Thanks!
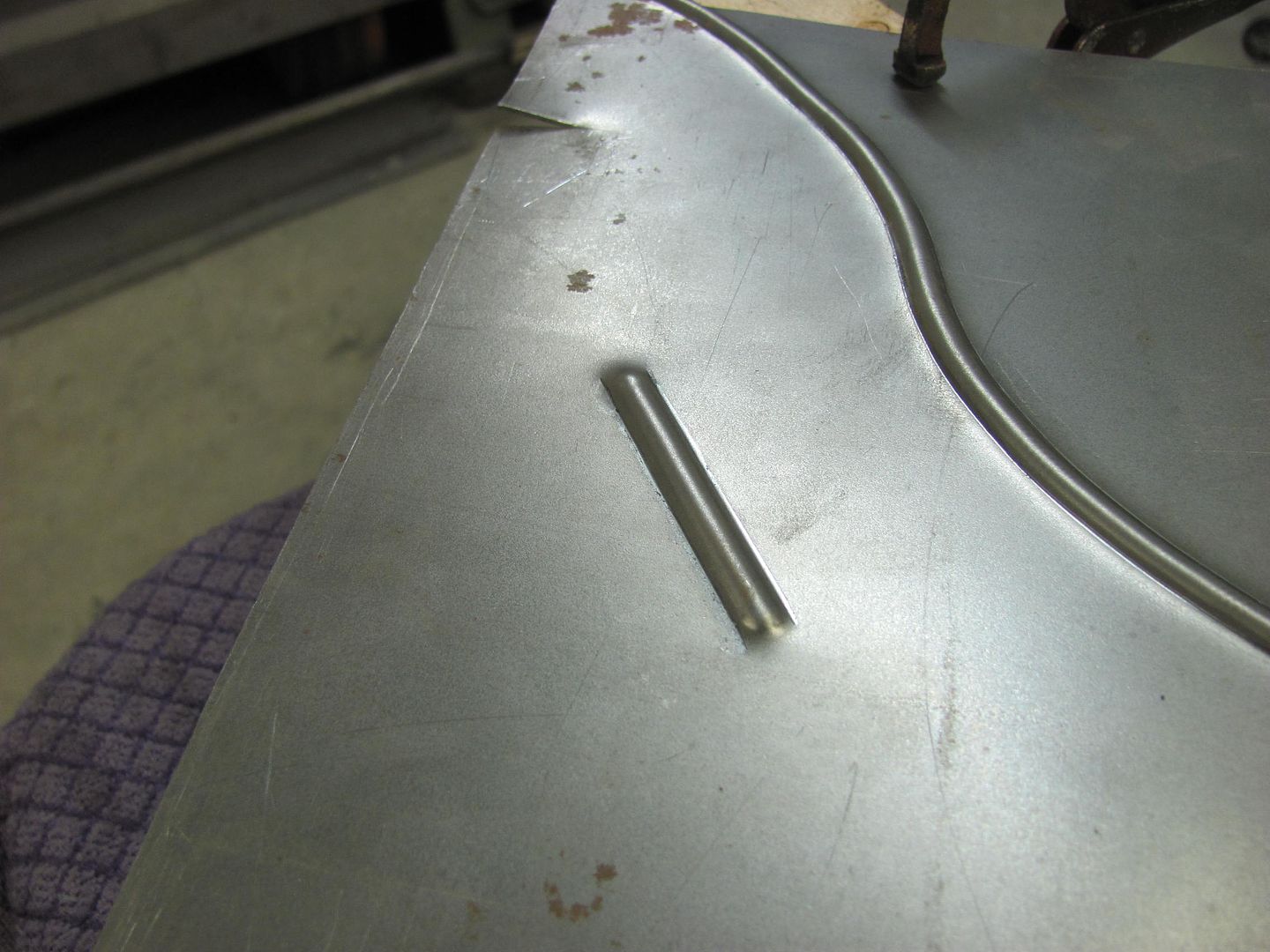
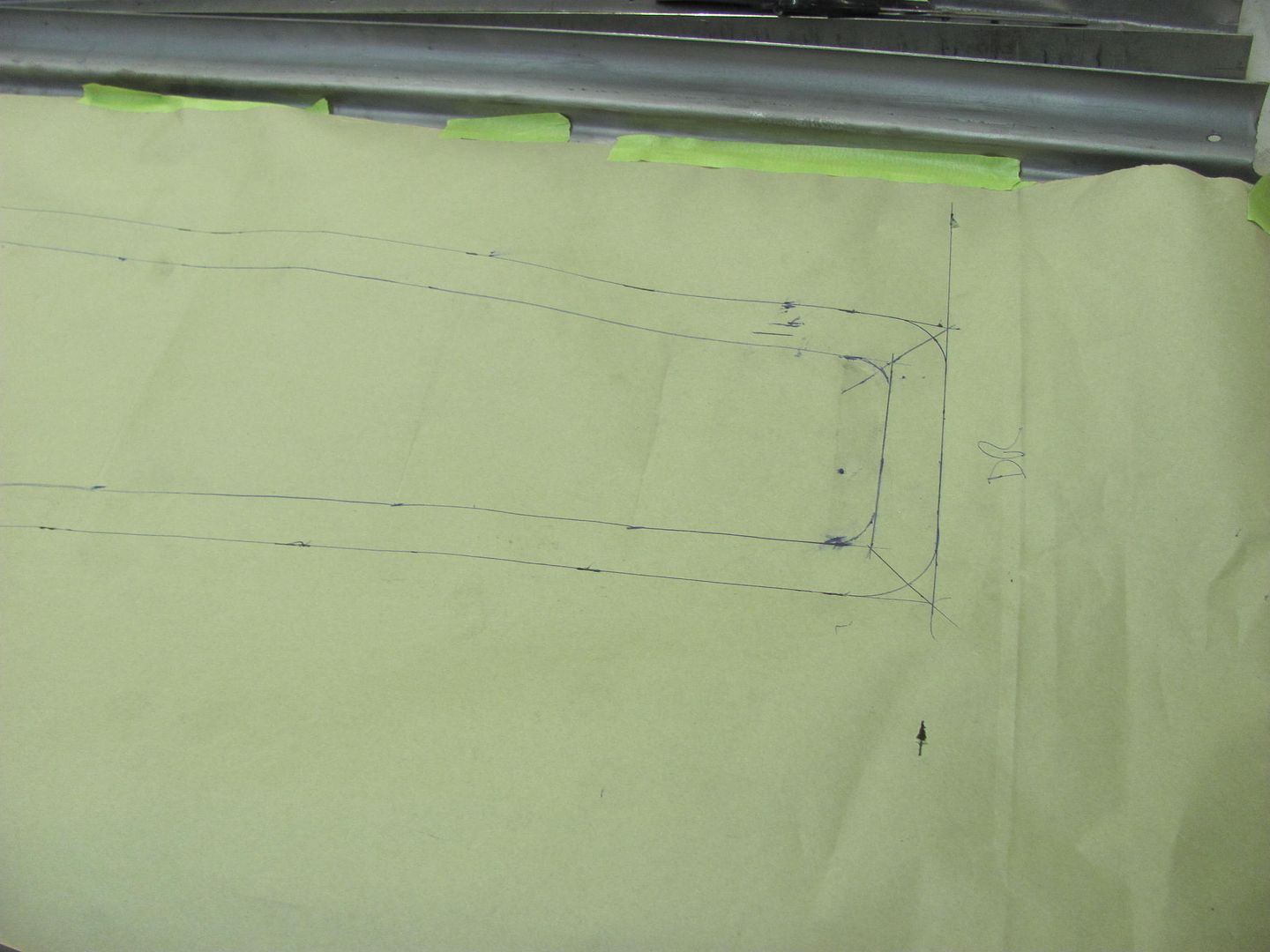
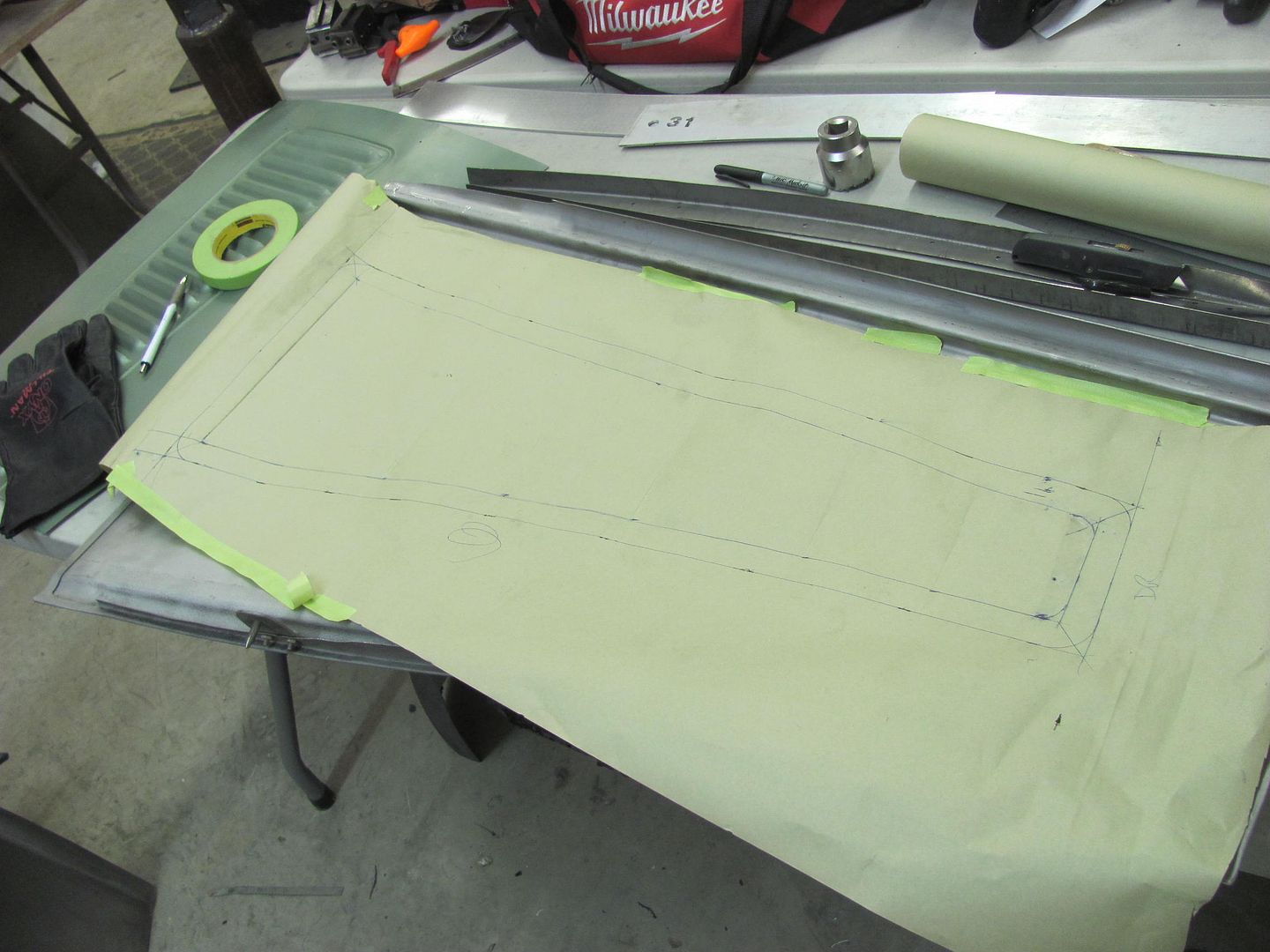
Well Cody posted up some pics today of the muffler "wrap" so I thought I'd add them here as a follow up for those that saw the post of us punching the stainless.

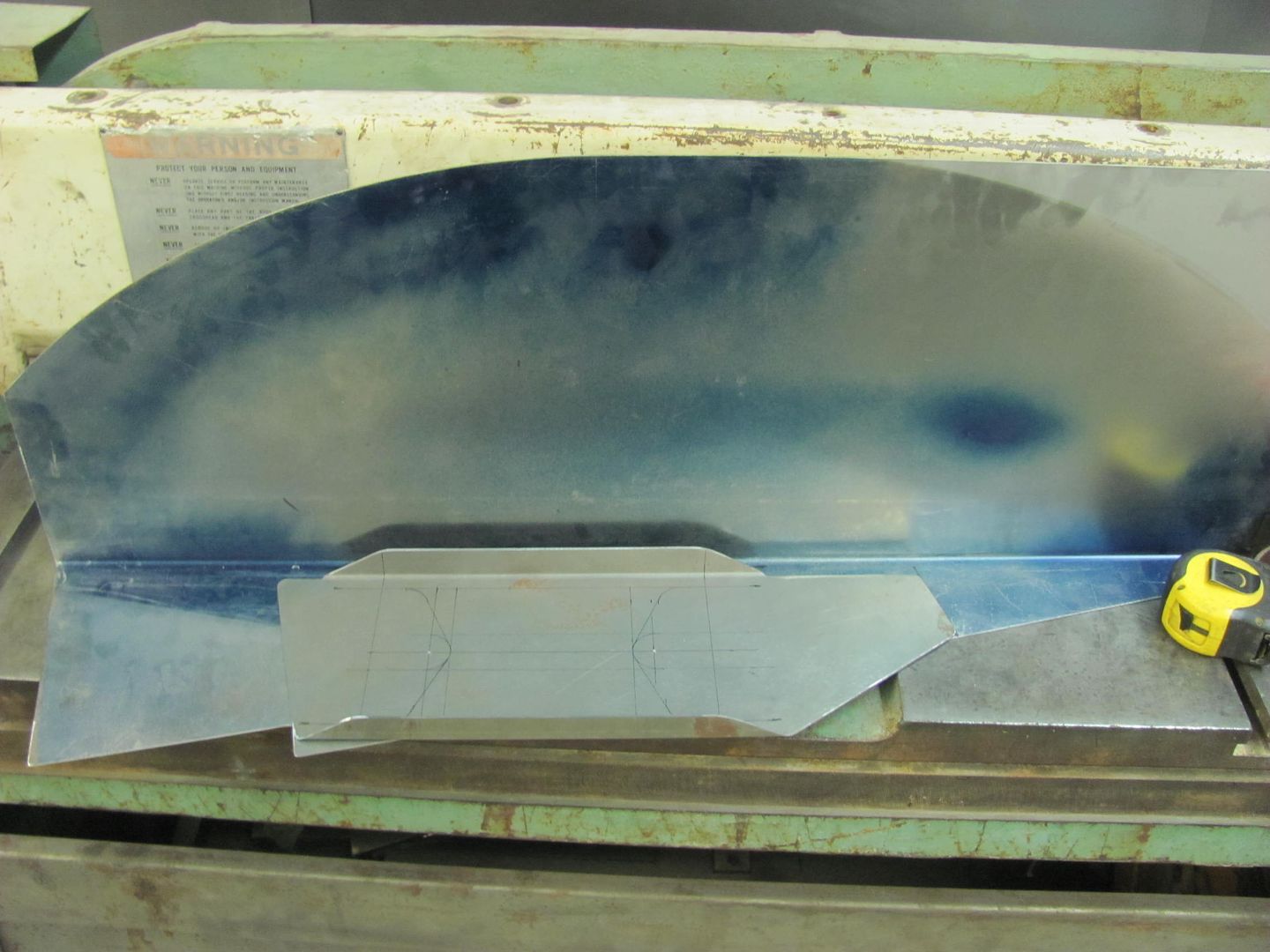
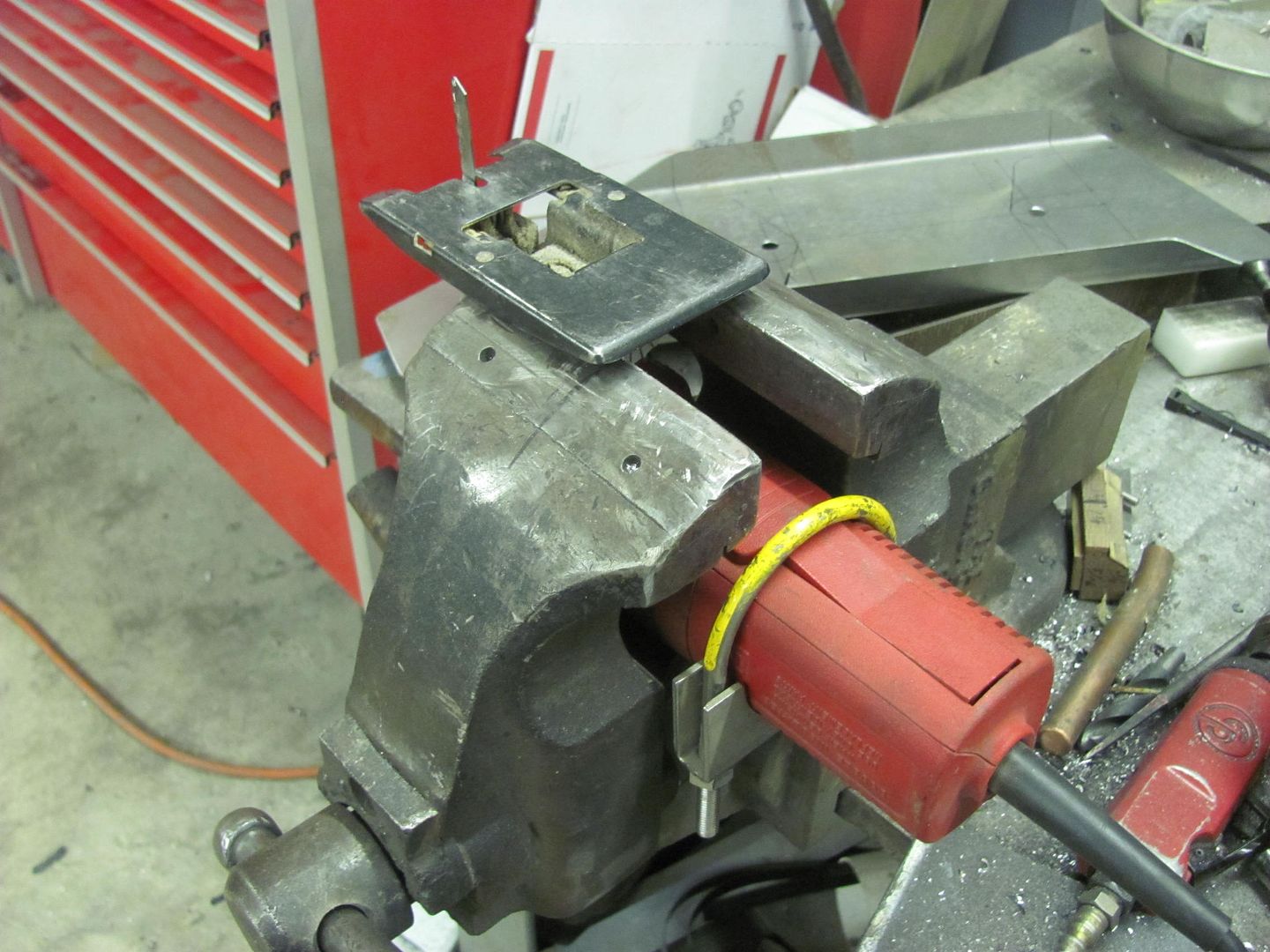
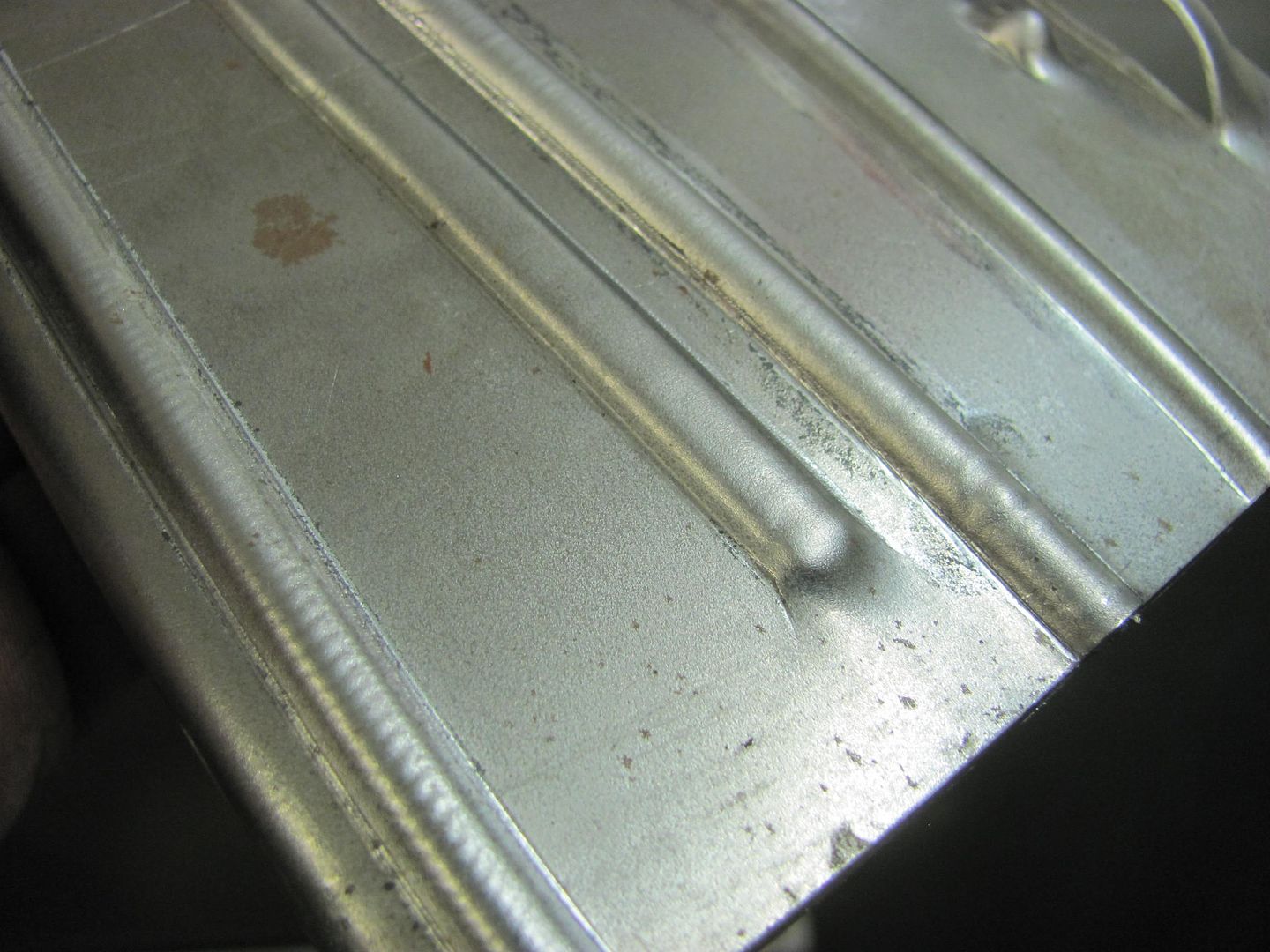
He's using stainless exhaust front to back, with two transverse mounted mufflers behind the rear axle. Since they are tucked up inside the frame rails, a bit of air flow will be provided by the louvers..

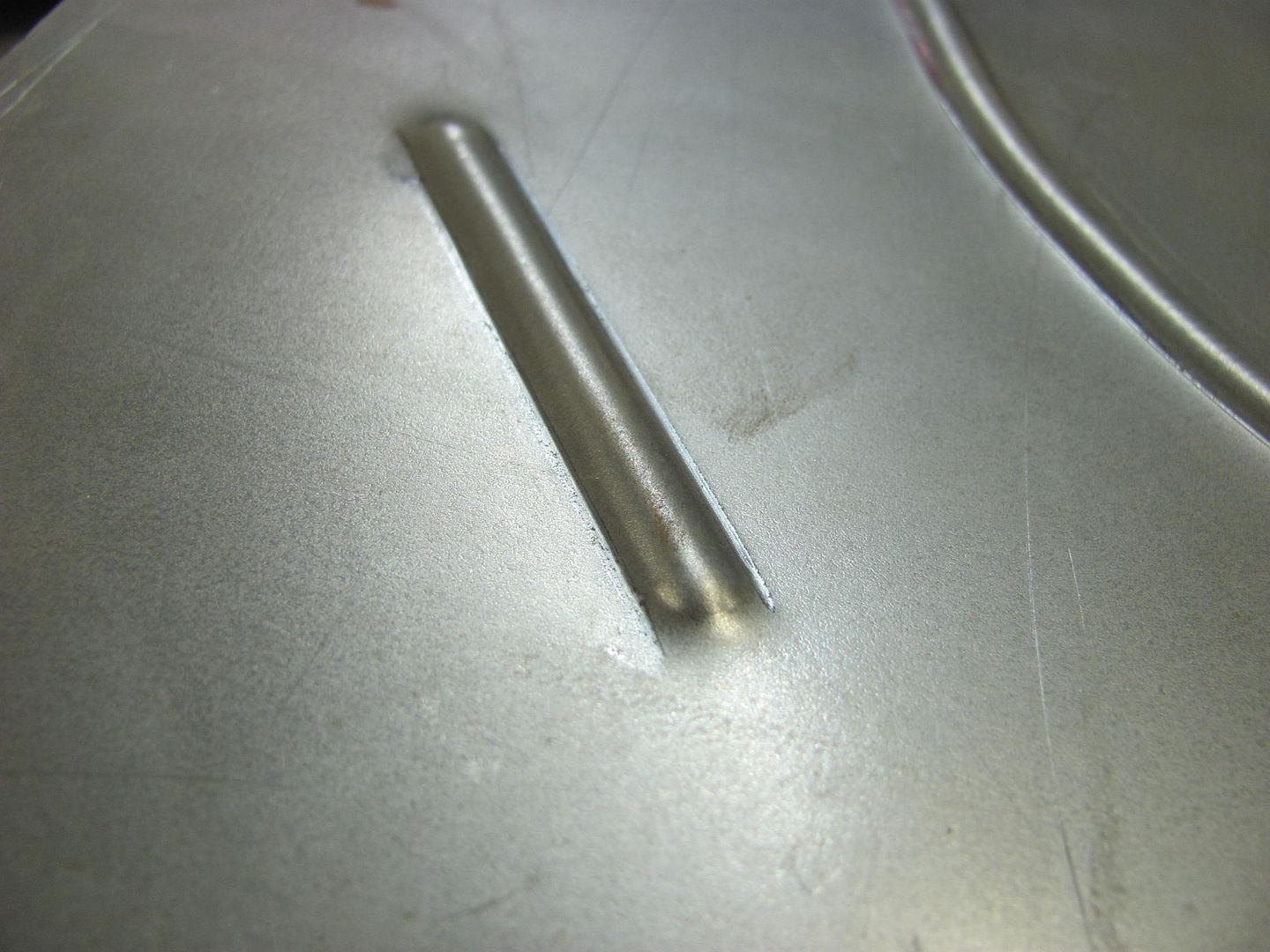
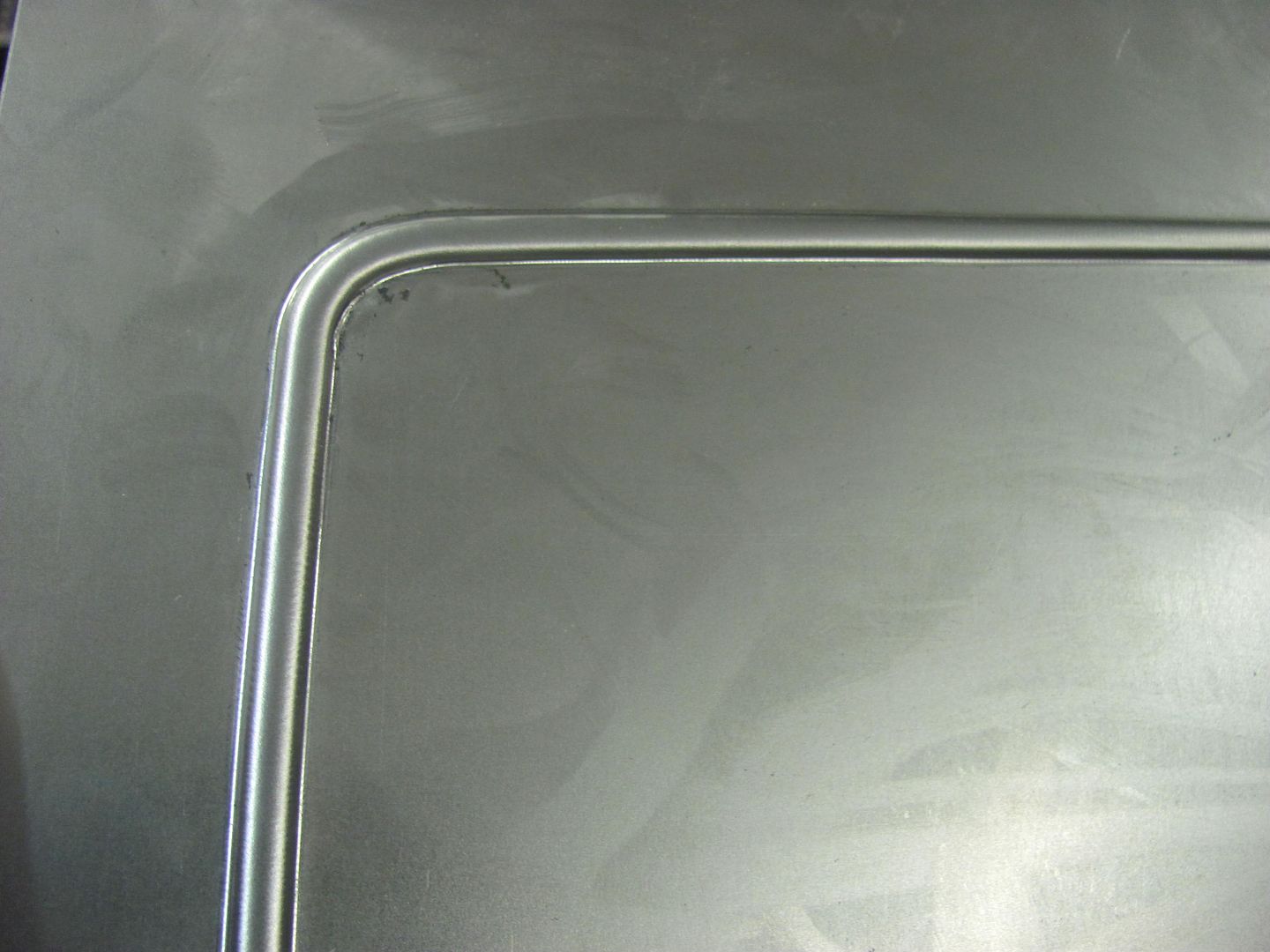
Note the "rolled" edge on the exhaust tail pipes. Cody says he isn't a fan of unfinished edges, and this car is loaded with such detail from one end to the other.

Installed, the louvers facing the front should give nice air flow.

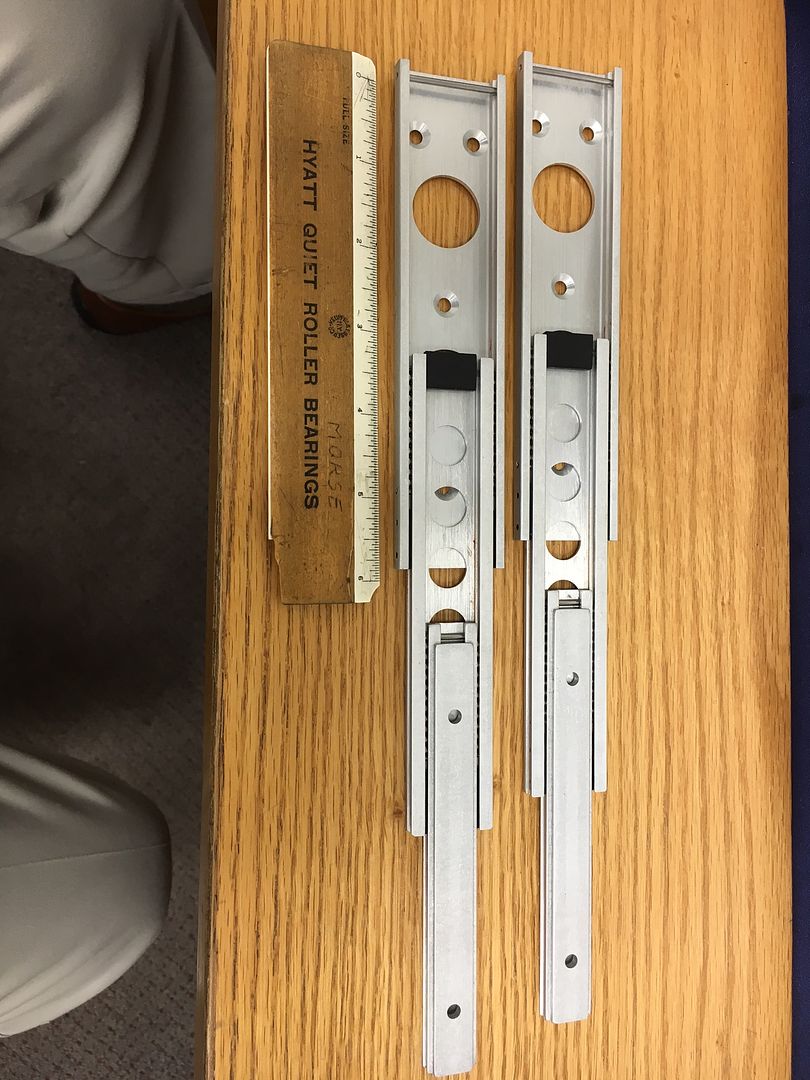
We've got another detail to work on with Cody, and it's been a nice change of pace to set the rusty metal aside and help out on his build with the louvers we've done. Thanks for the challenge!
Well Cody posted up some pics today of the muffler "wrap" so I thought I'd add them here as a follow up for those that saw the post of us punching the stainless.
He's using stainless exhaust front to back, with two transverse mounted mufflers behind the rear axle. Since they are tucked up inside the frame rails, a bit of air flow will be provided by the louvers..
Note the "rolled" edge on the exhaust tail pipes. Cody says he isn't a fan of unfinished edges, and this car is loaded with such detail from one end to the other.
Installed, the louvers facing the front should give nice air flow.
We've got another detail to work on with Cody, and it's been a nice change of pace to set the rusty metal aside and help out on his build with the louvers we've done. Thanks for the challenge!
Last edited: