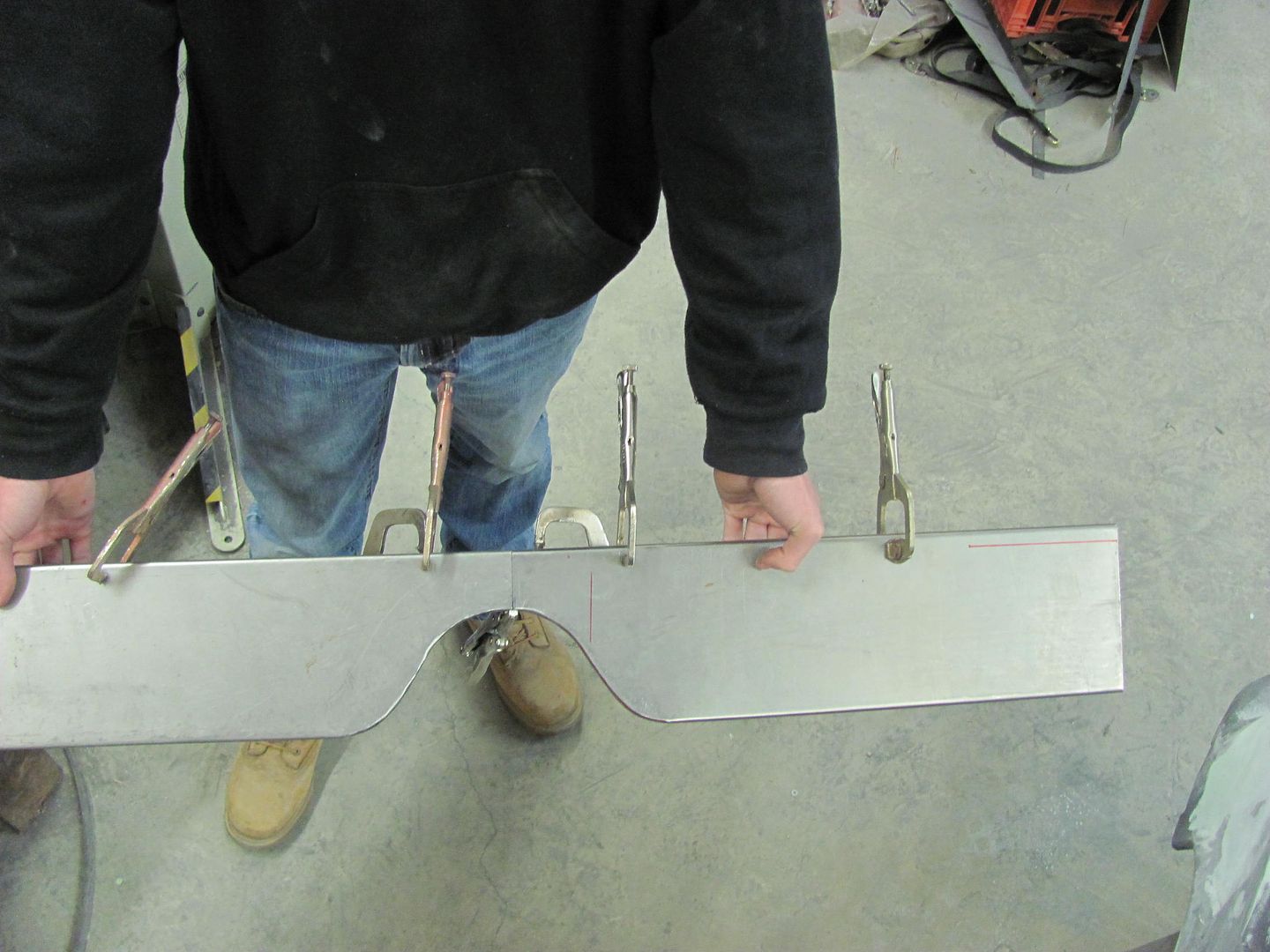
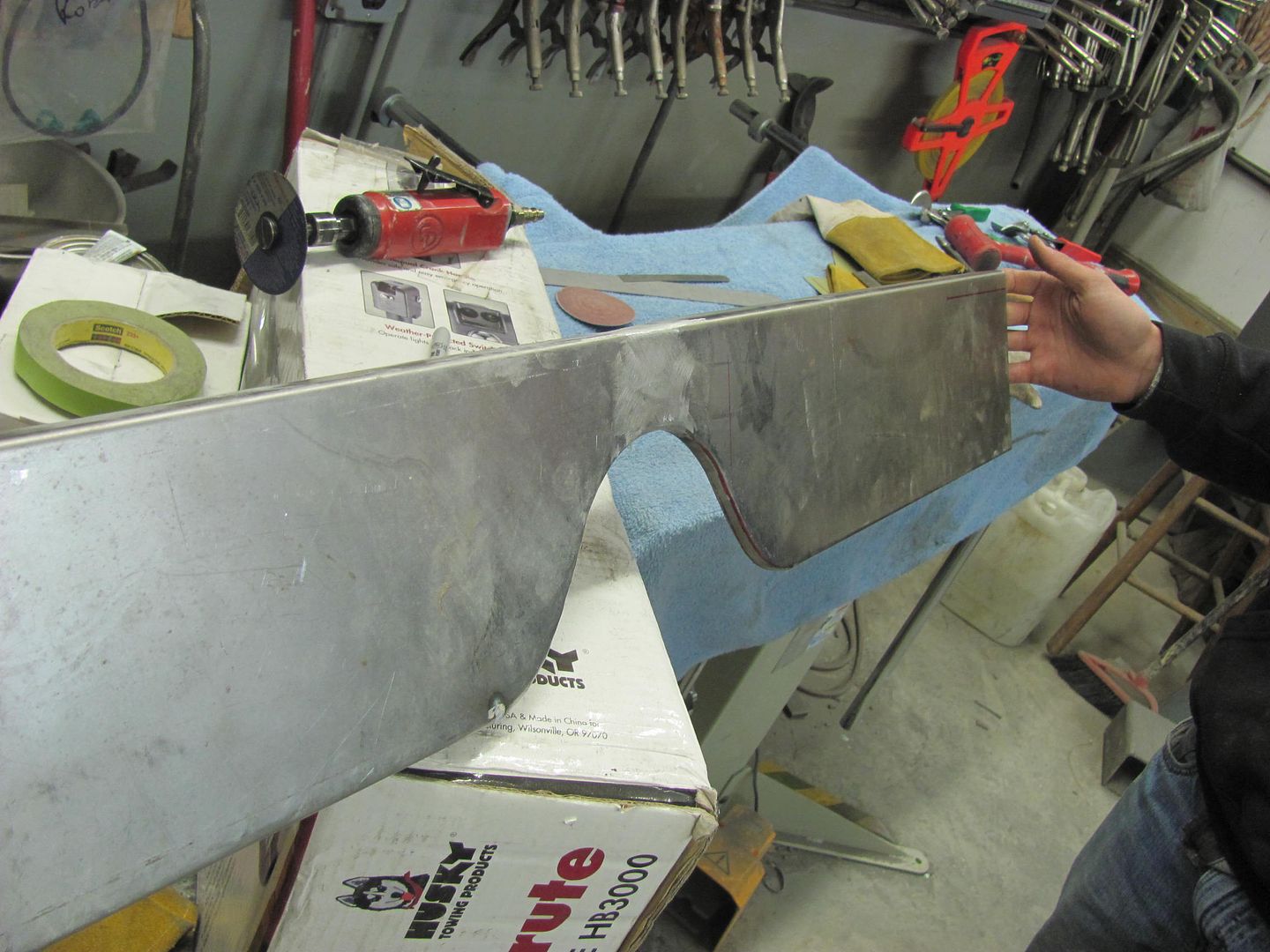
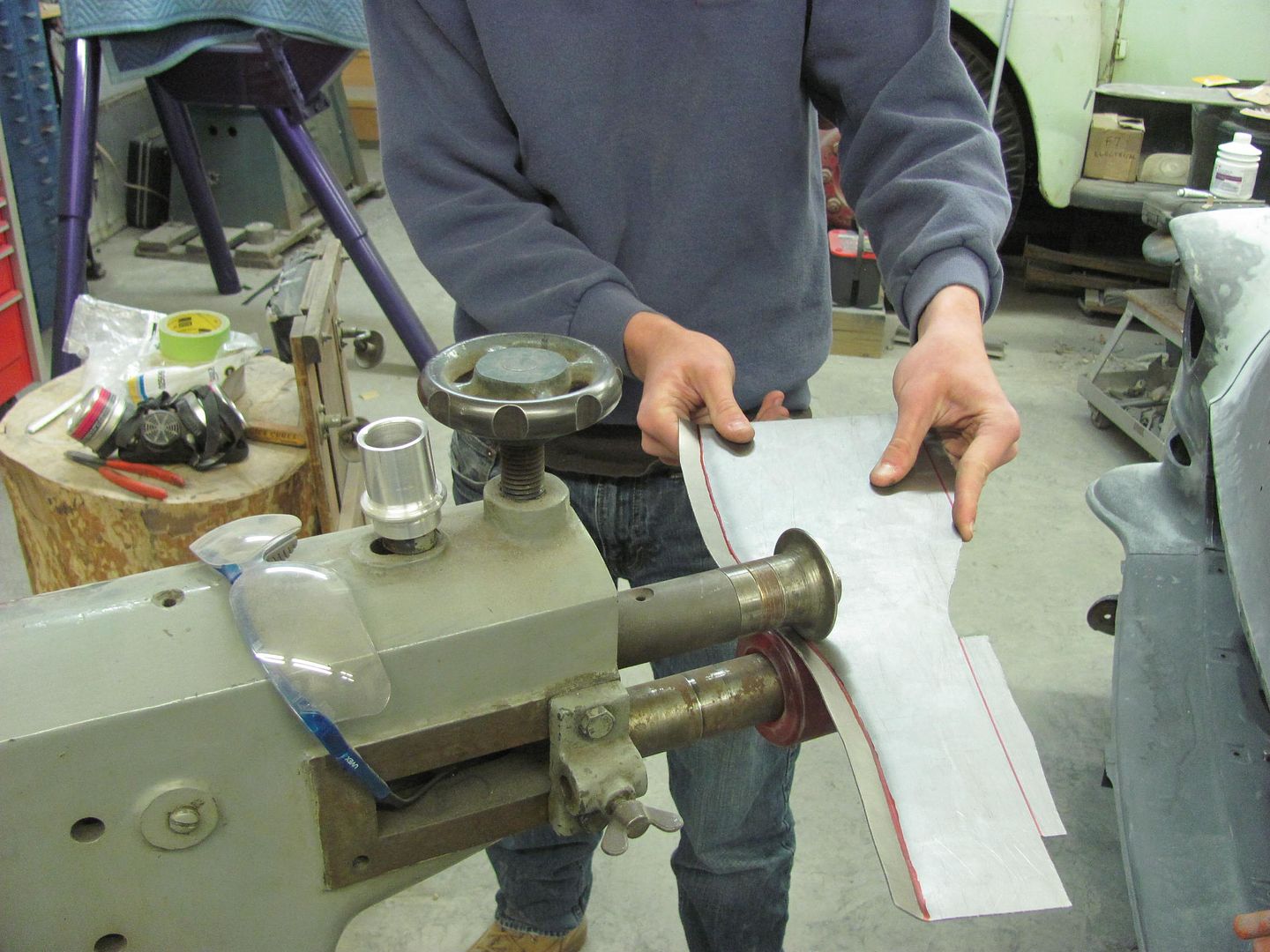
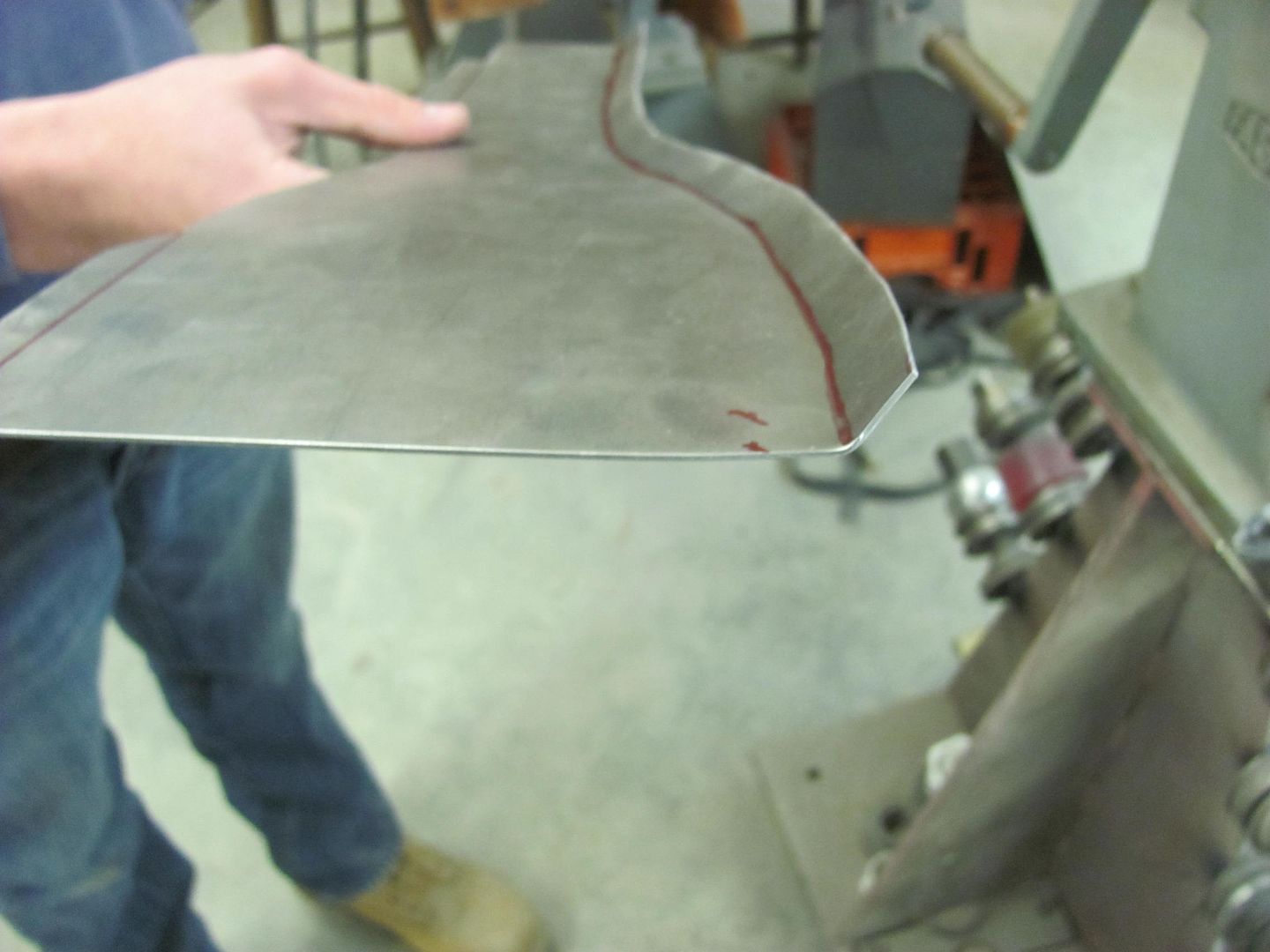
Since I wasn't going to be at Dan's spring event, he spent quite a bit of time showing me some shop tricks...
Band Saw "guide" for cutting convex shapes on the band saw... Slides into the blade and gets bolted to the table.... Essentially moves the table surface for those oddball shapes that don't fit the table..
Linear stretch dies for the Pullmax....
The cantilevered and jack bolted design allows you to adjust the stretch for a tight radius, and the pointed ends allow you to get into the corner as tightly as needed...
Adjustable backstop for thinning a panel for sharper bends
Delrin die to use for panel beading.. in conjunction with MDF forms.. (partially unscrewed to show threads)
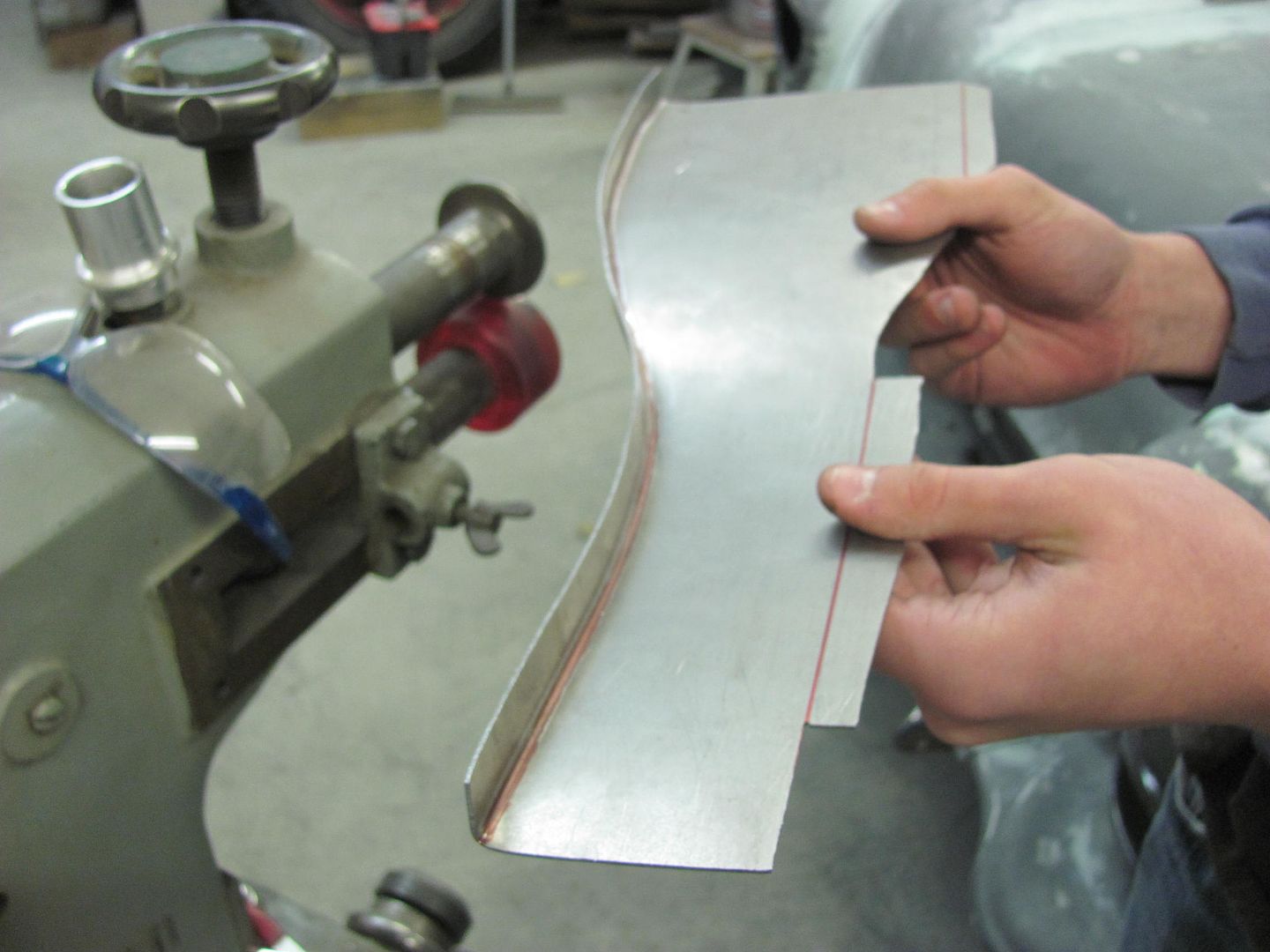
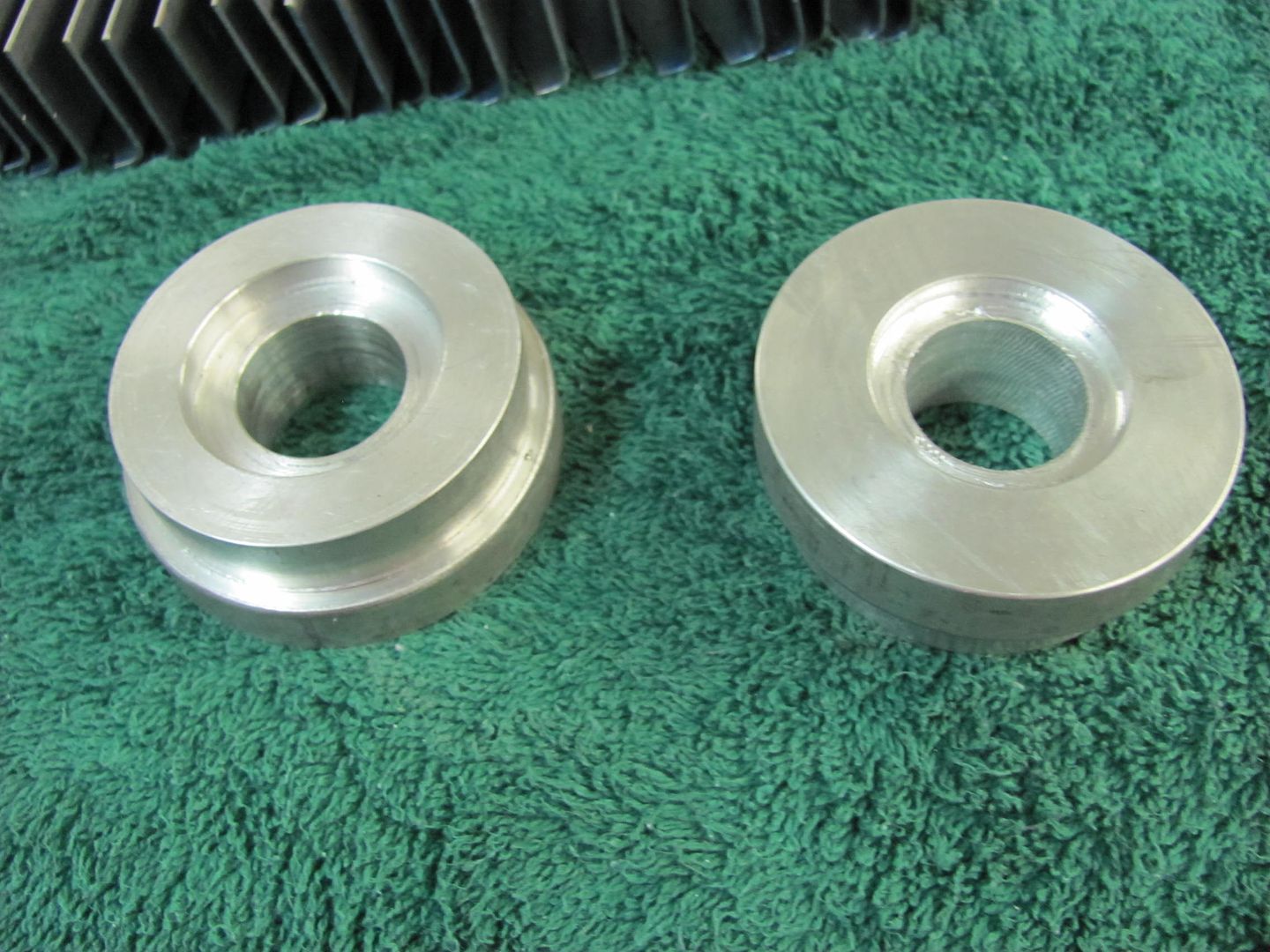
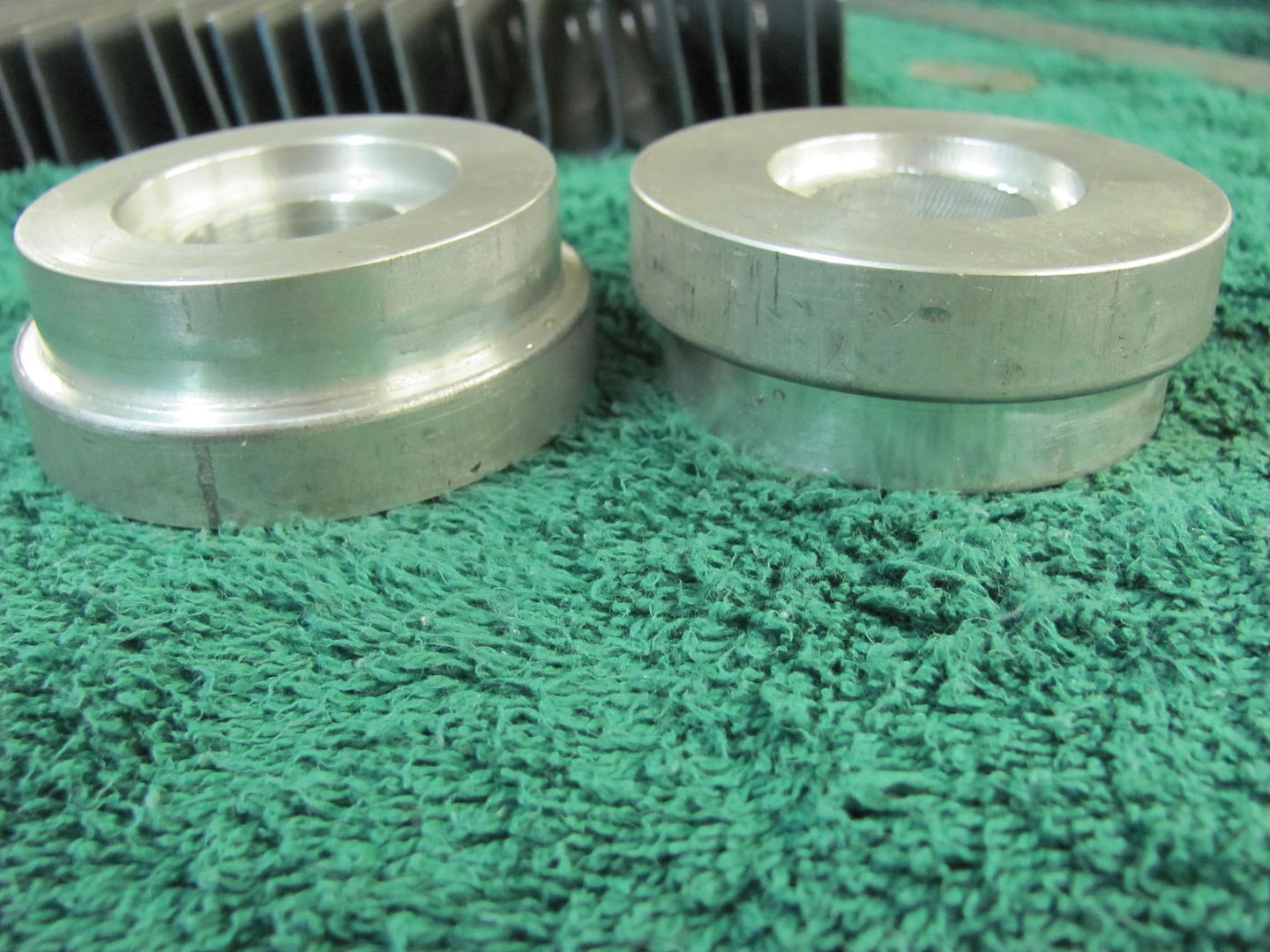
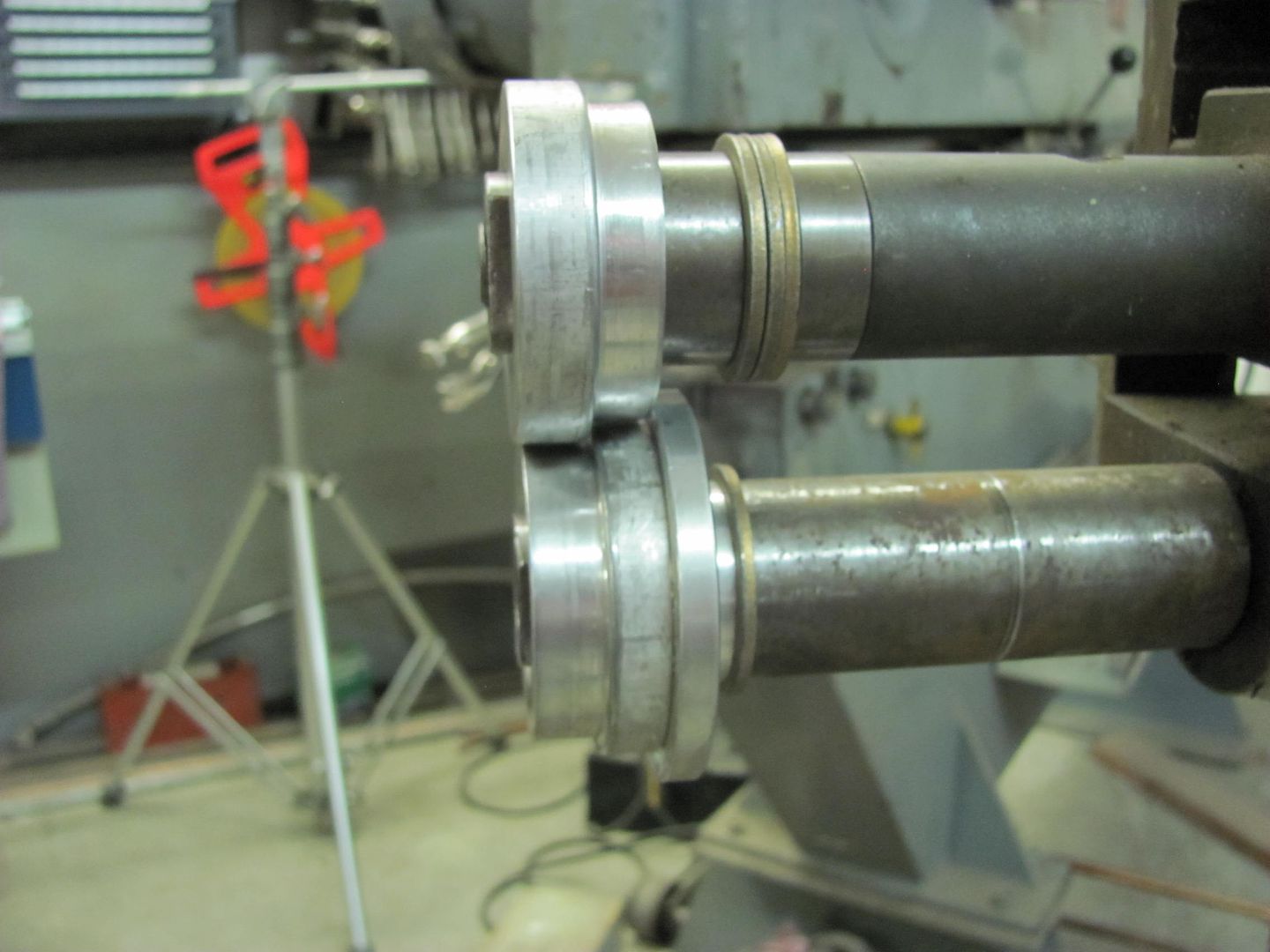
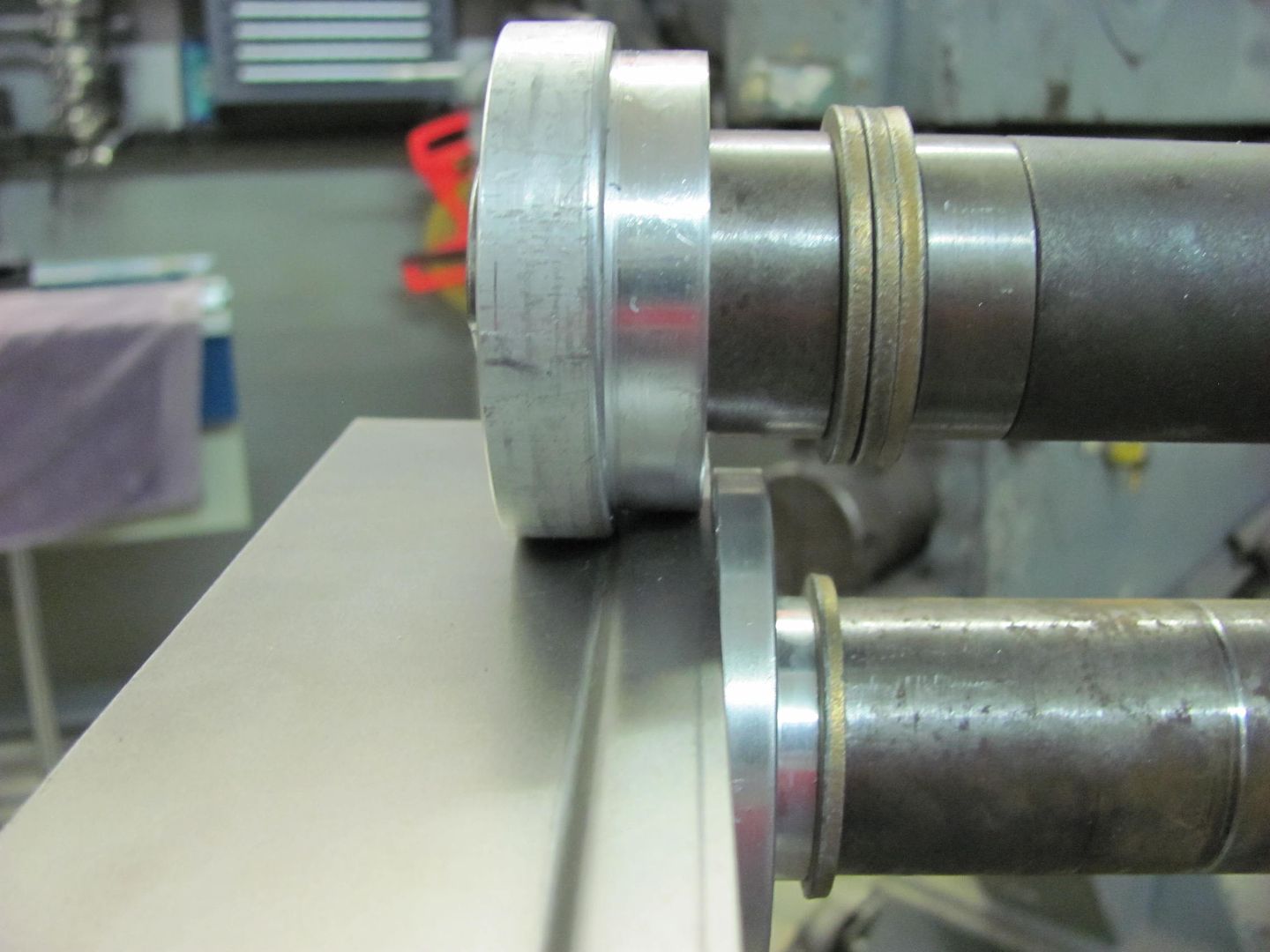
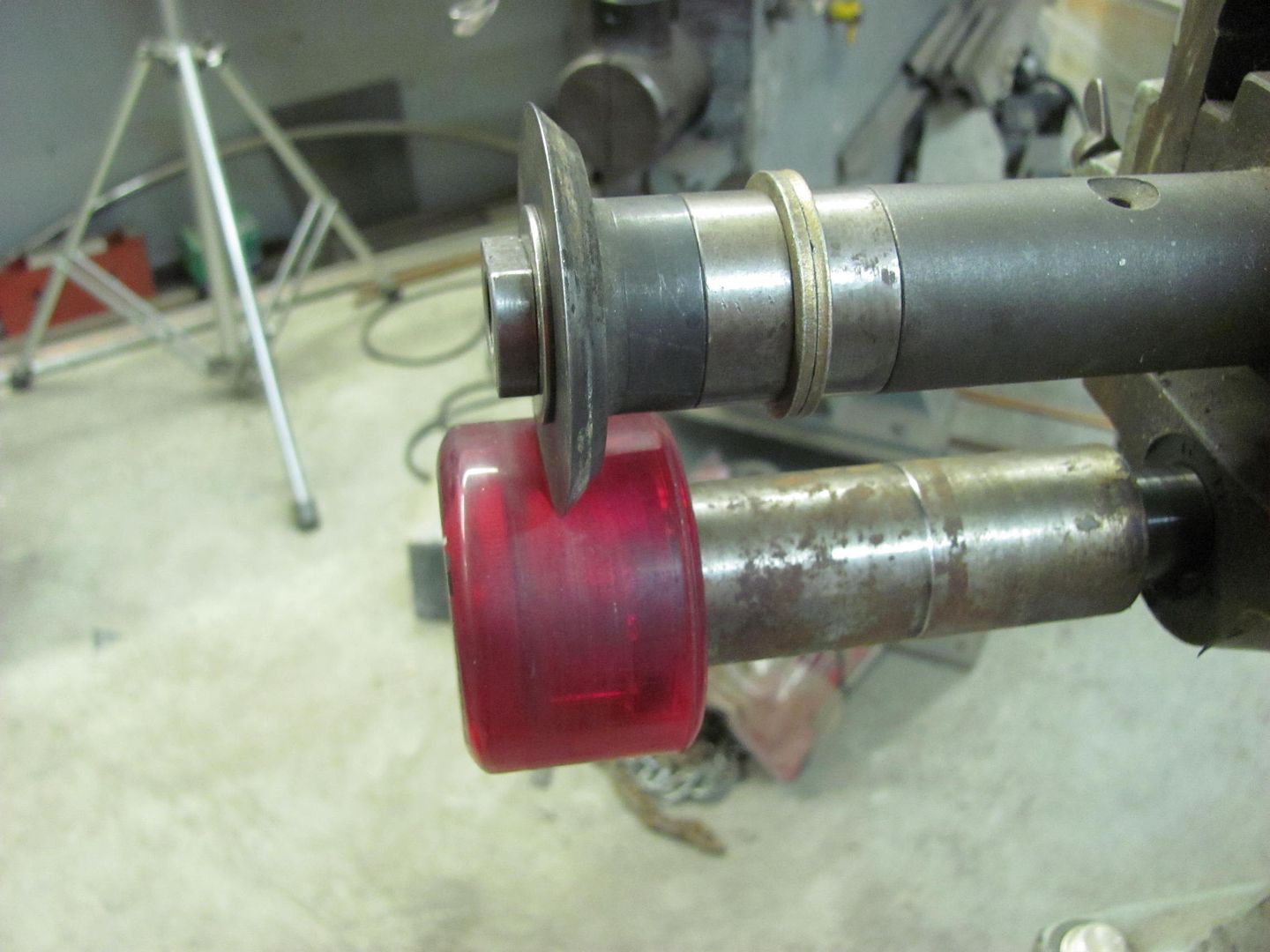
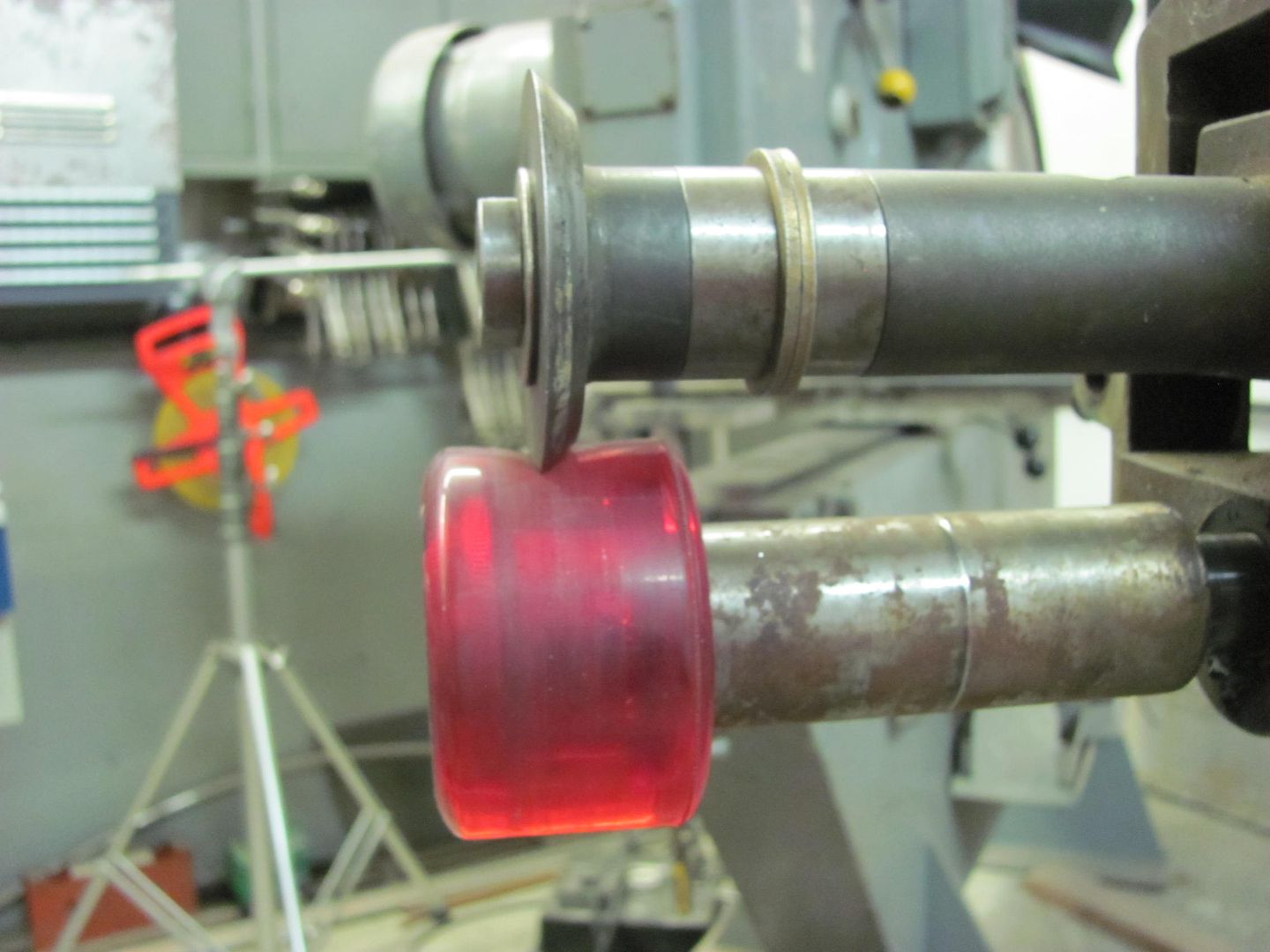
"tank roll" or 45* radius tipping dies for the Pullmax... 3 pieces were laser cut in 1/4" stock and welded together to form the 3/4 shank..
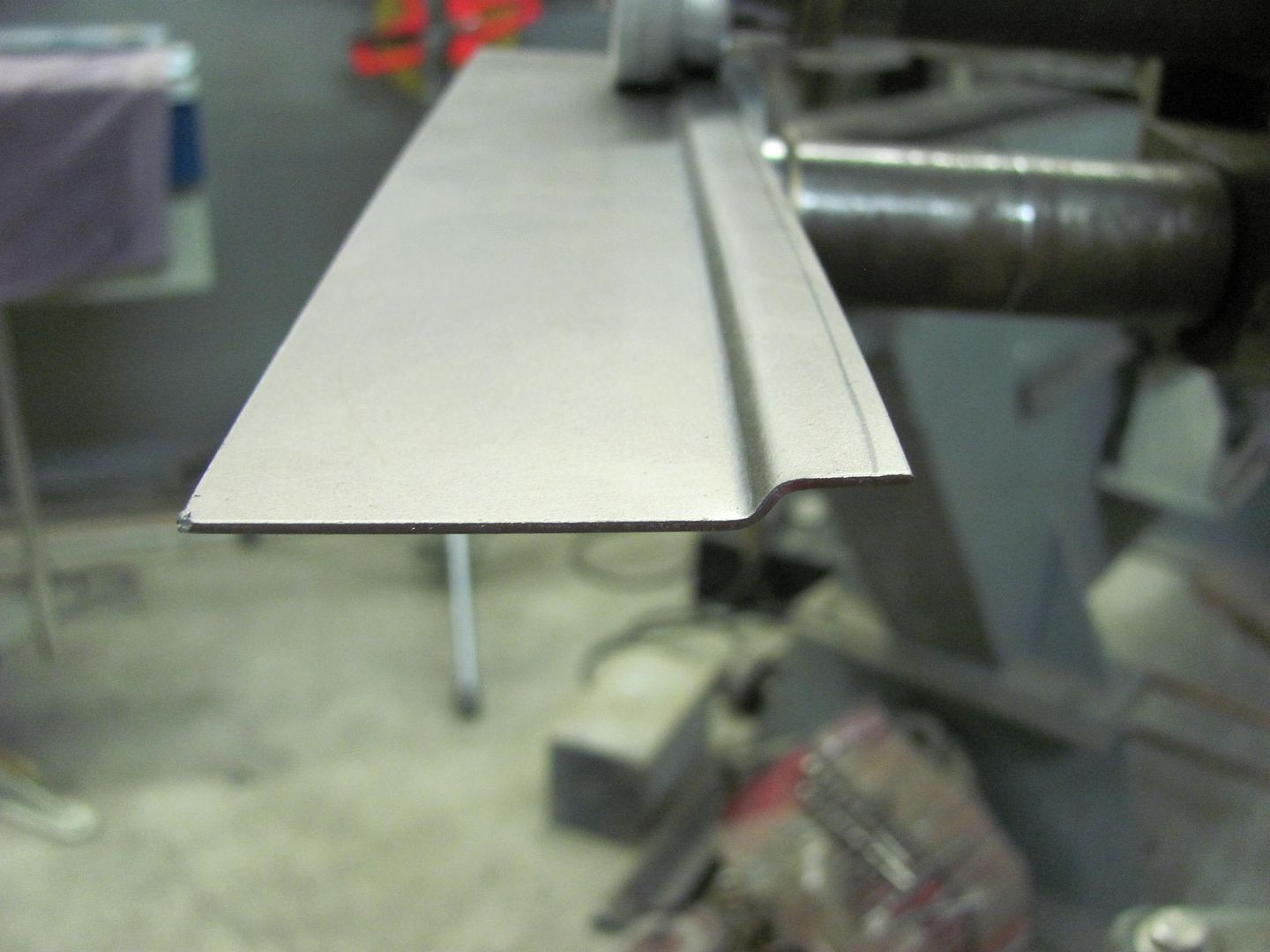
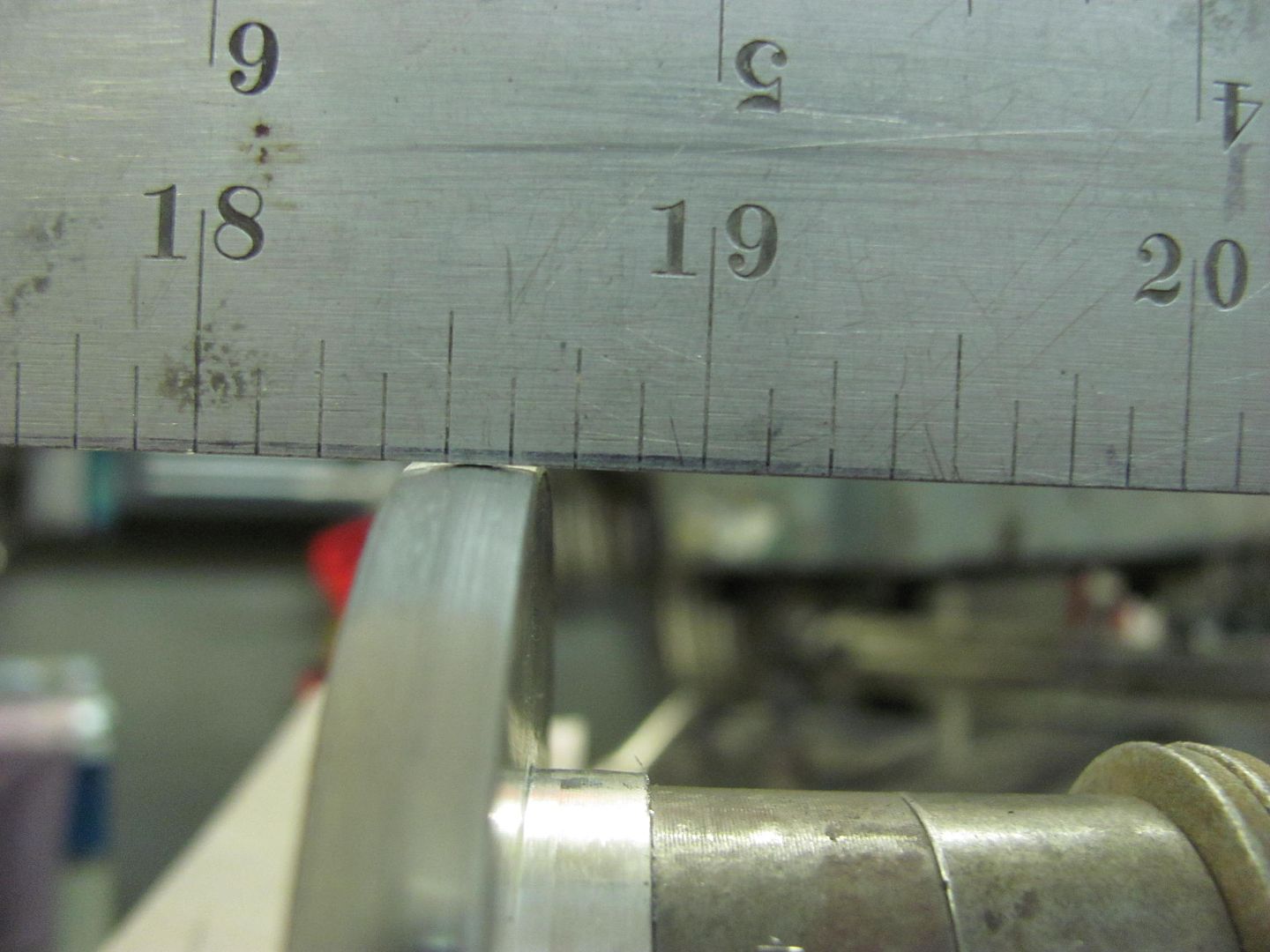
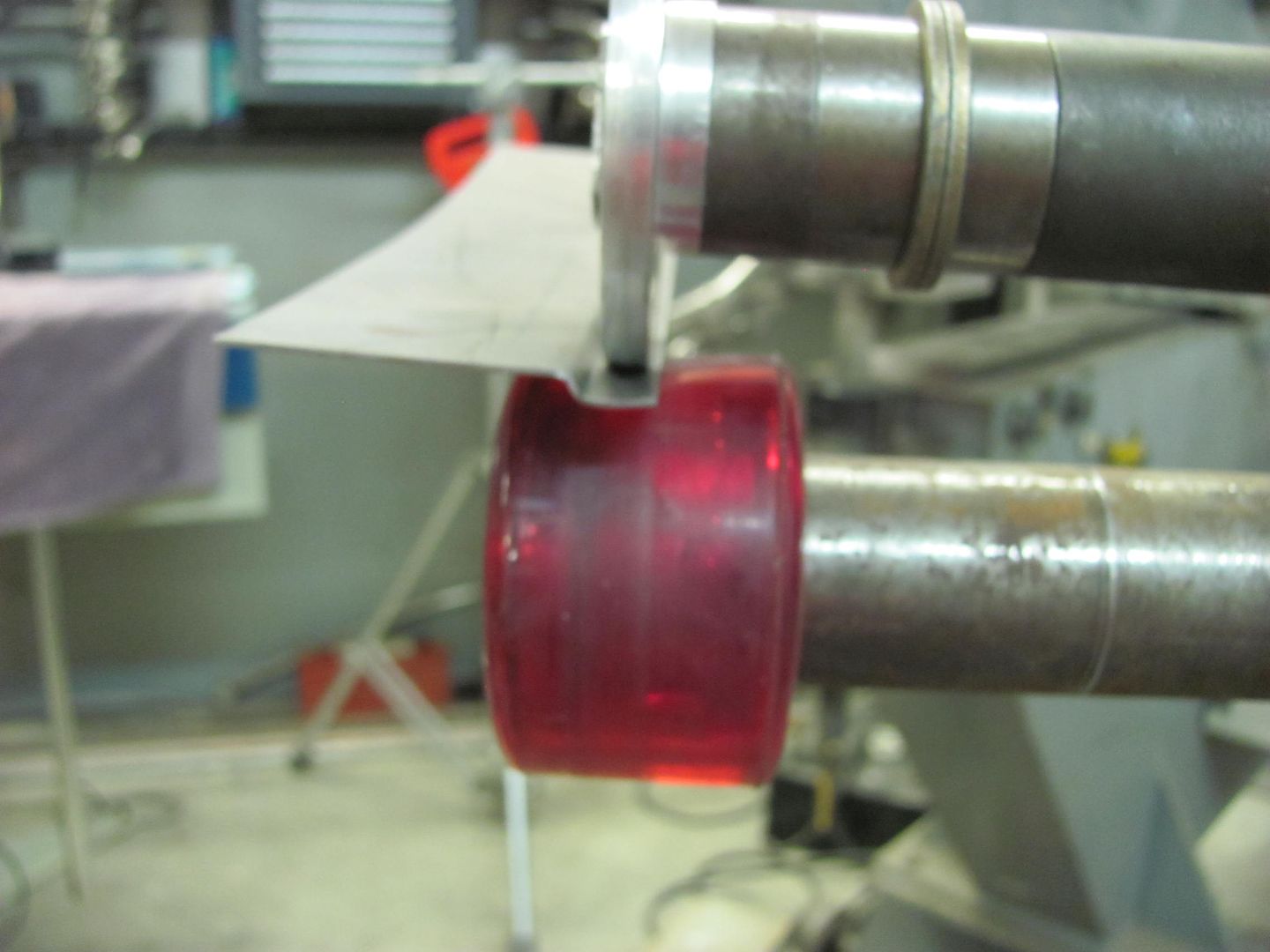
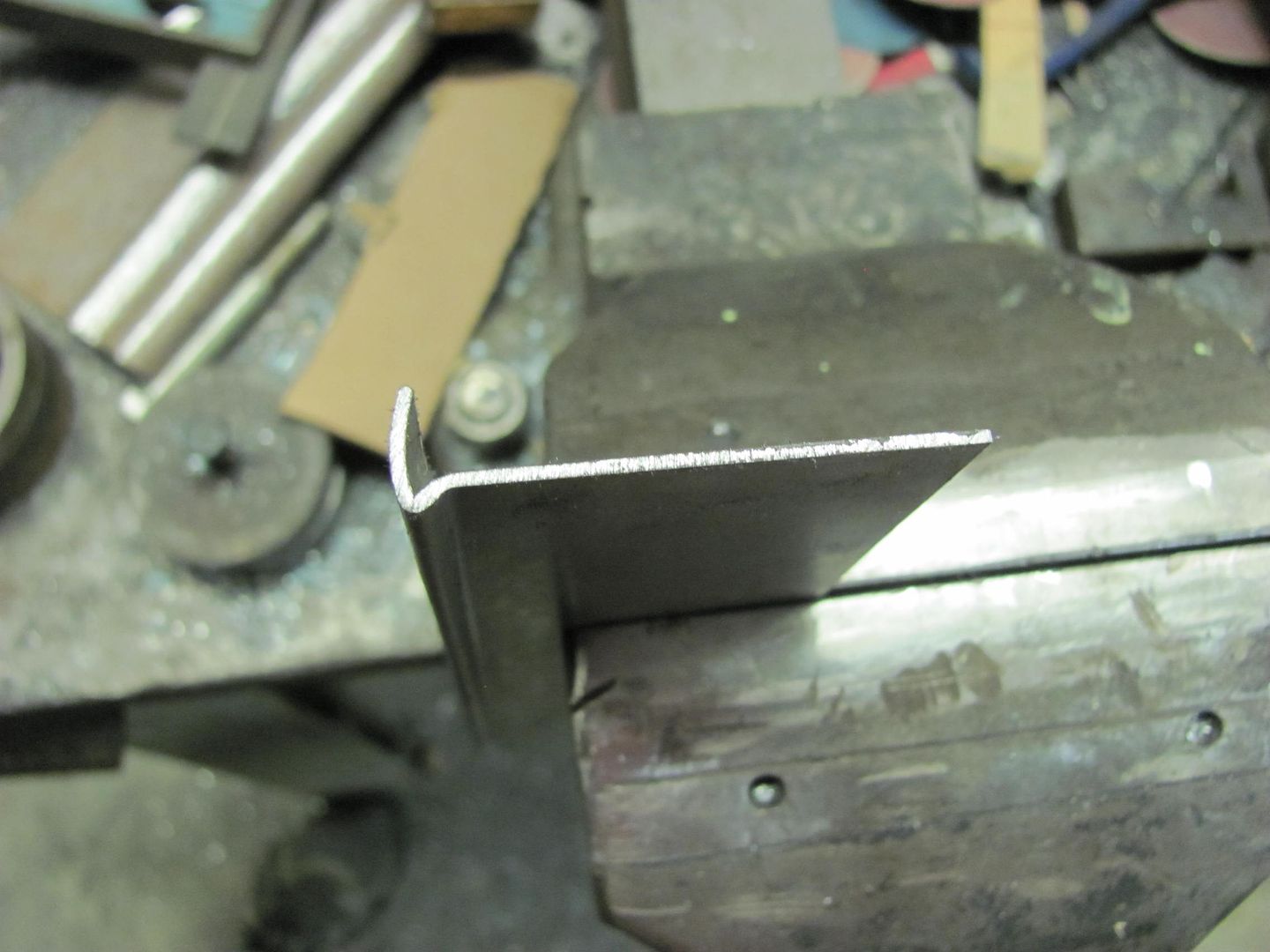
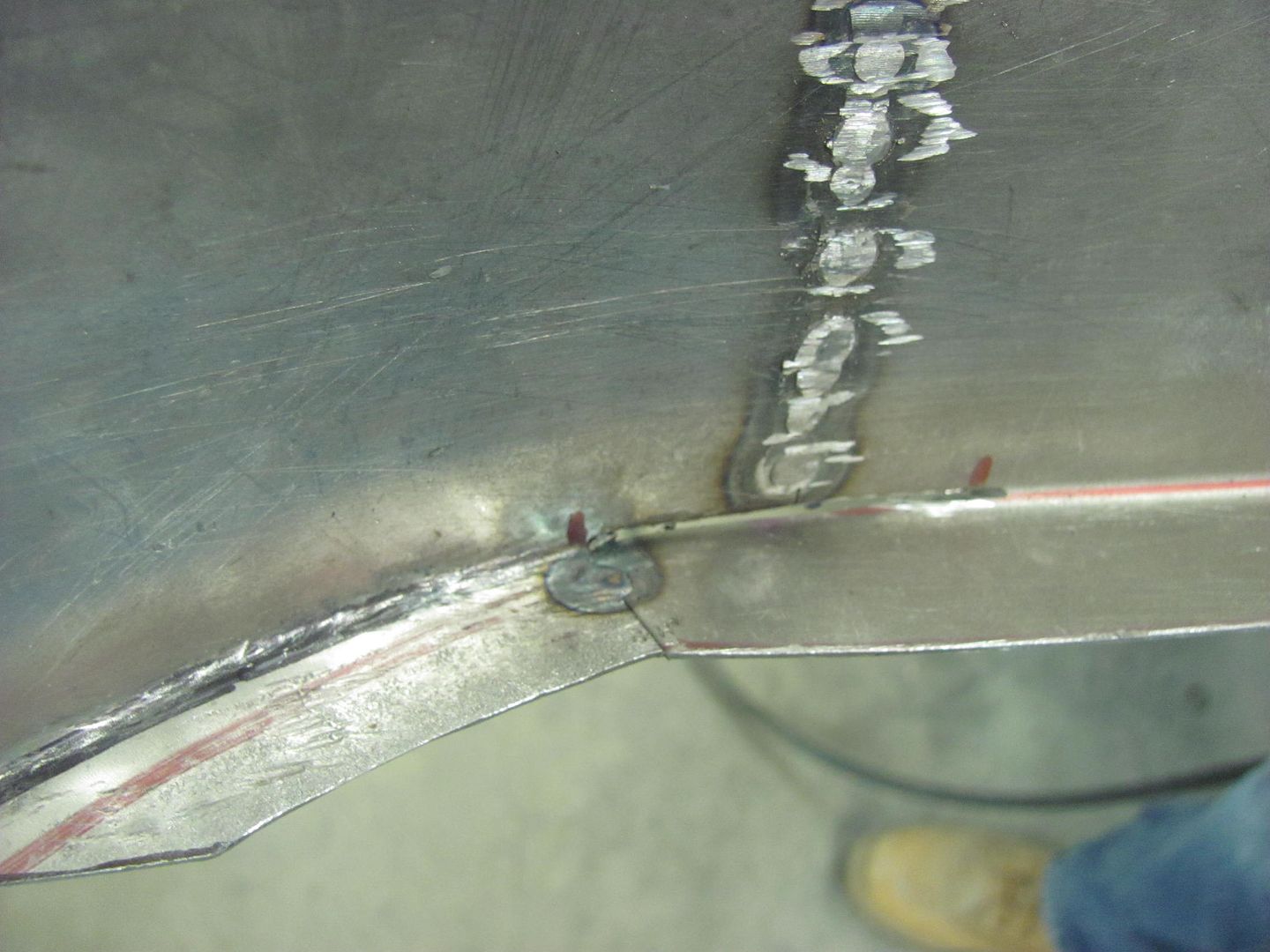
Flanging/step die using an MDF guide....
Imagine this for a bed side...
At this time I think my target departure time had come and gone.. But no visit to Dan's shop is complete until you've used the Yoder....
All packed up, ready to head east.

I made mention to Dan that Friday the 13th was not a good day to travel. About halfway down I39 in Indiana proved this. I had just passed by a semi and pulled back into the slow lane in front of him when I noticed a set of headlights coming toward me.... in the fast lane I had just moved out of. I made out of that rather lucky. About a mile down the road some scattered auto debris and one car against the center divider showed they weren't as lucky. Everyone was OK, and I think most of the damage was from them swerving to miss the clown heading north in the southbound lane. I stopped in Springfield OH for a much needed nap, and met Kevin for breakfast. He had done some legwork in taking some pics for me of a CL shear that was nearby his house. Buying the guy breakfast was the least I could do to show my thanks, and besides that, great to meet him in person. Well upon arriving home, the rain added to the snow from last week has made my driveway a swamp. Looks like we will unload the trailer when this has dried up a bit.
I personally want to thank Dan for his hospitality, and all the shop tricks I learned in such a short time. Special thanks to Richard for driving me two hours (each direction) to visit my cousin.