Thanks Tim!
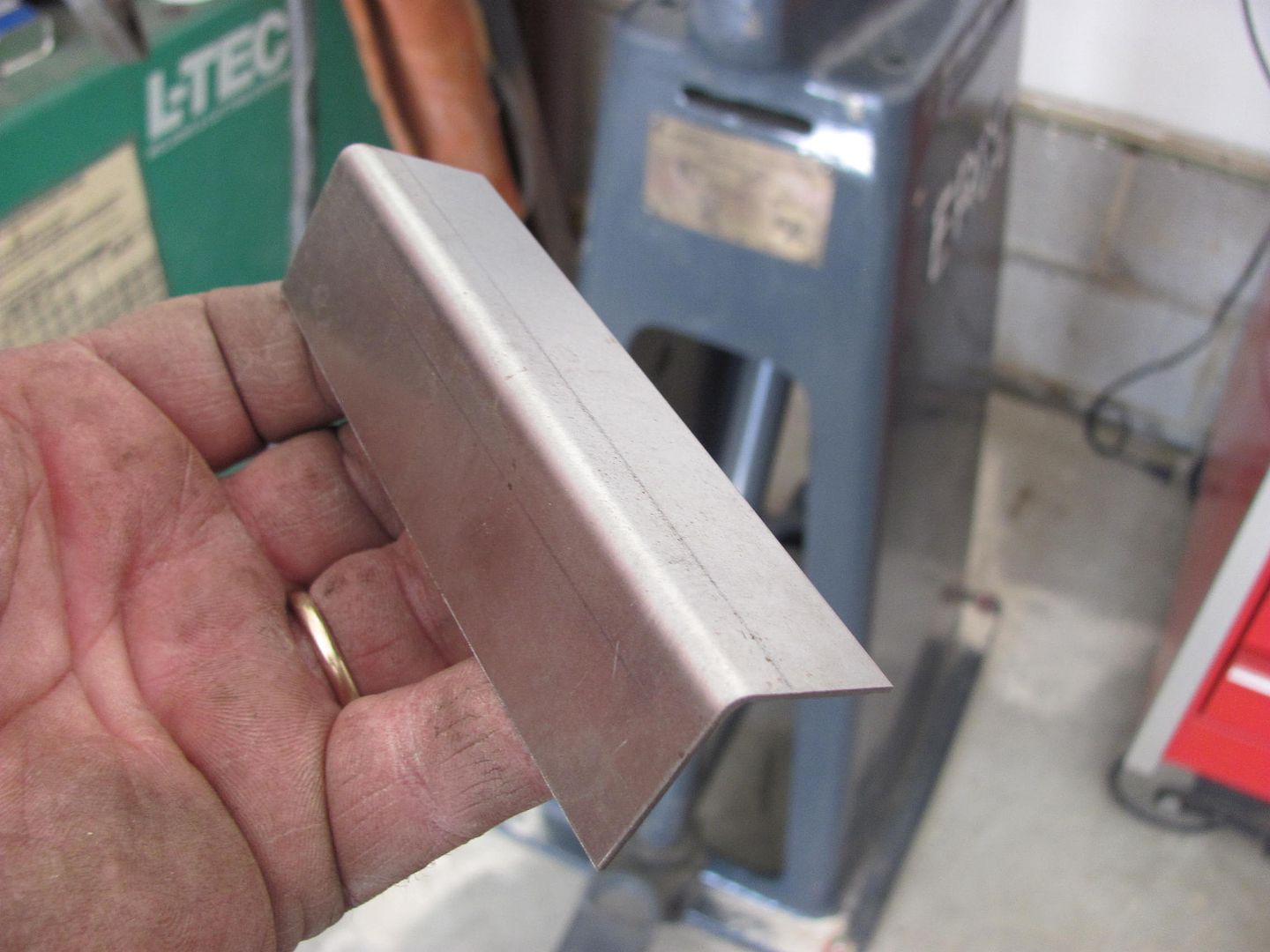
Tonight I went to my BIL's and borrowed his plasma cutter to put the new holes in the mounting flanges of the crossmember. After all that welding, drill bits do not play nicely. Holes added....

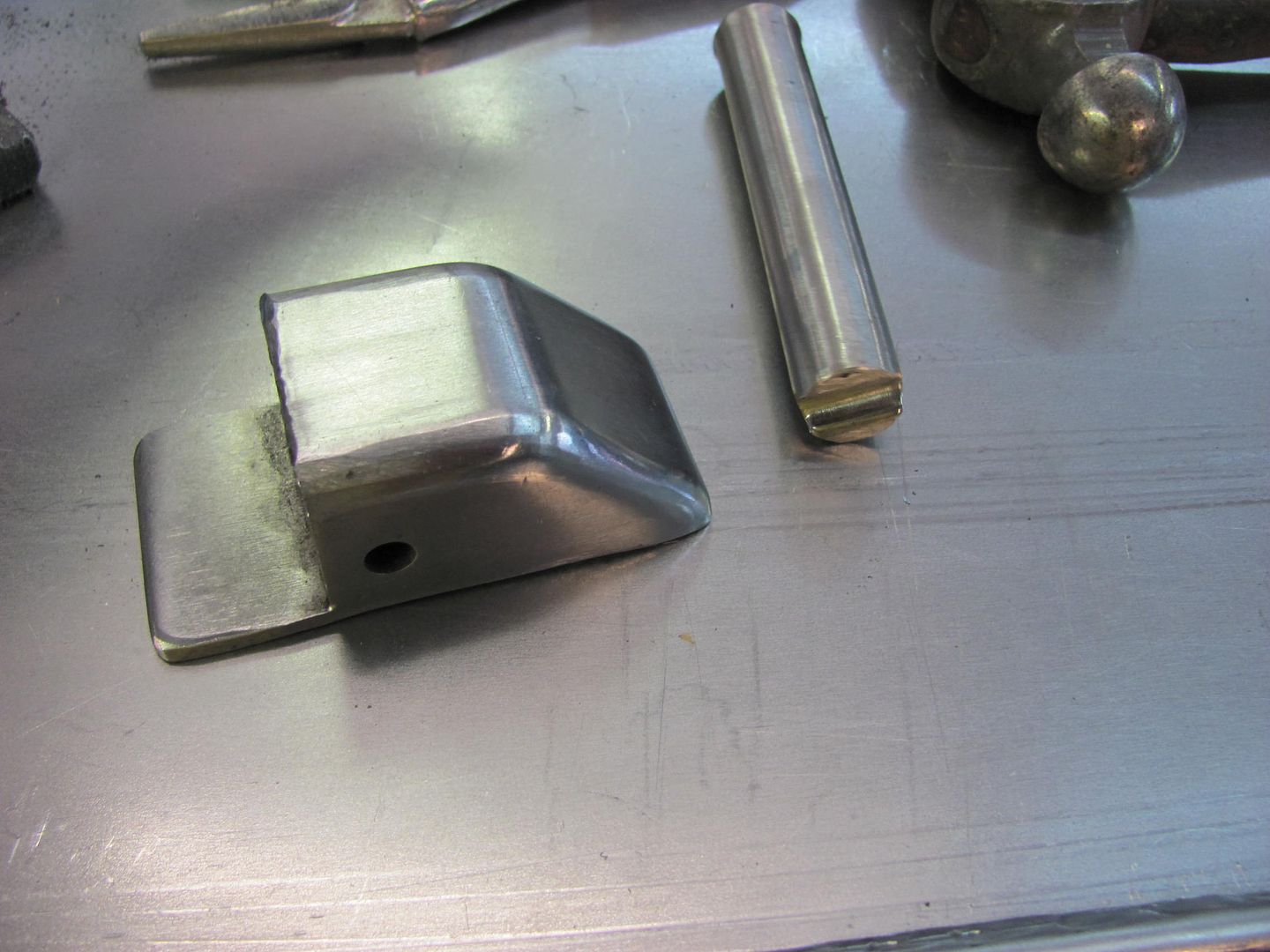
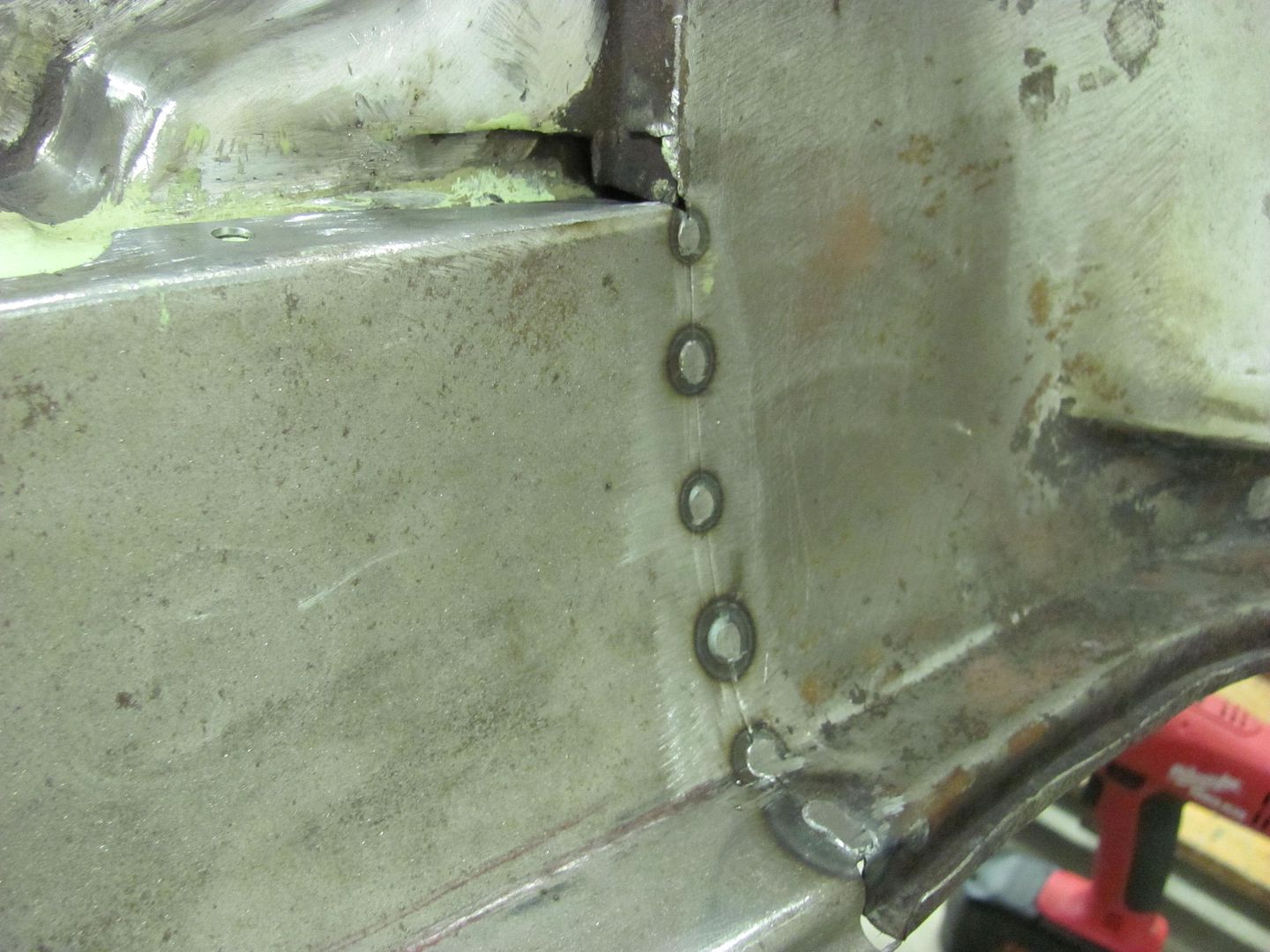
Used a washer with a 1-1/4 hole, which worked just about right as a template for the plasma torch to provide a 3/4 clearance hole....

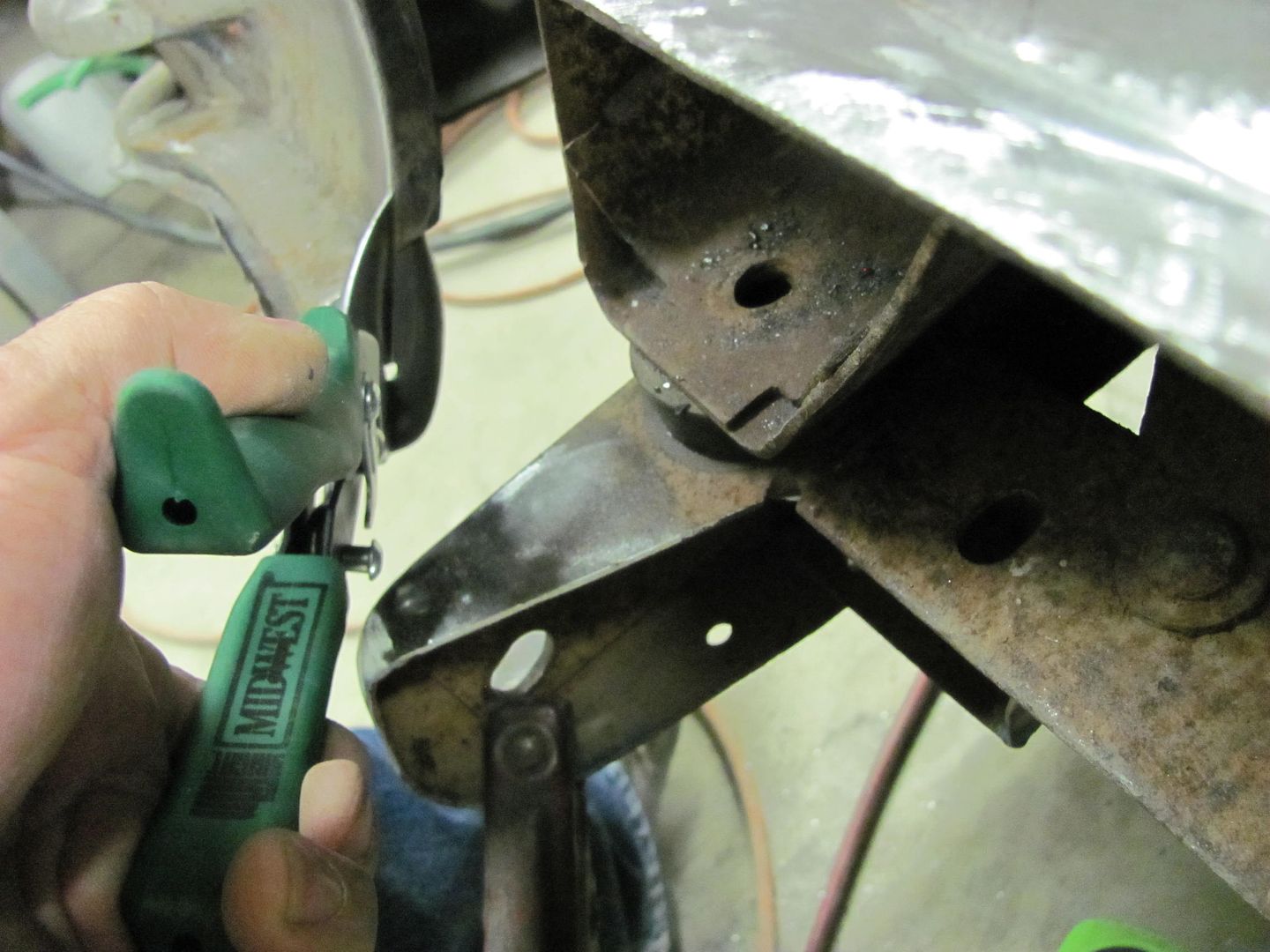
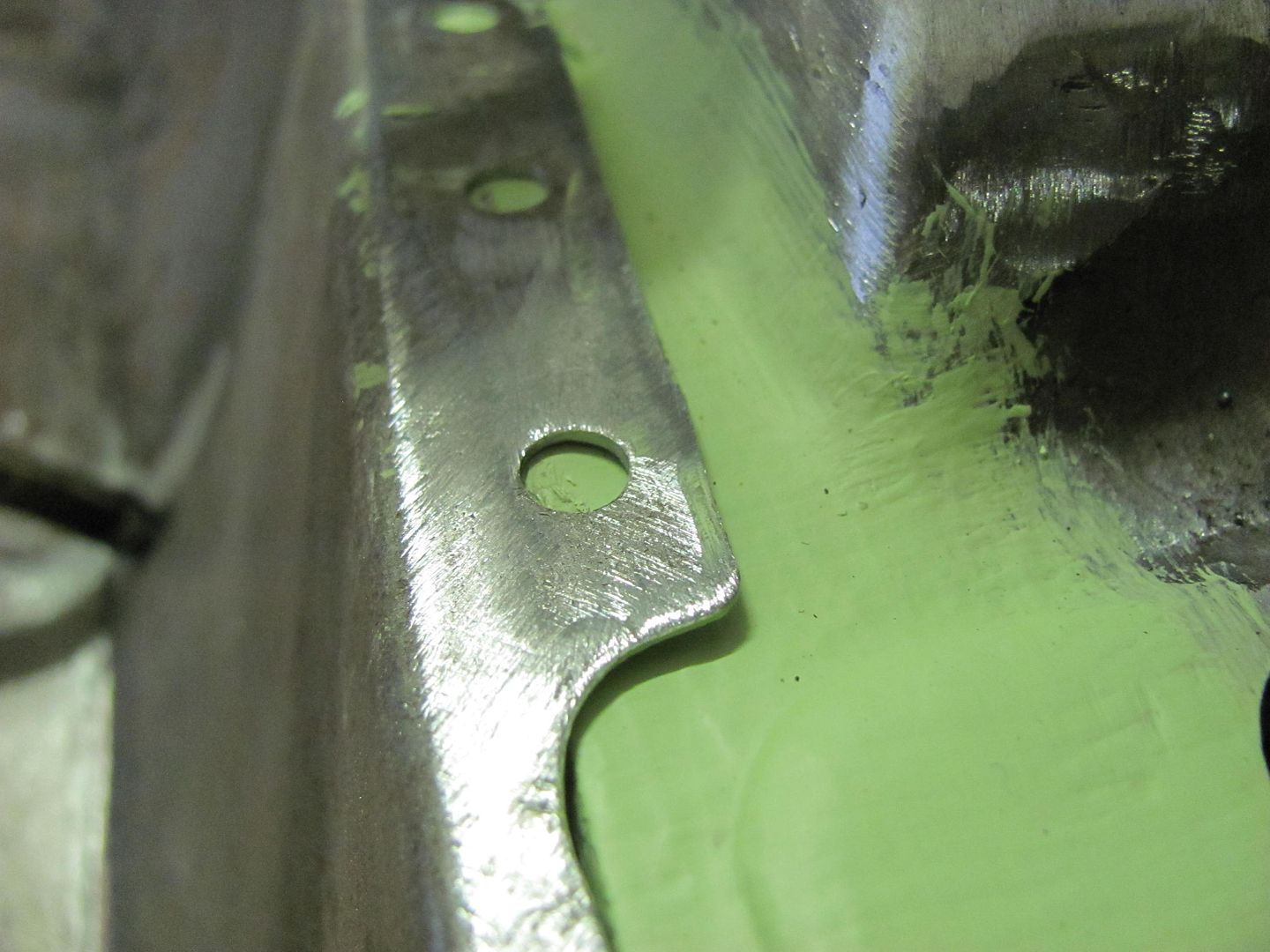
And now some progress you can actually see, the crossmember installed. Still need to lay out and drill the other passenger side.



And now, just to show some eye candy, here's a truck that a high school buddy is restoring, it was his father's as we were coming up, and he inherited the truck a few years back when his father passed. He and his brothers have been working the past couple years to get it back together, and this weekend marked the start of its shake-down season...




Tonight I went to my BIL's and borrowed his plasma cutter to put the new holes in the mounting flanges of the crossmember. After all that welding, drill bits do not play nicely. Holes added....
Used a washer with a 1-1/4 hole, which worked just about right as a template for the plasma torch to provide a 3/4 clearance hole....
And now some progress you can actually see, the crossmember installed. Still need to lay out and drill the other passenger side.
And now, just to show some eye candy, here's a truck that a high school buddy is restoring, it was his father's as we were coming up, and he inherited the truck a few years back when his father passed. He and his brothers have been working the past couple years to get it back together, and this weekend marked the start of its shake-down season...




































































 , but don't you have to have to remove the epoxy paint on the adjacent panel's 'spot' prior to the plug weld? What specific epoxy (primer ?) do you use for rust protection between adjacent panels? Do you shoot the epoxy right there in your fab area and with what gun? Also, do you ever shoot undercoating in voids (in addition to the epoxy) and plug the access holes for long term rust prevention? The reason I ask is that I've got to replace the inner and out rocker panels on a Mk2 Jag sedan and I've wondered how best to add rust protection and still get solid welds with no contamination. The Jag has been 'waiting patiently' for me to get over my recalcitrance and get 'er done! lol Seeing your excellent work and having you generously explain the particulars has been great motivation for me to get cracking!
, but don't you have to have to remove the epoxy paint on the adjacent panel's 'spot' prior to the plug weld? What specific epoxy (primer ?) do you use for rust protection between adjacent panels? Do you shoot the epoxy right there in your fab area and with what gun? Also, do you ever shoot undercoating in voids (in addition to the epoxy) and plug the access holes for long term rust prevention? The reason I ask is that I've got to replace the inner and out rocker panels on a Mk2 Jag sedan and I've wondered how best to add rust protection and still get solid welds with no contamination. The Jag has been 'waiting patiently' for me to get over my recalcitrance and get 'er done! lol Seeing your excellent work and having you generously explain the particulars has been great motivation for me to get cracking!