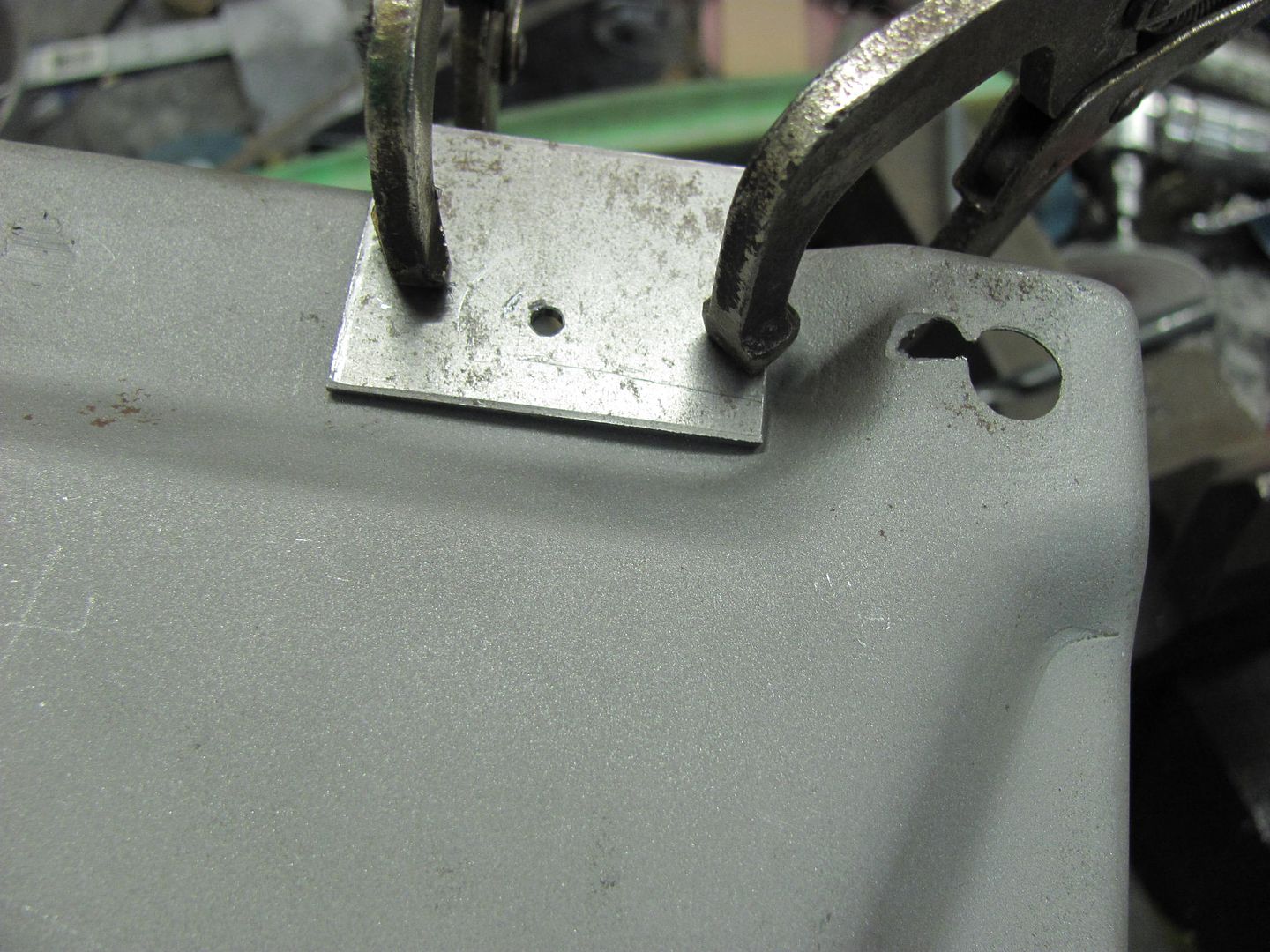
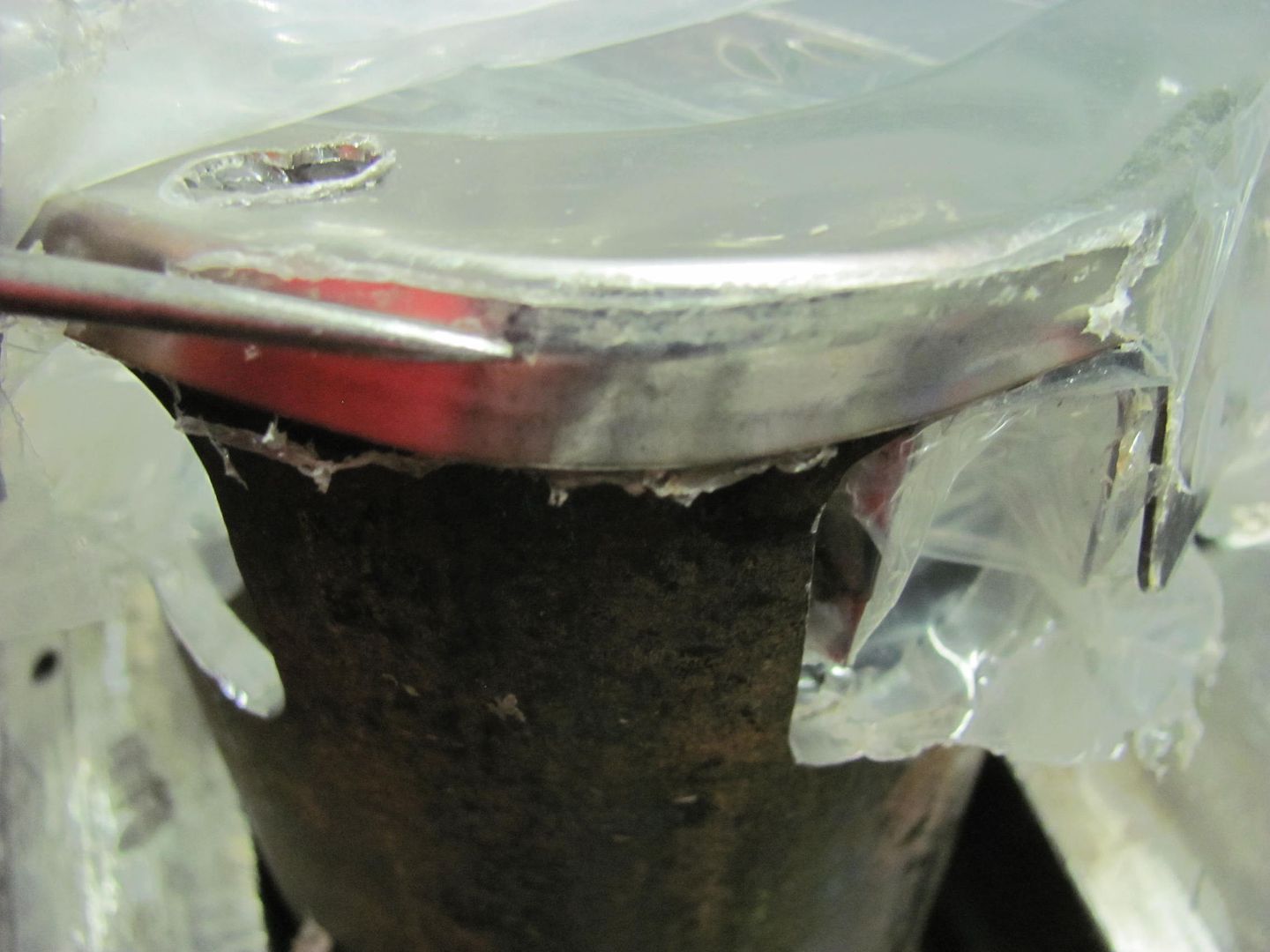
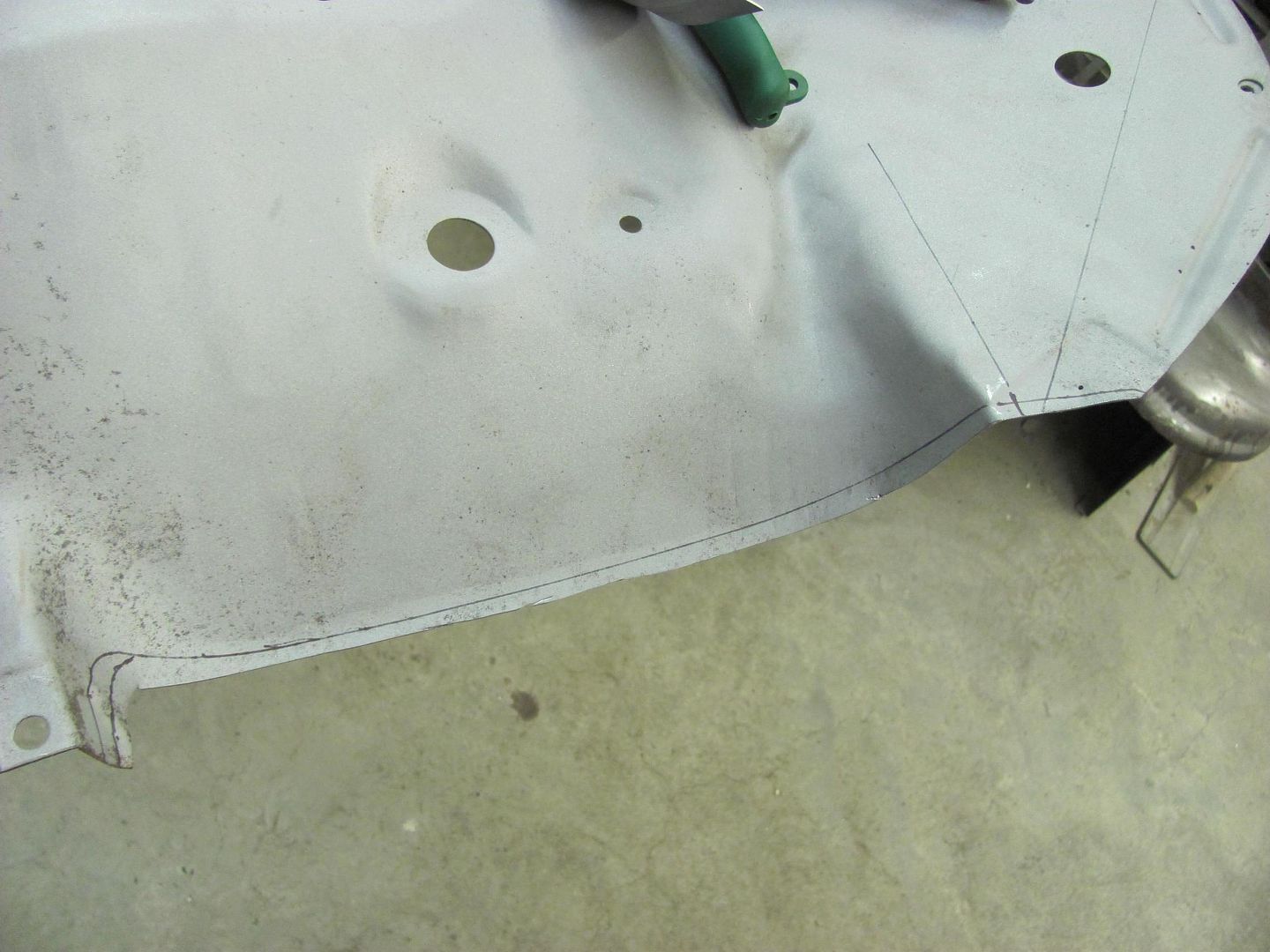
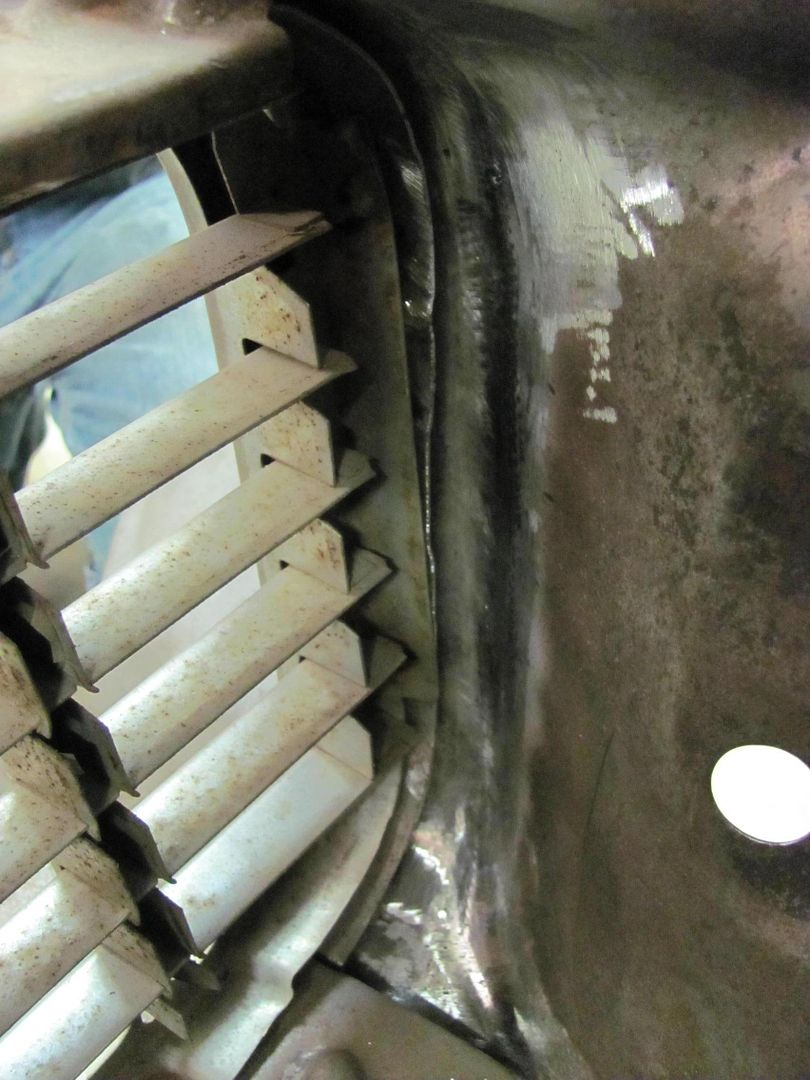
While I was finishing up the paint on the English Wheel, Kyle stripped the driver's inner fender. This one has the same issues in the front as well as a spot up top where the flange of the fender had some rust issues we previously repaired..


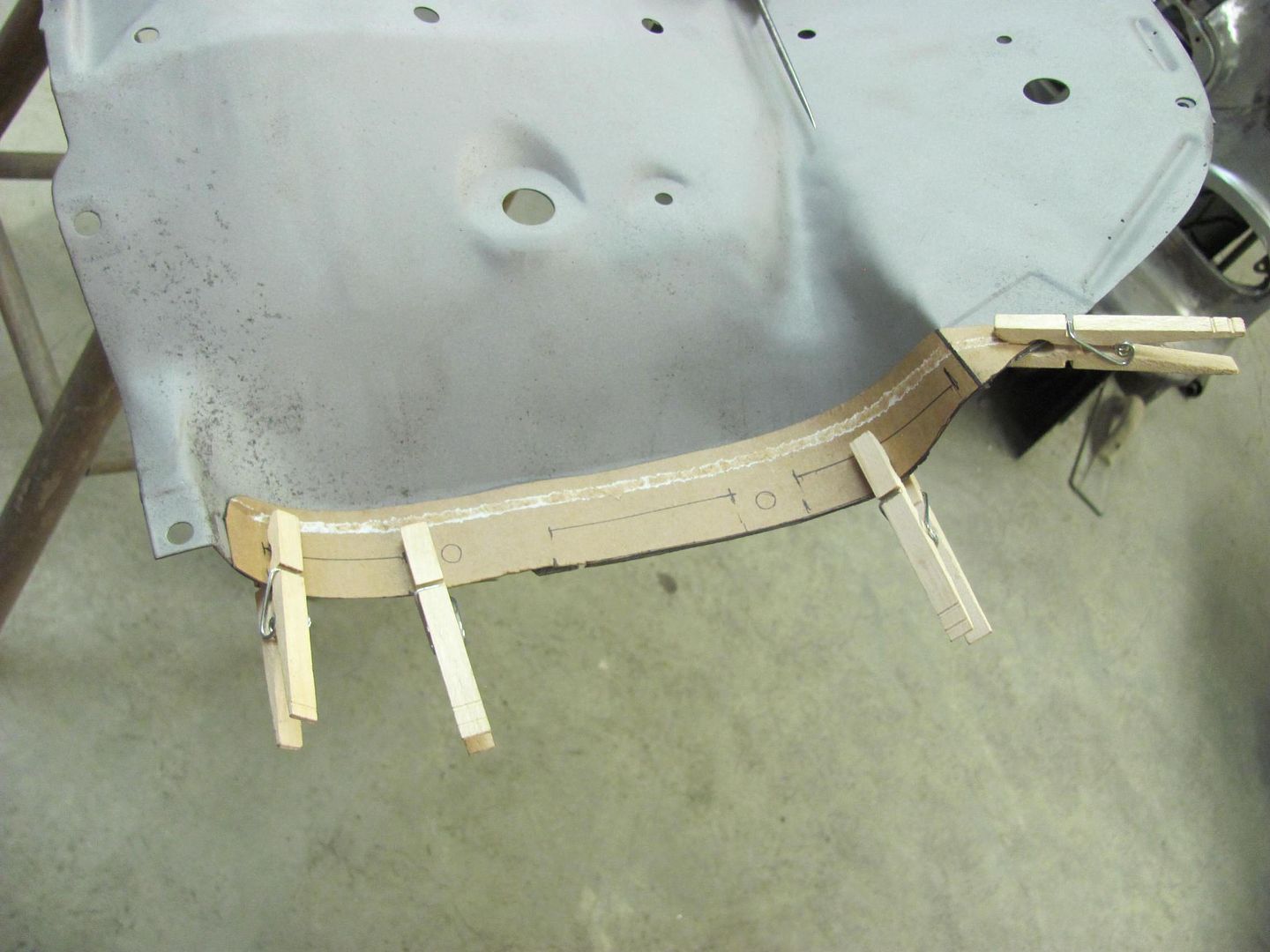
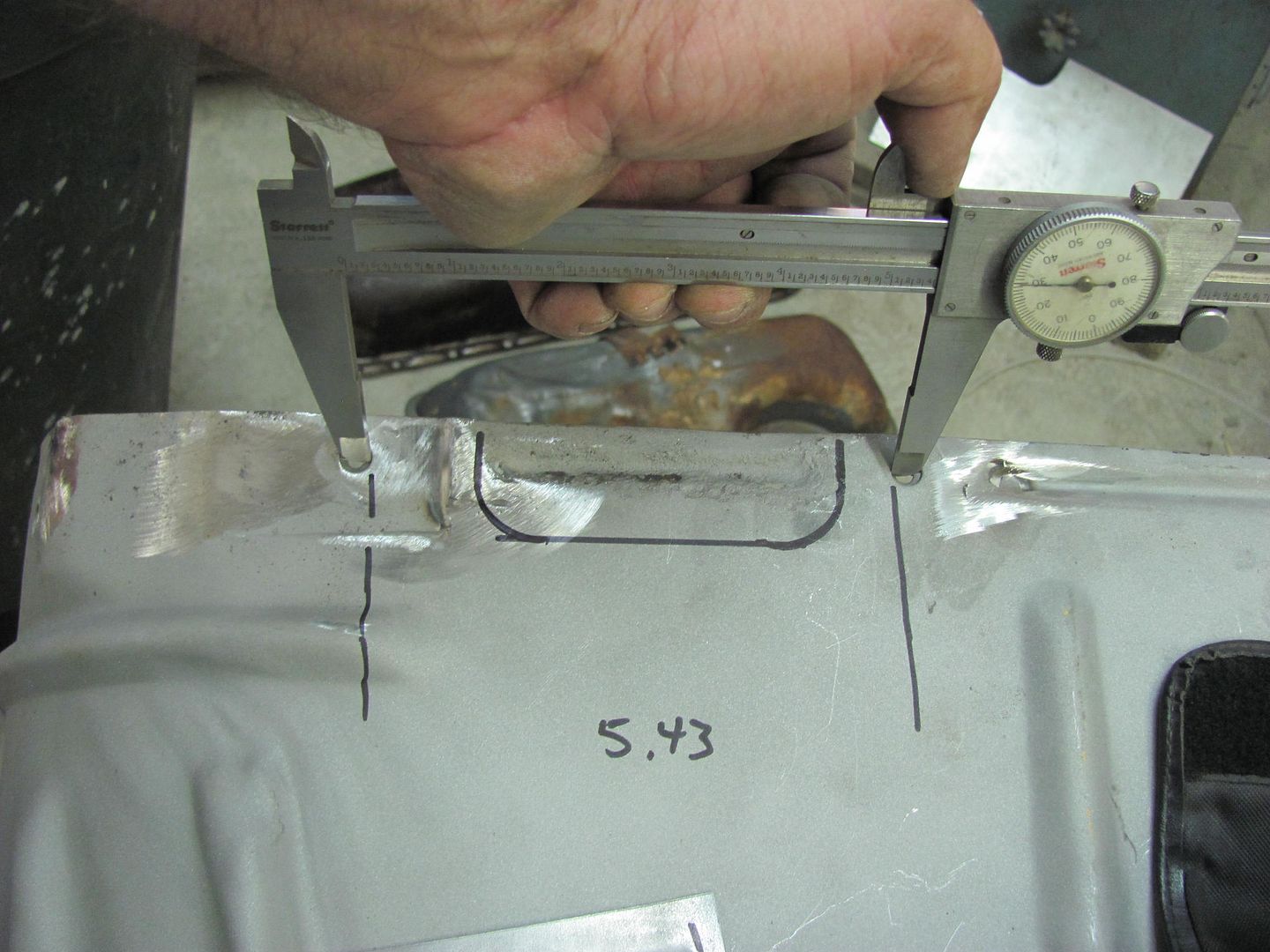
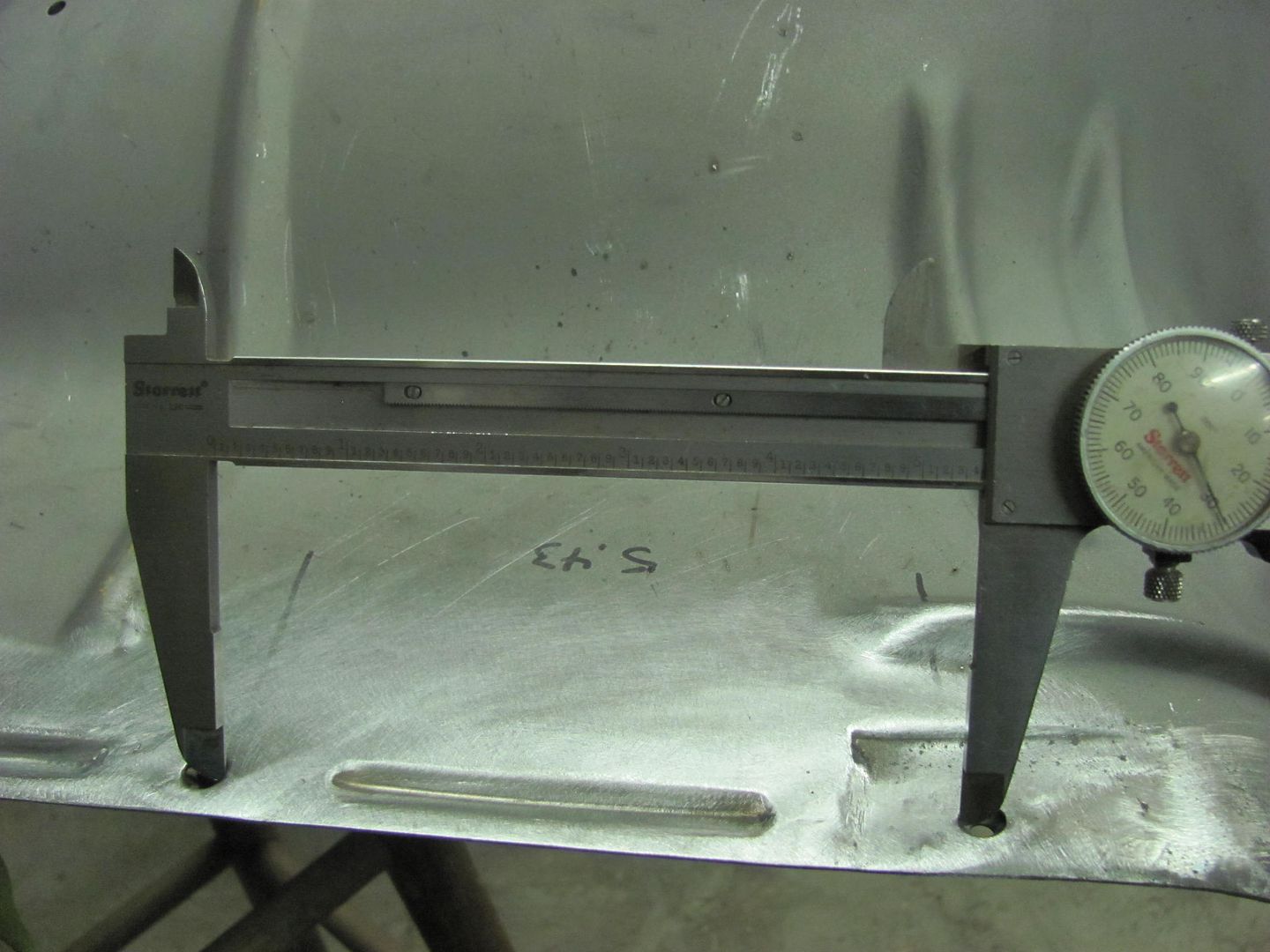
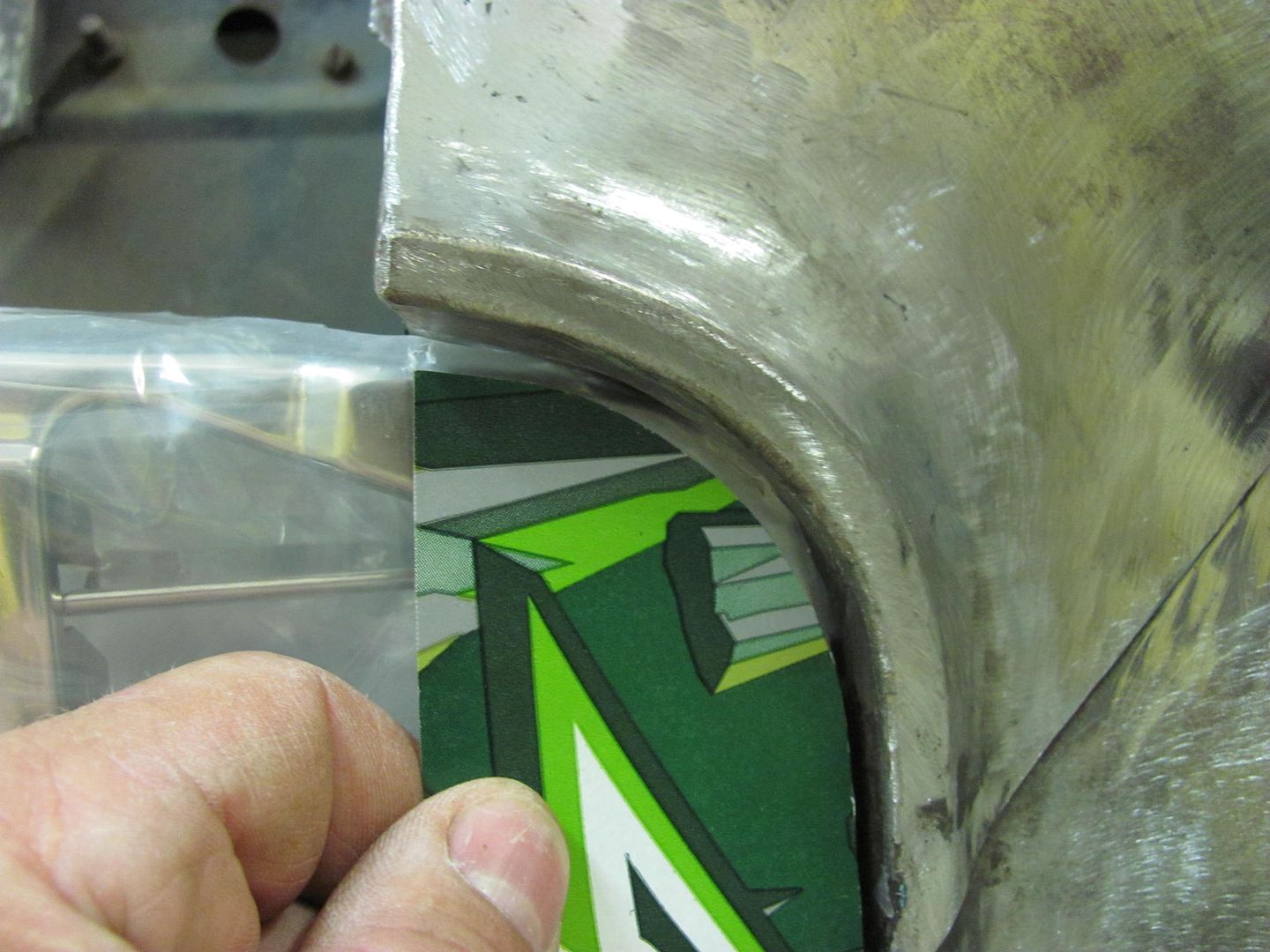
Looks like our same template will work here as well..

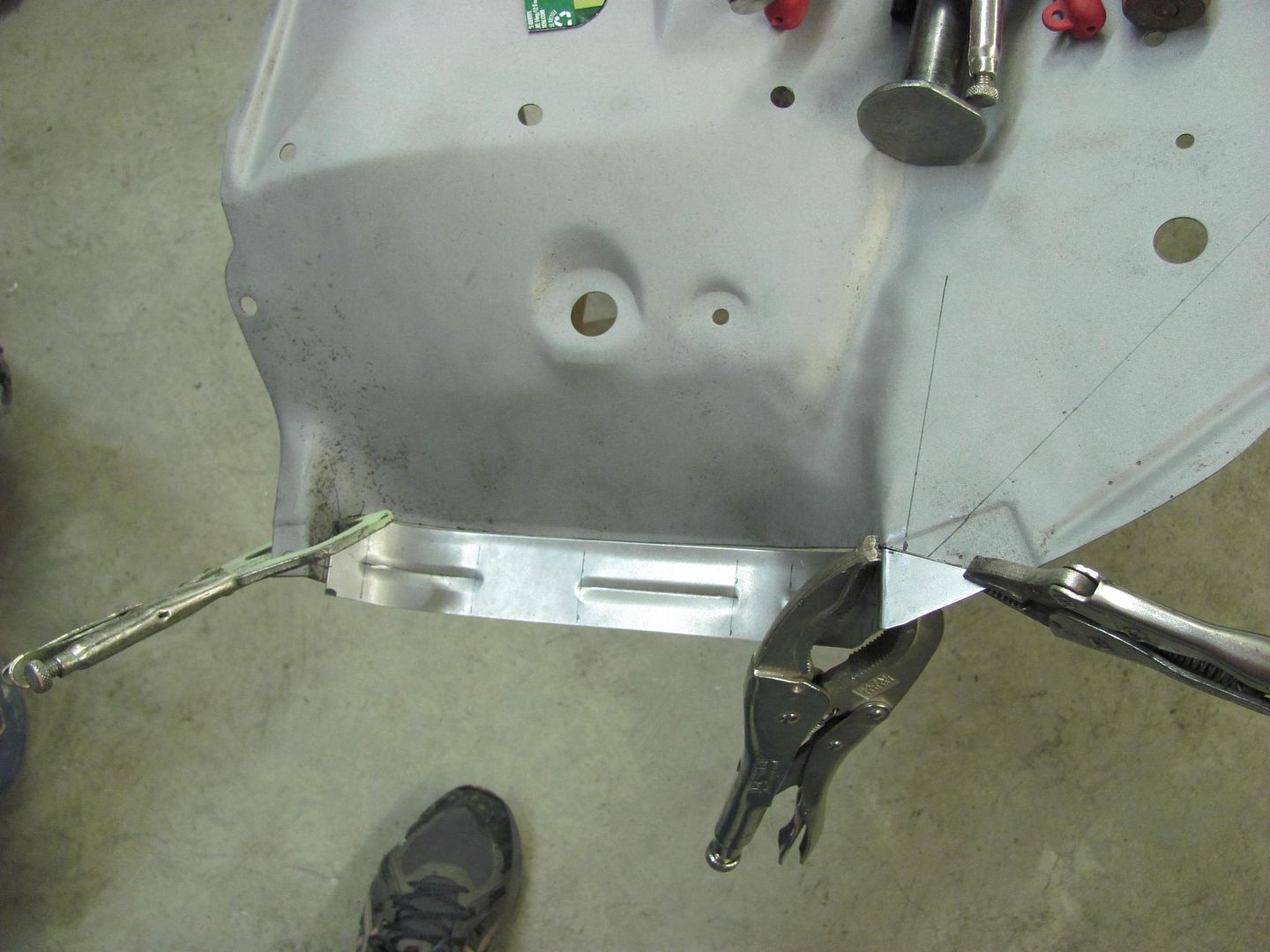
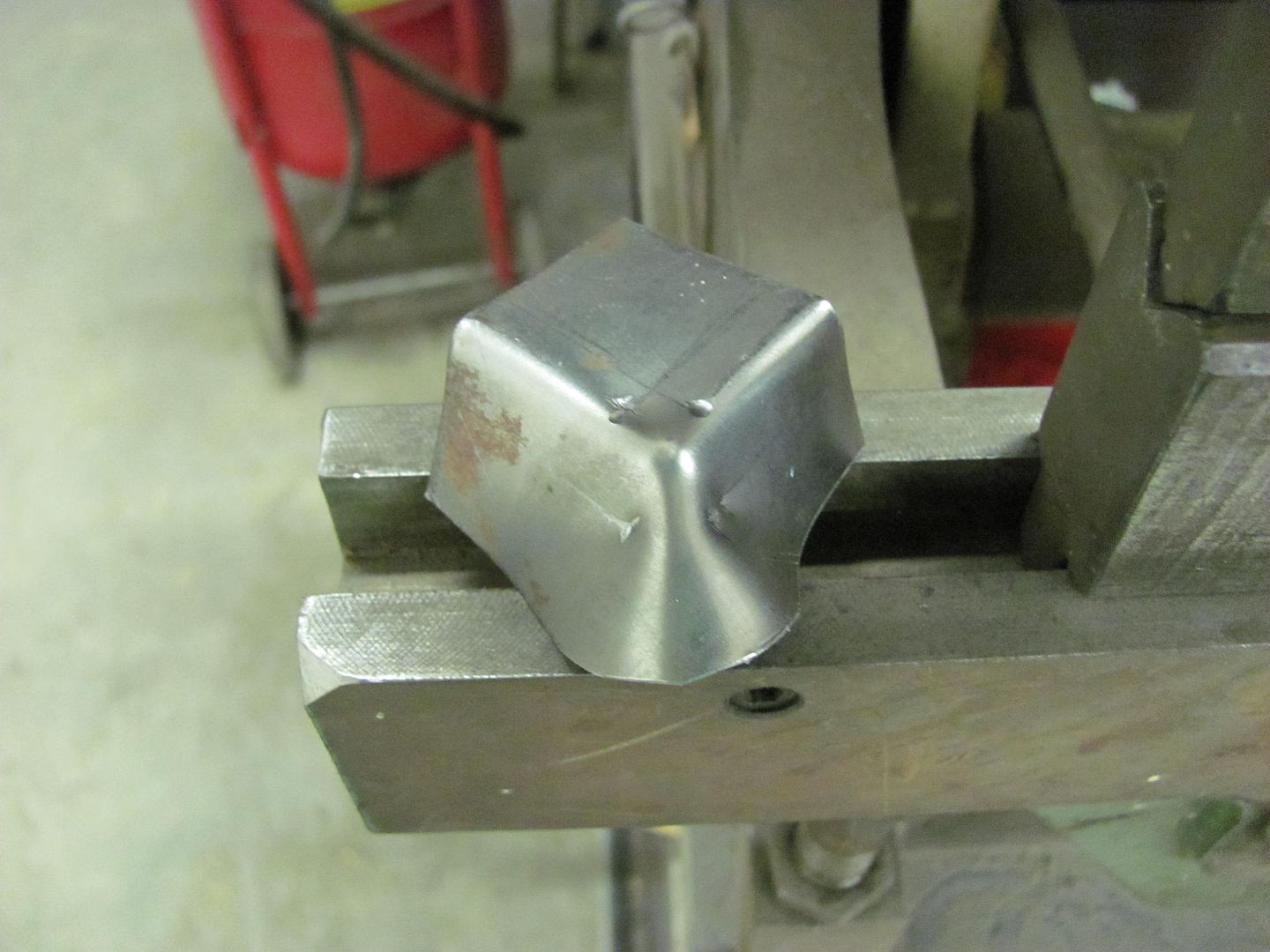
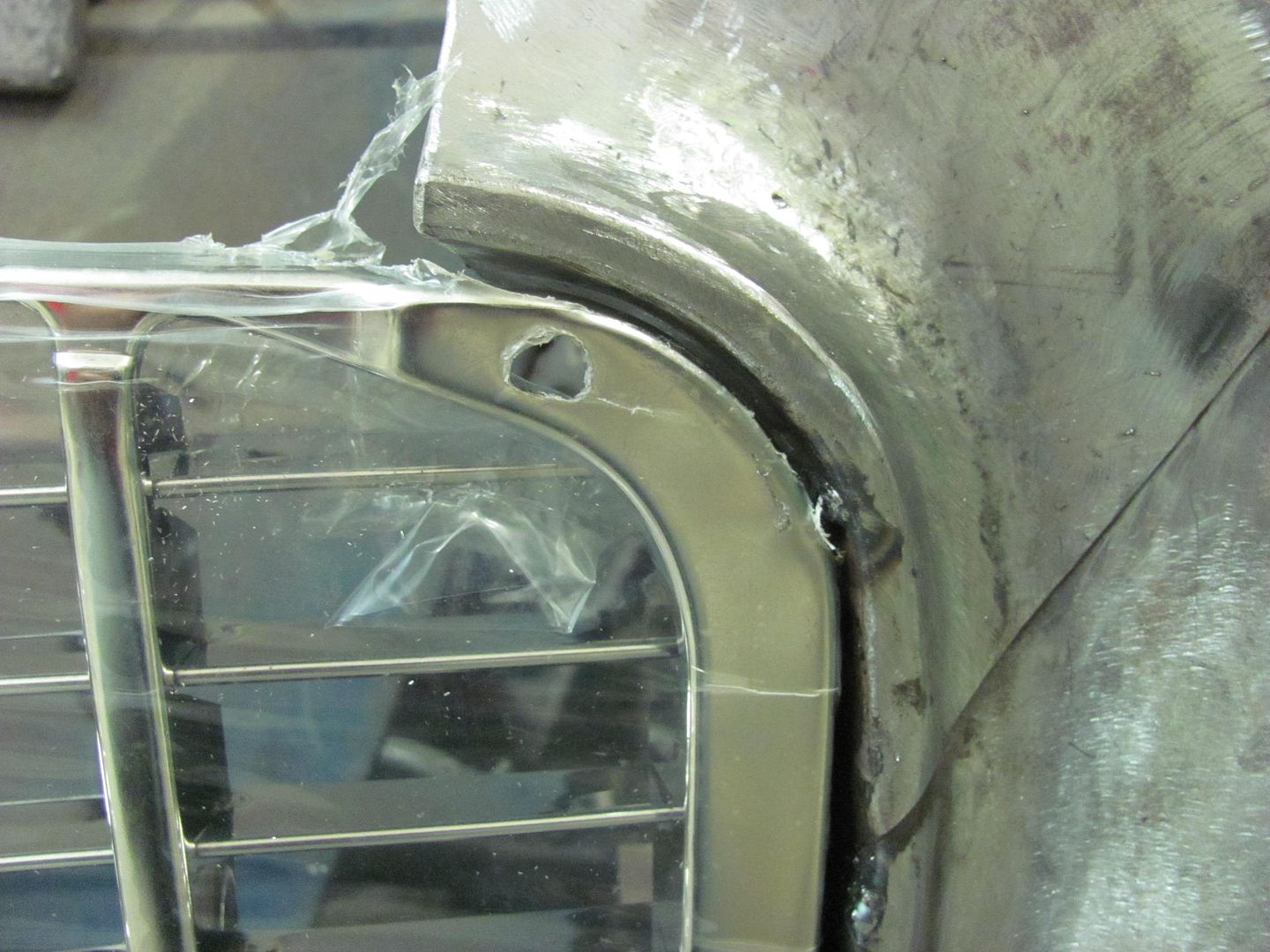
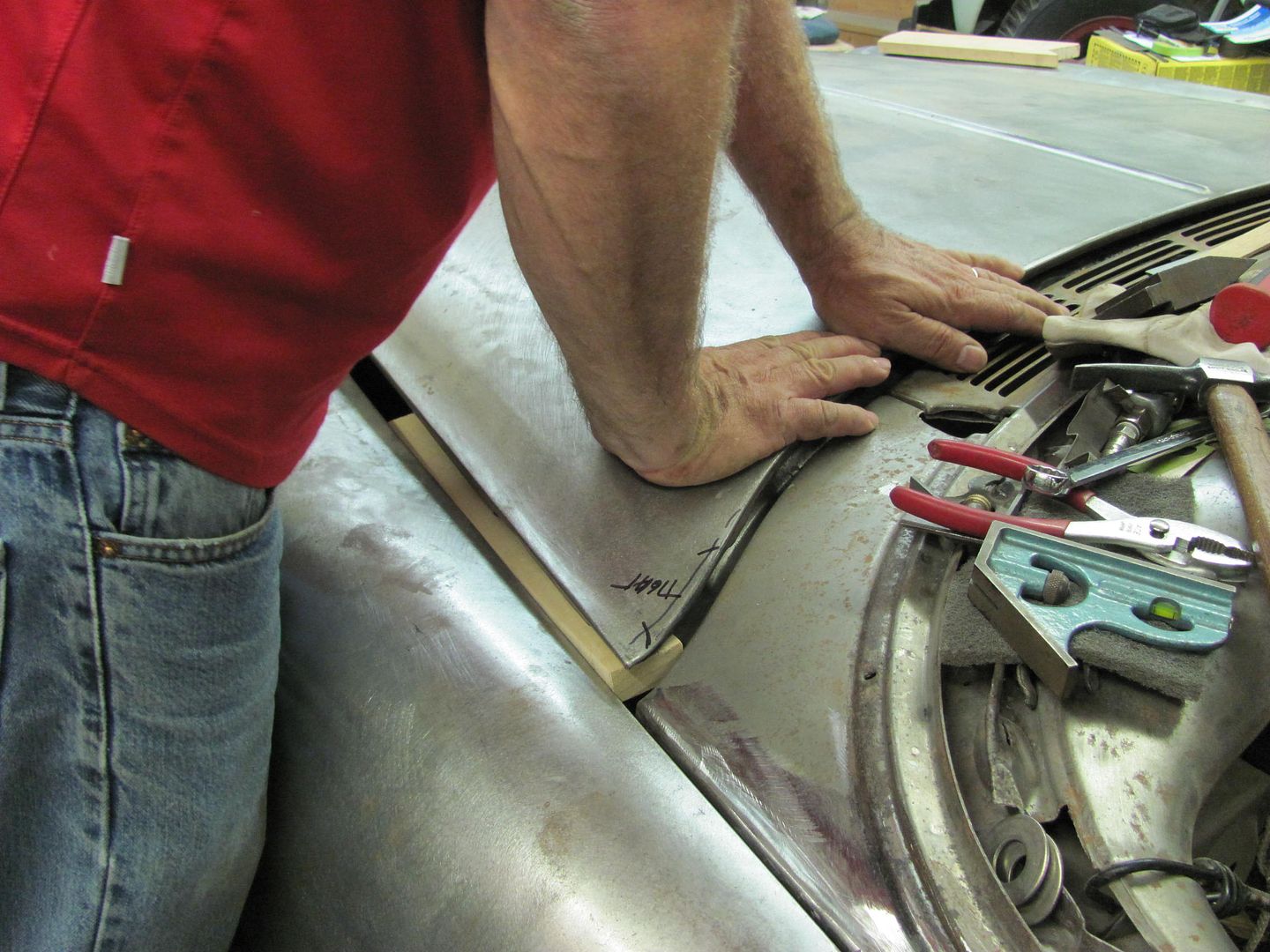
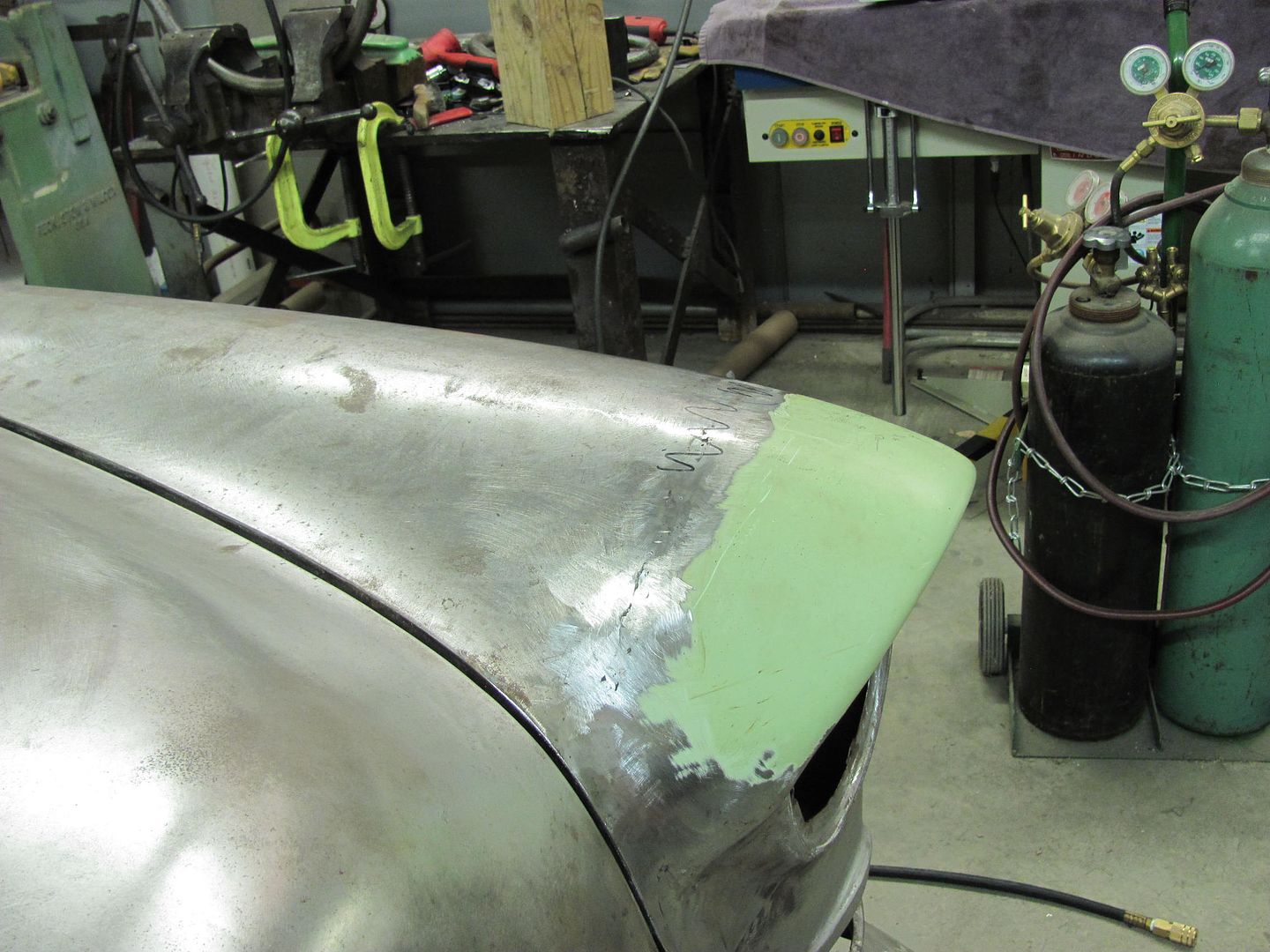
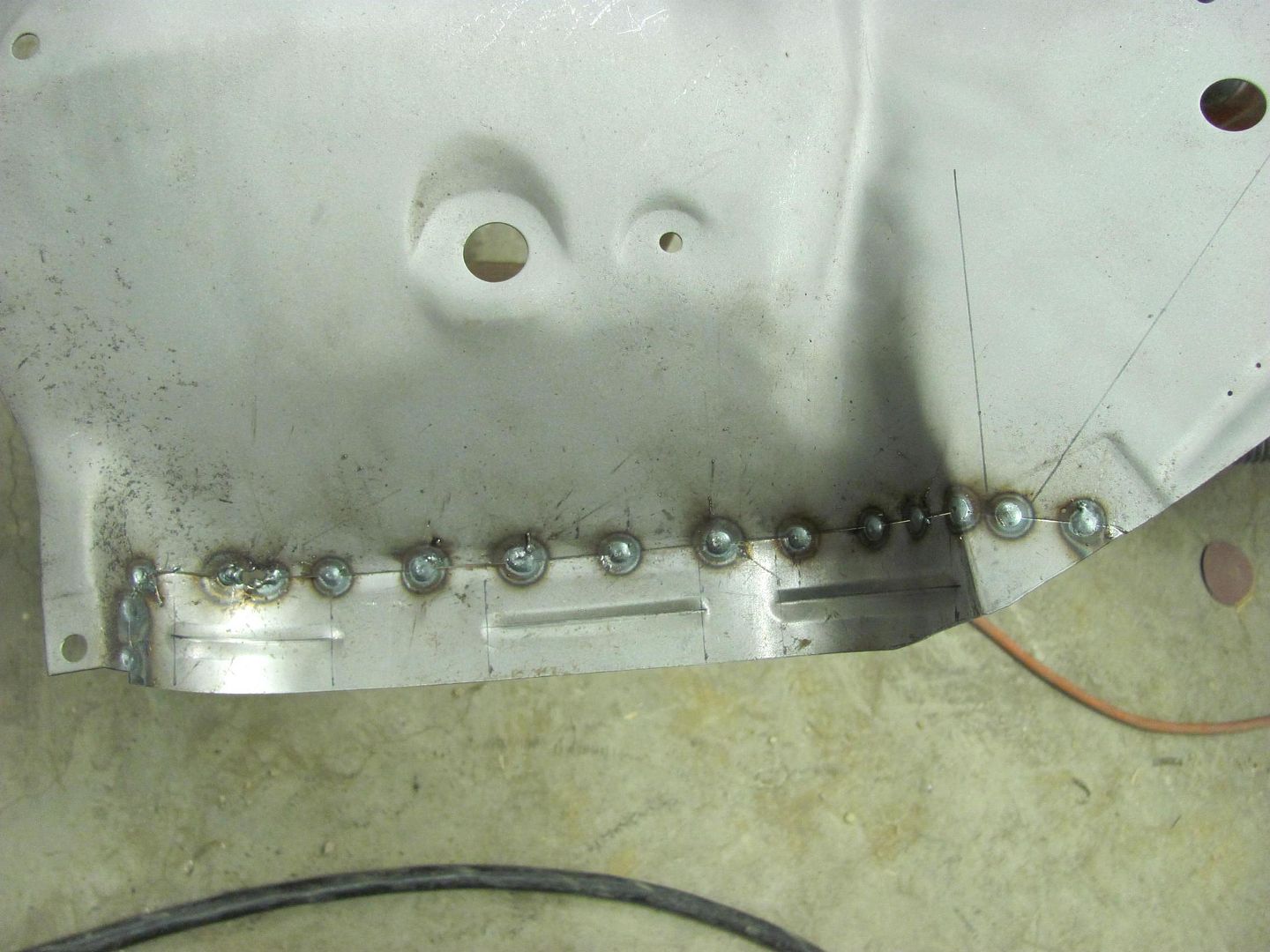
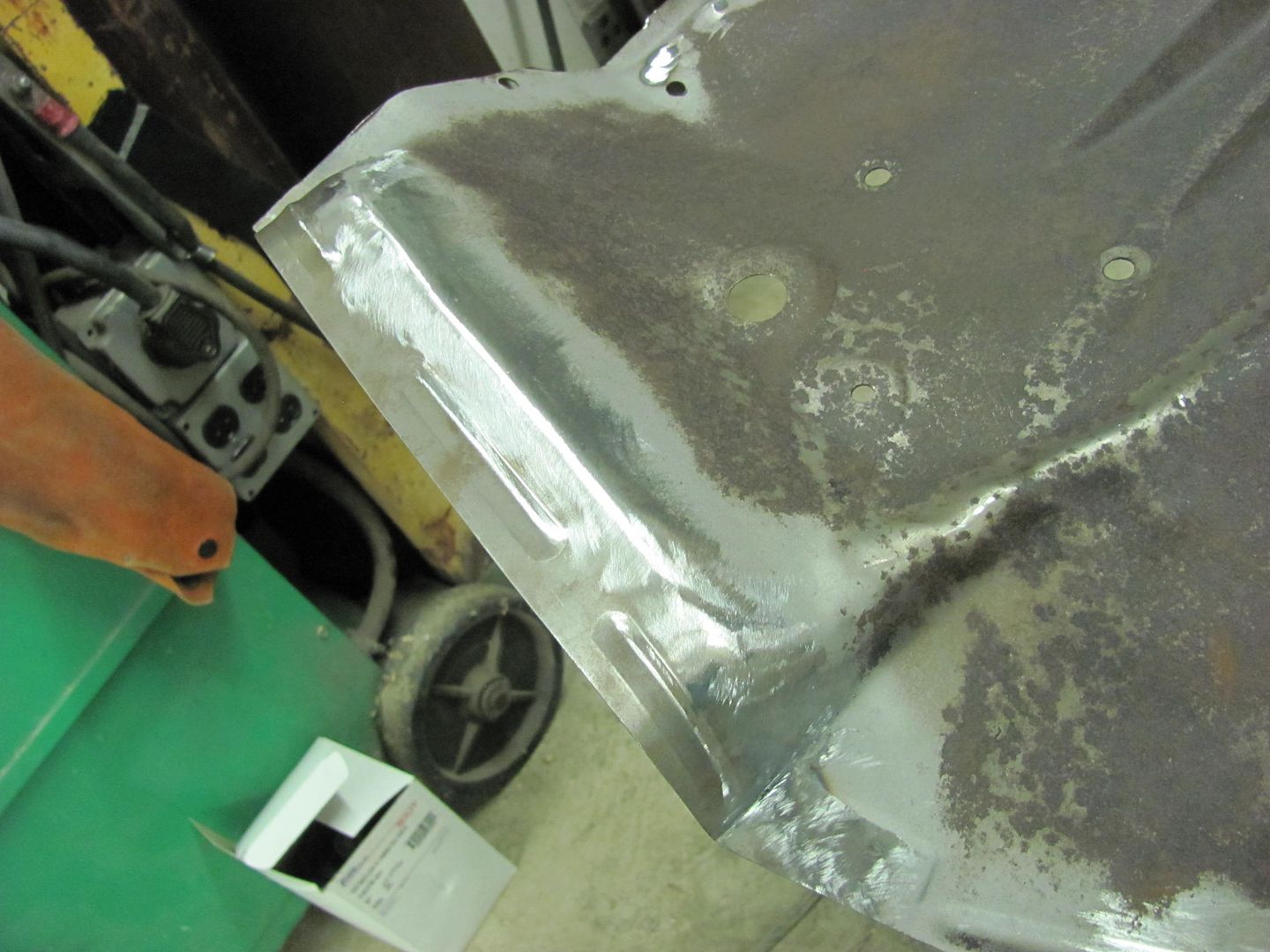
And while I was trimming more rust away, Kyle was working on the passenger side learning the fine art of dressing welds...



Looks like our same template will work here as well..
And while I was trimming more rust away, Kyle was working on the passenger side learning the fine art of dressing welds...



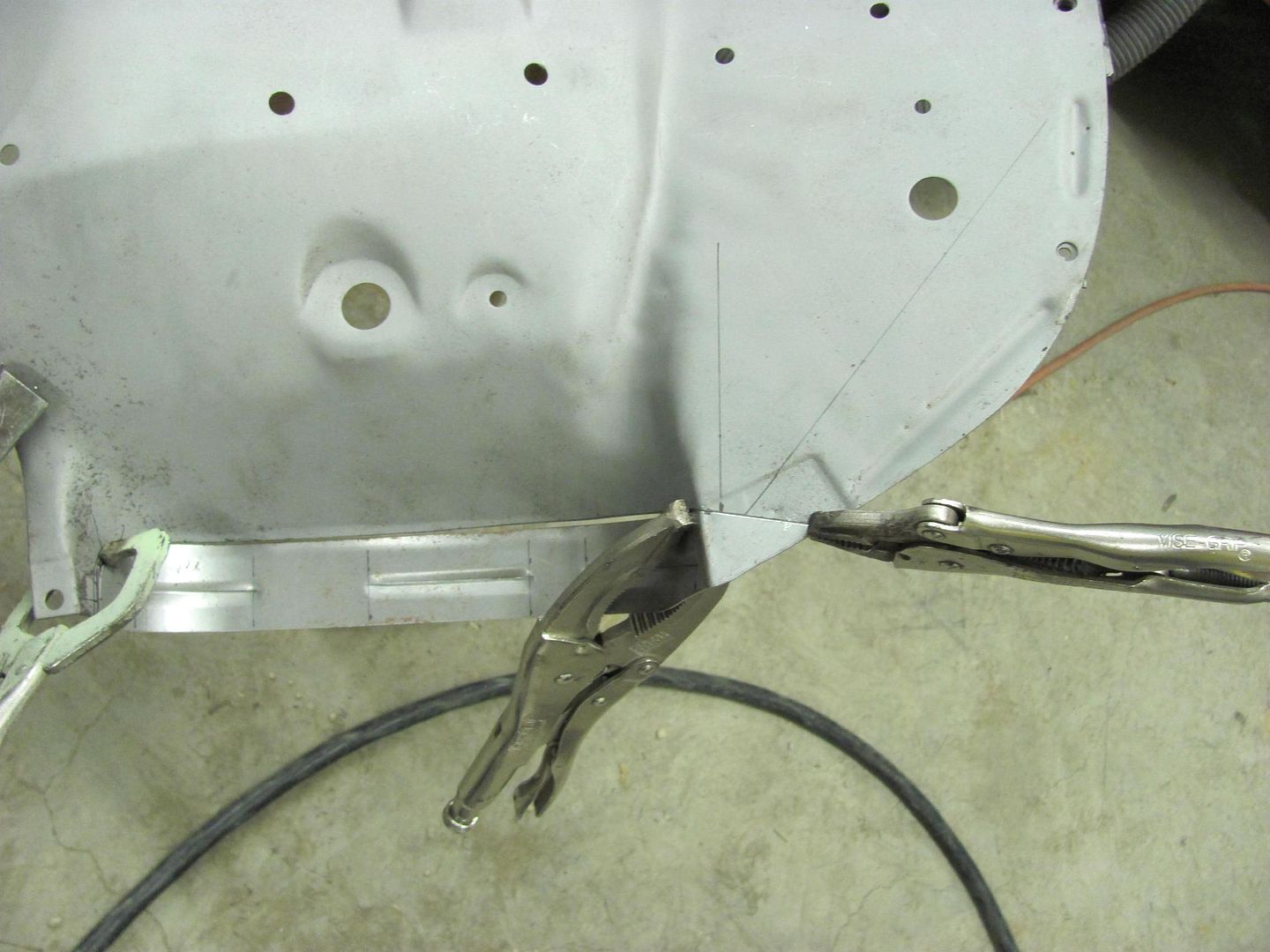





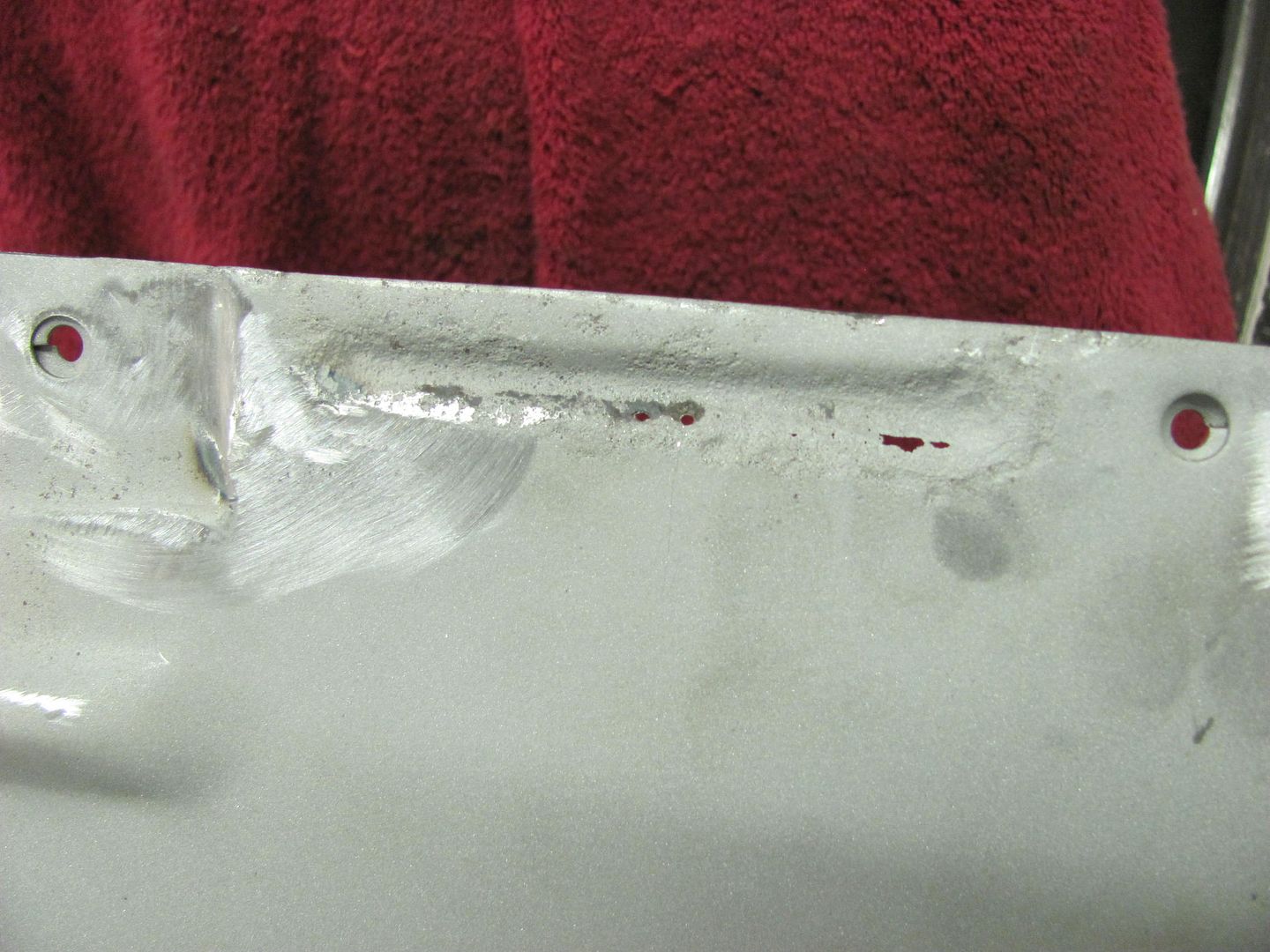





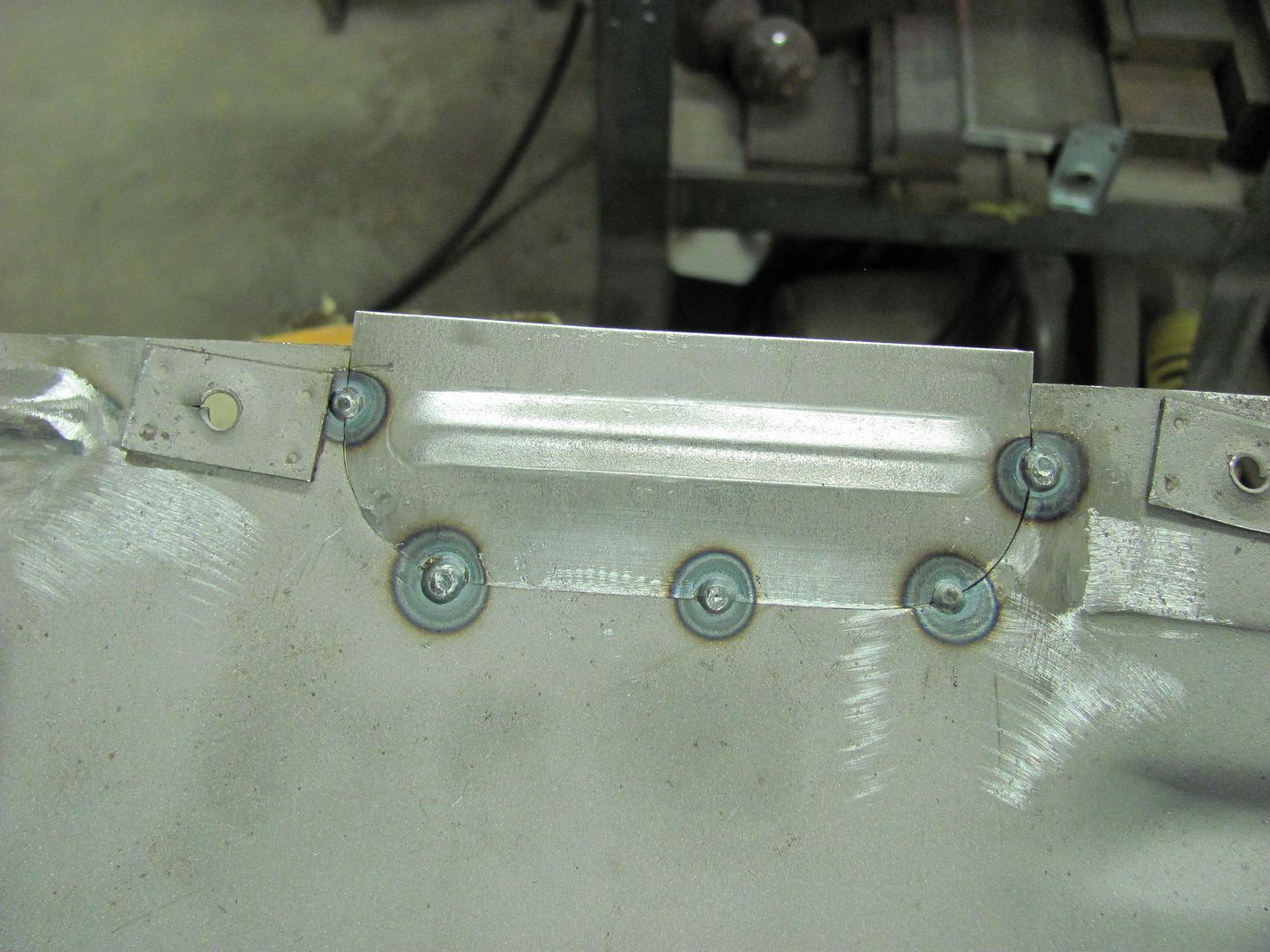

















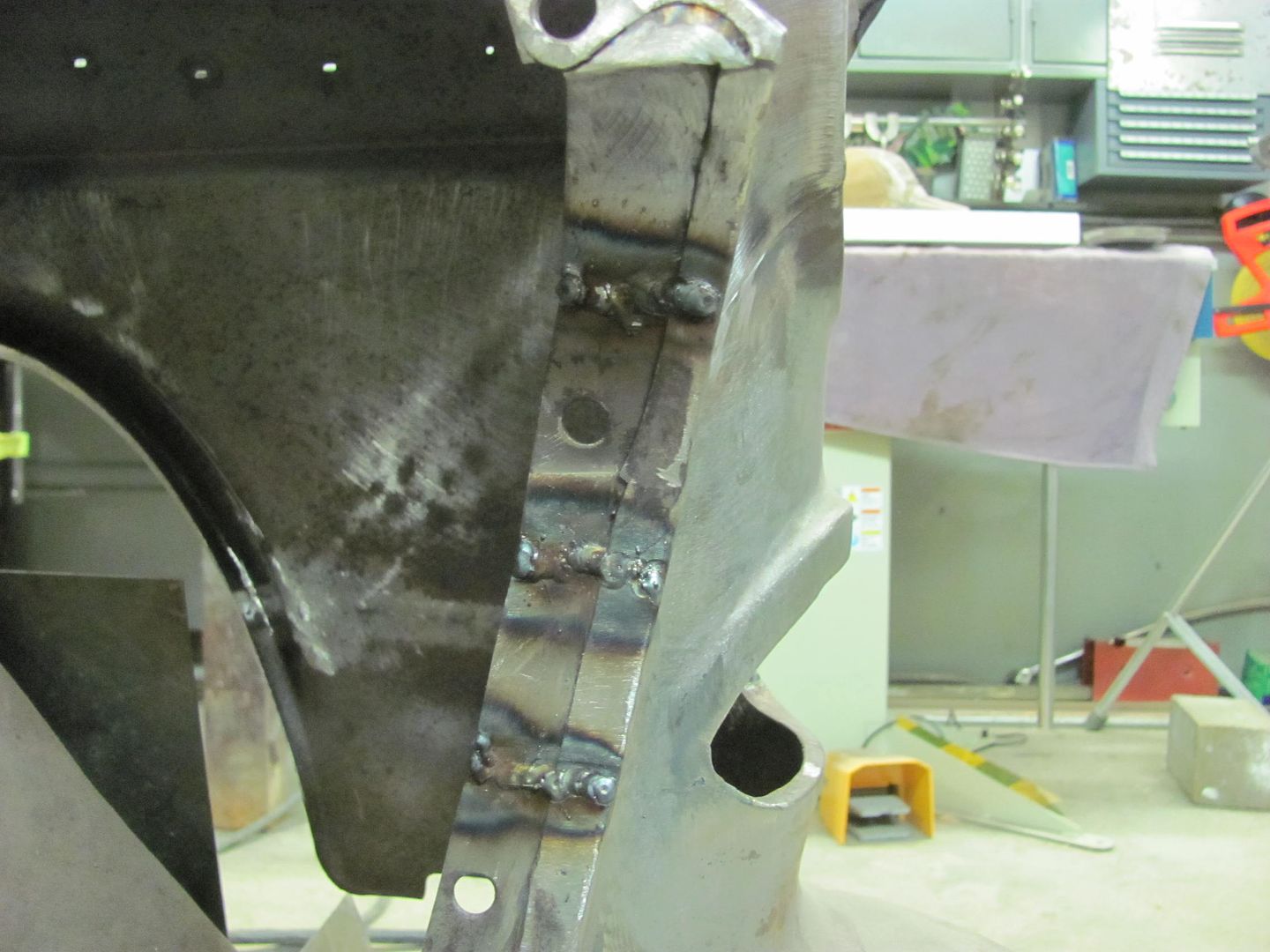



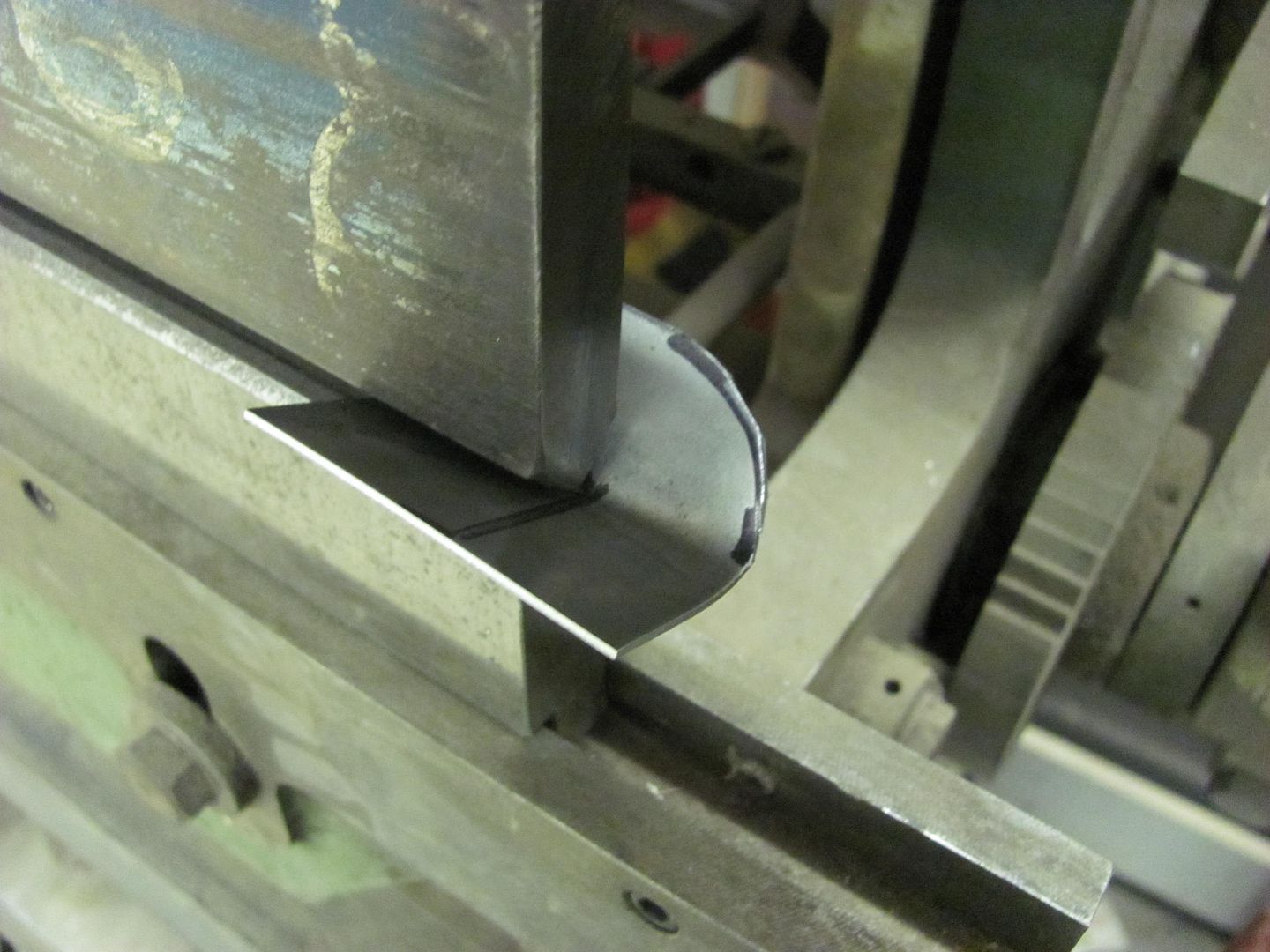
 Place your seams where you can planish easily if at all possible....
Place your seams where you can planish easily if at all possible....