Worked on some louvers tonight, wanted to get some practice pieces done to see how well our "theory" might fare.
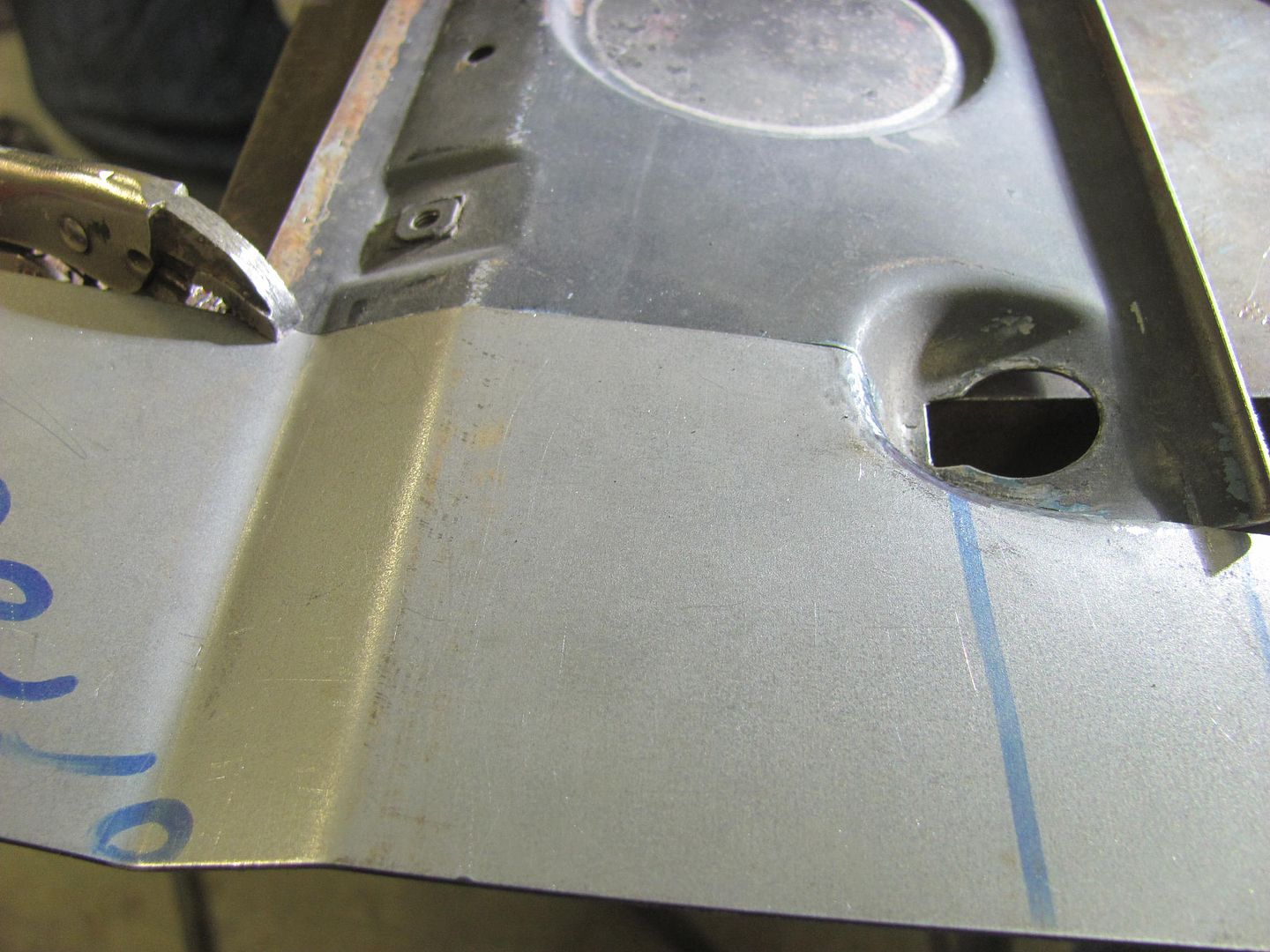
Kyle cutting an inside lip off the clamp before cutting it in half..


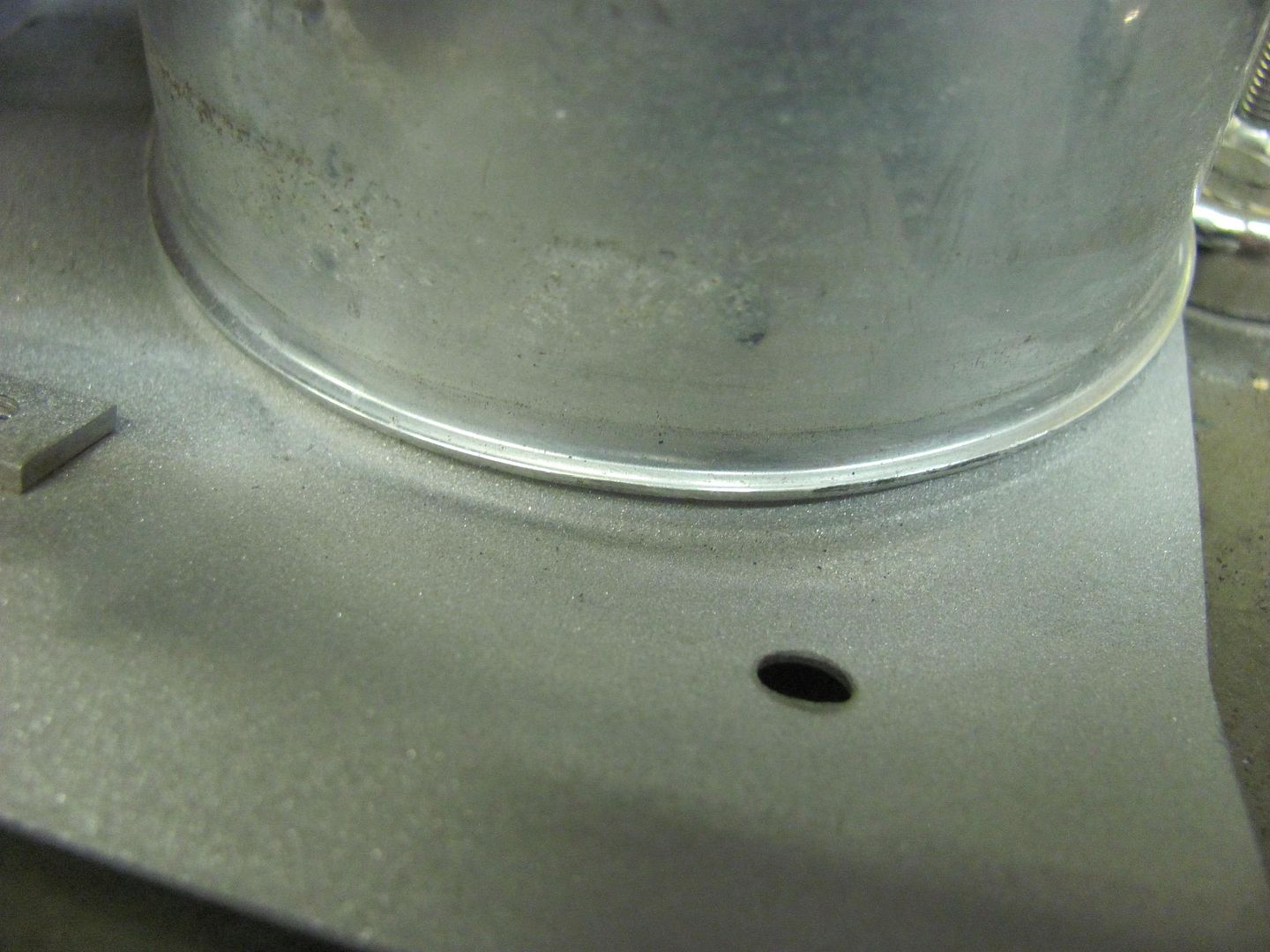
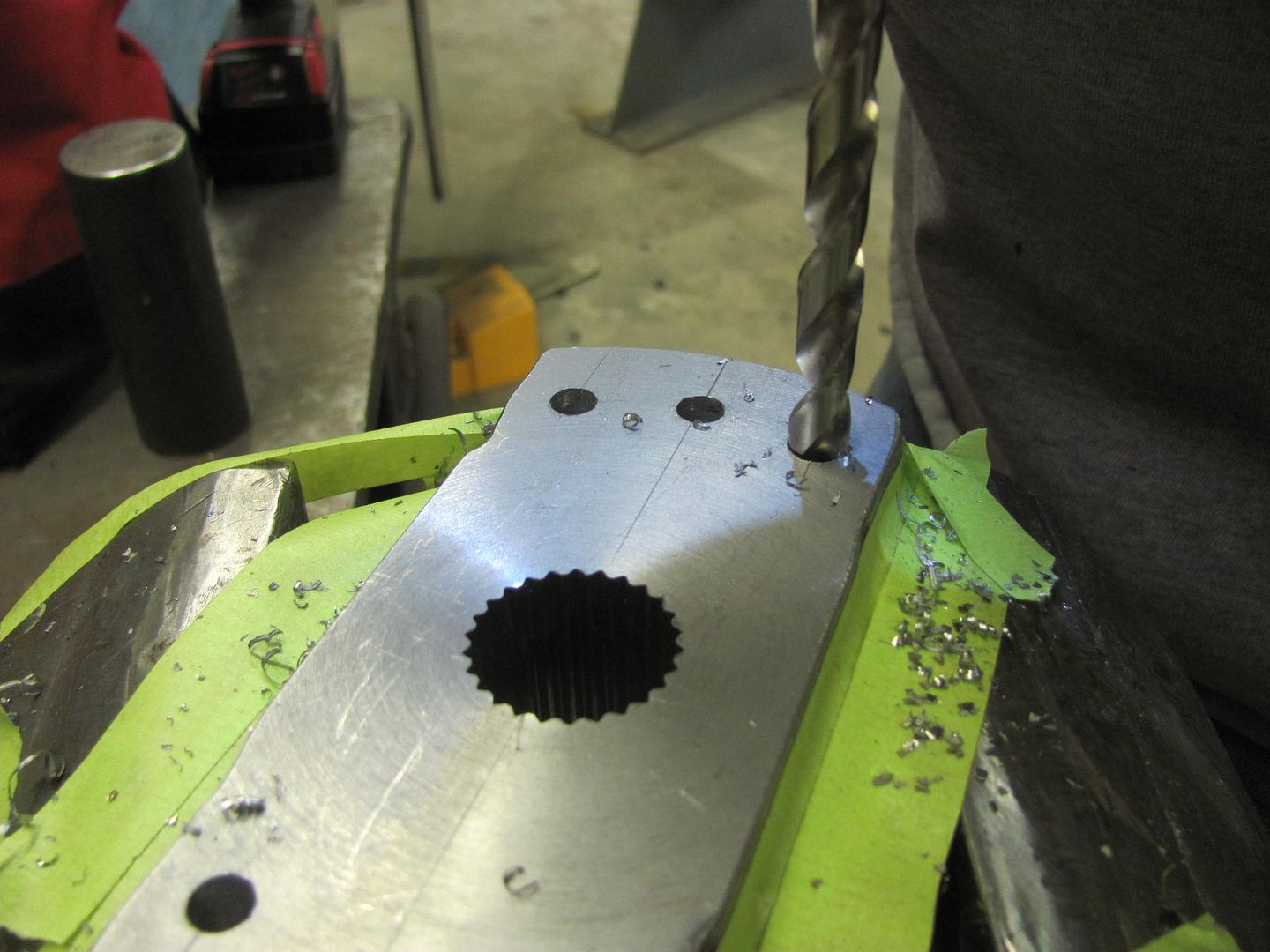
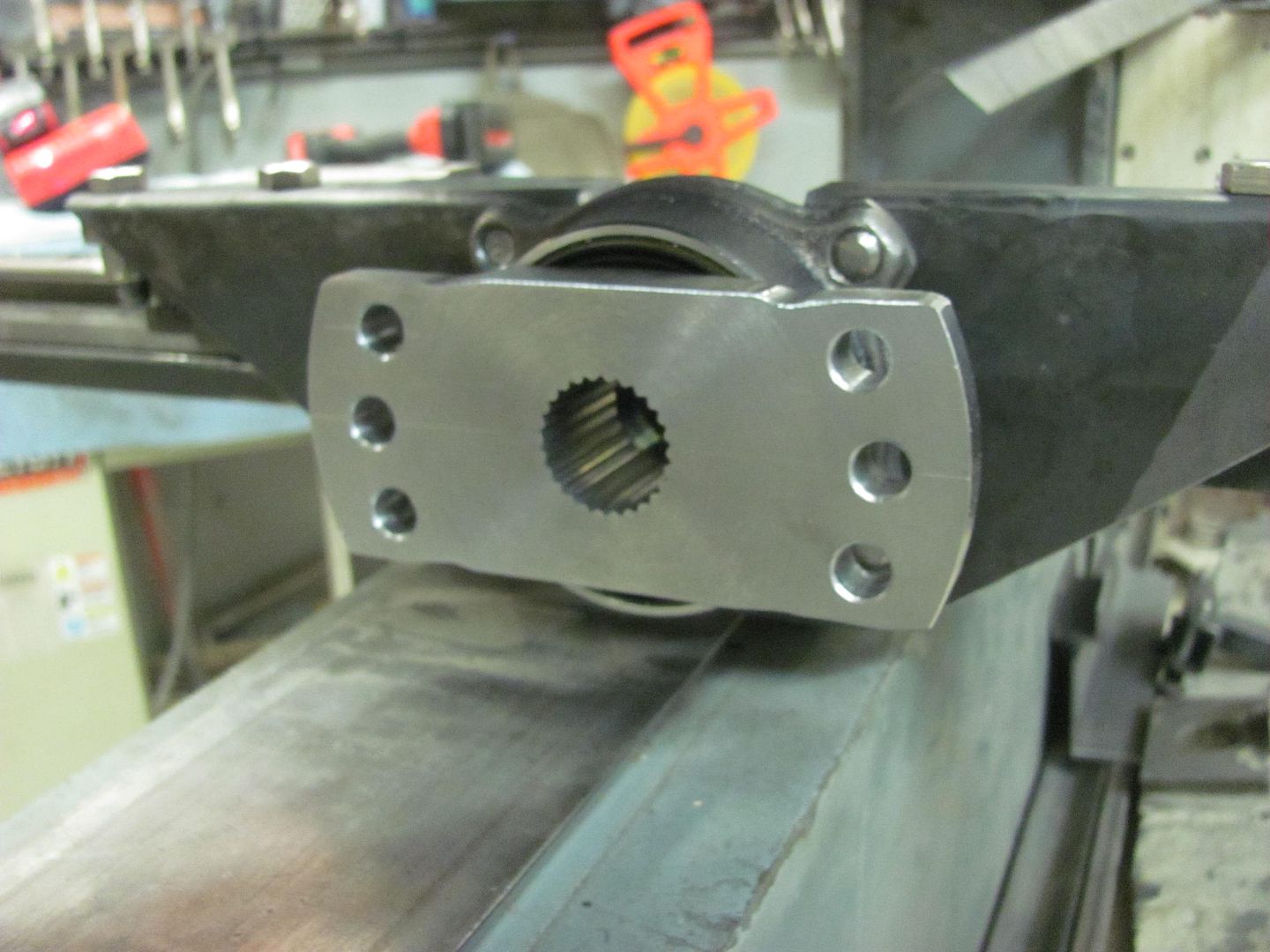
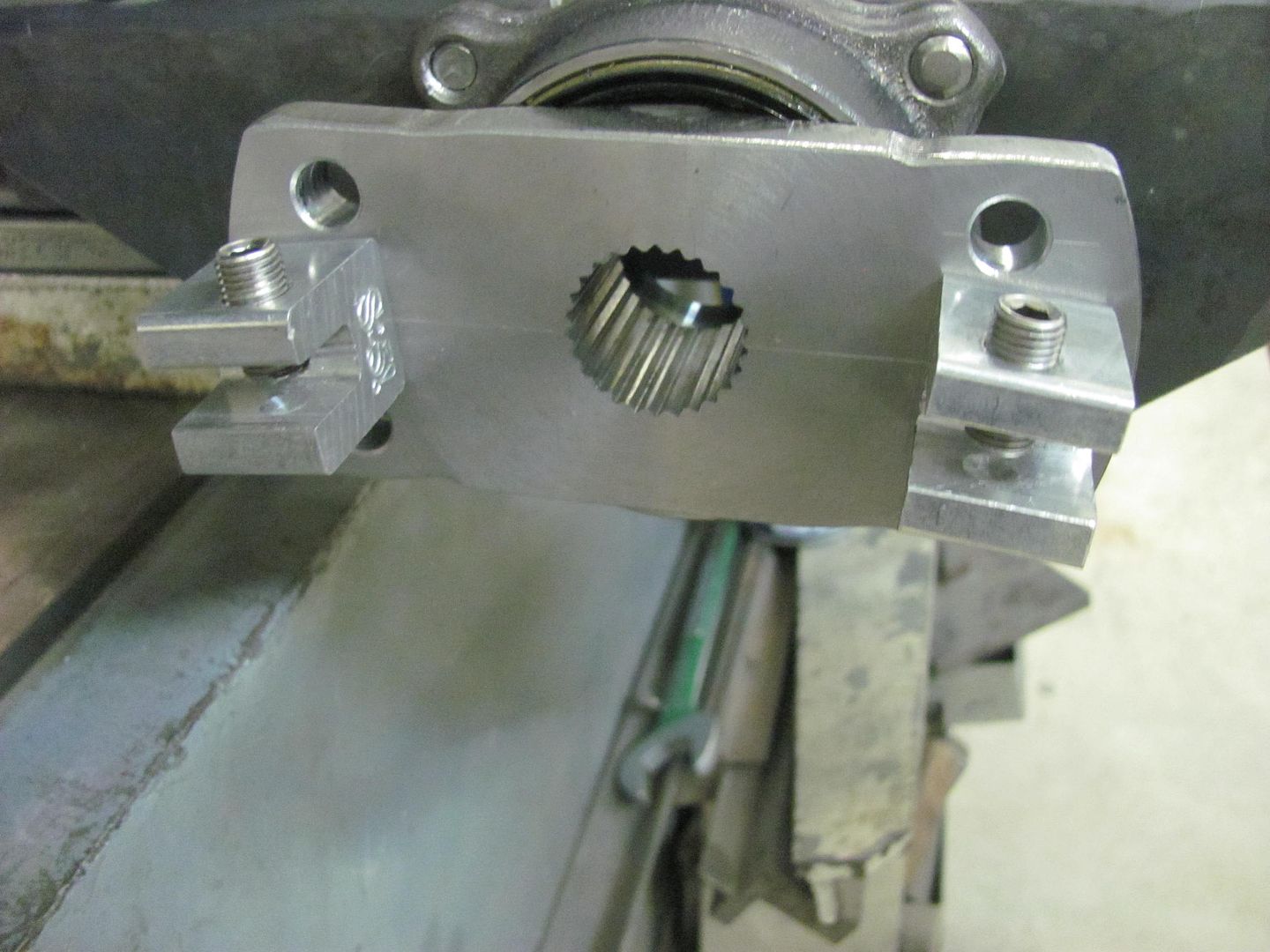
Meanwhile I got the holes (and some spares for height adjustment) drilled in the wheel hub flange...
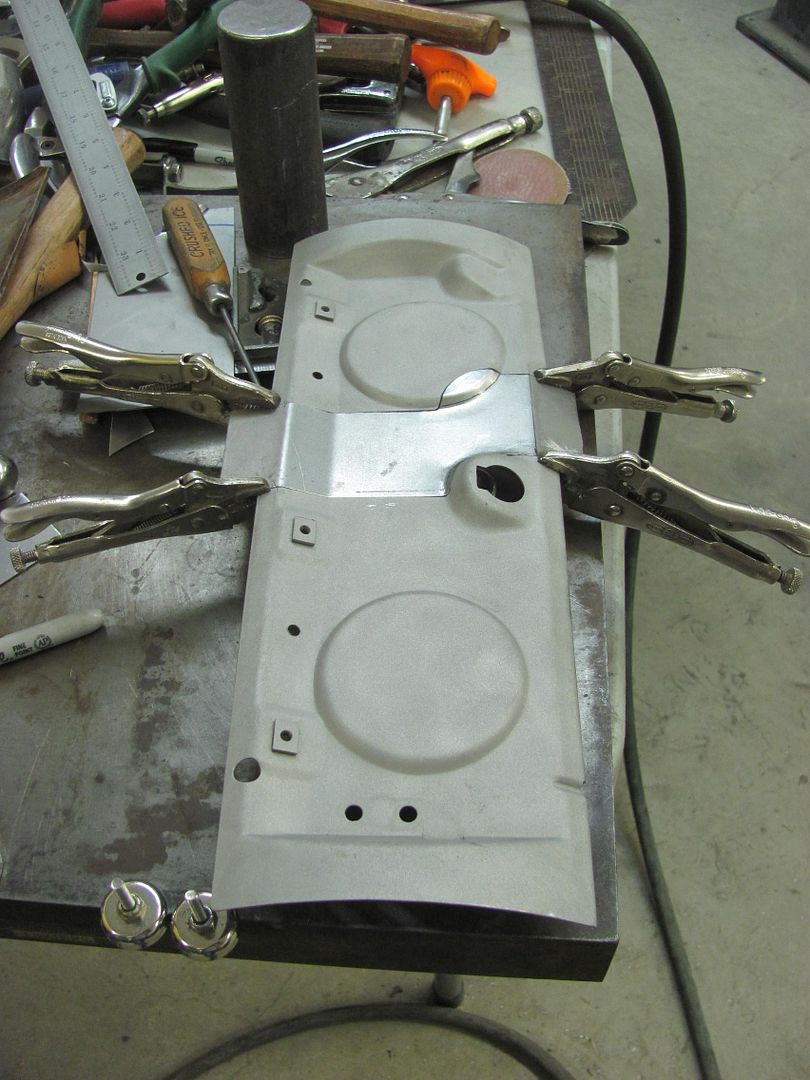
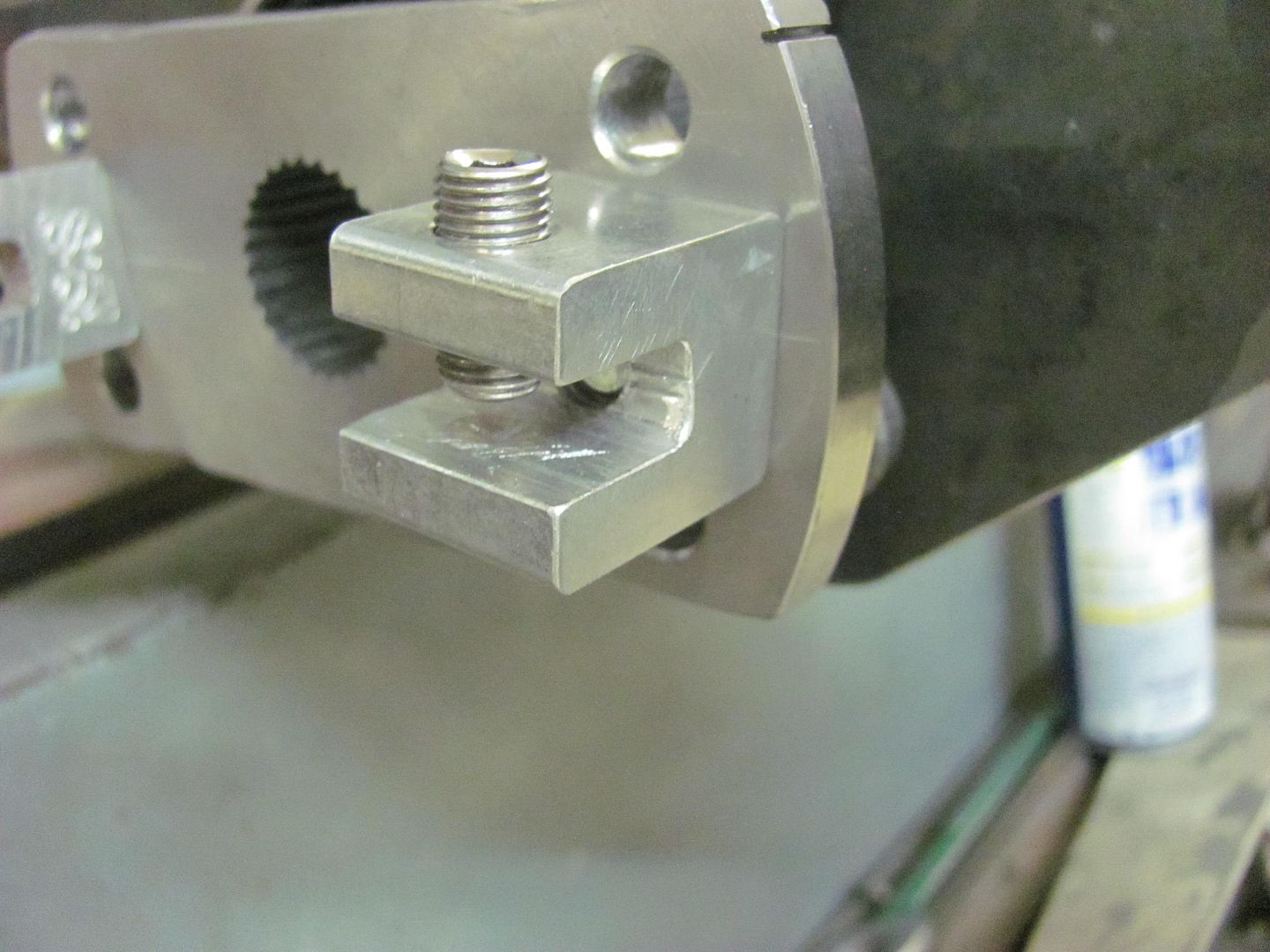
Clamps added...
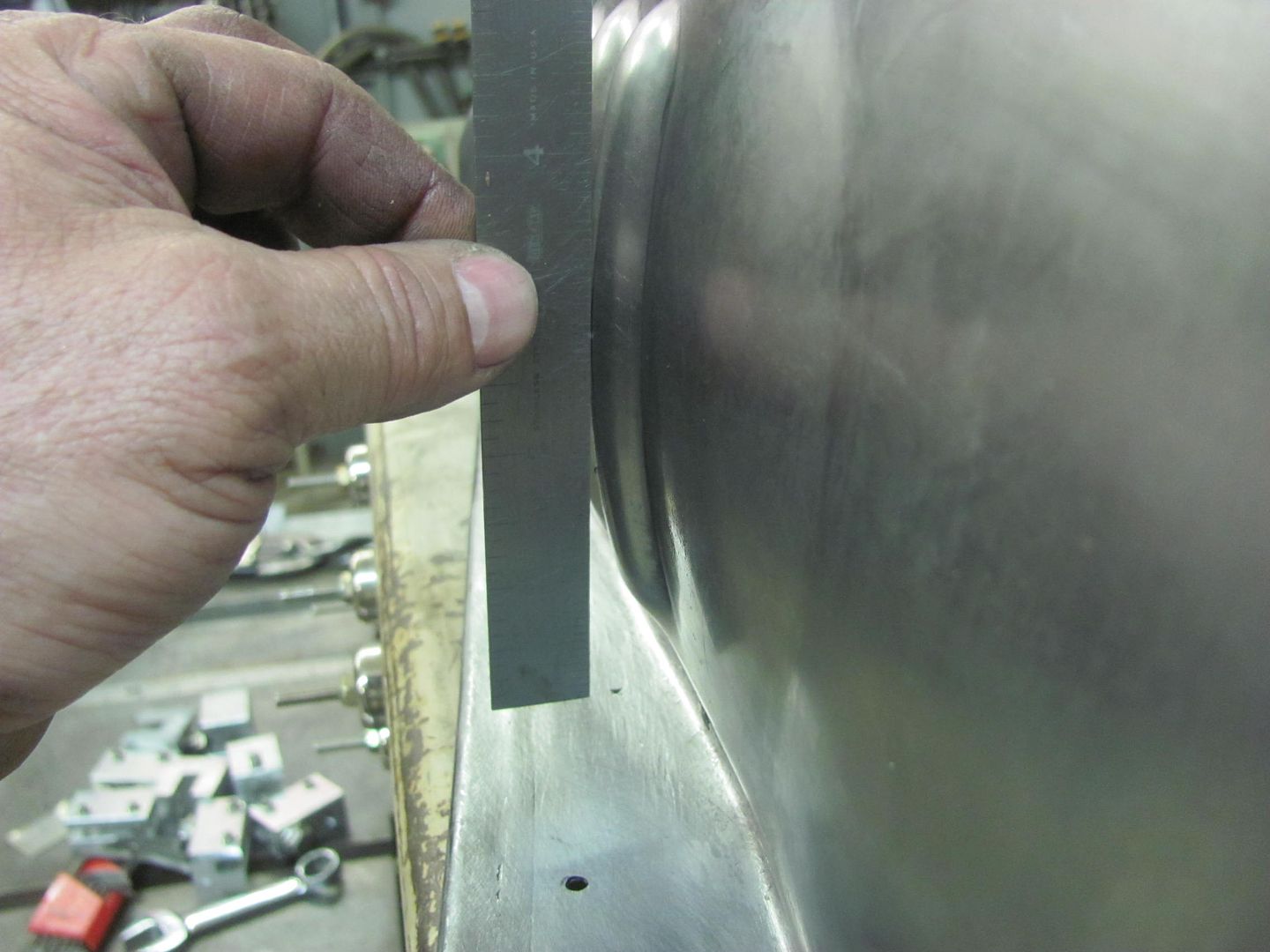
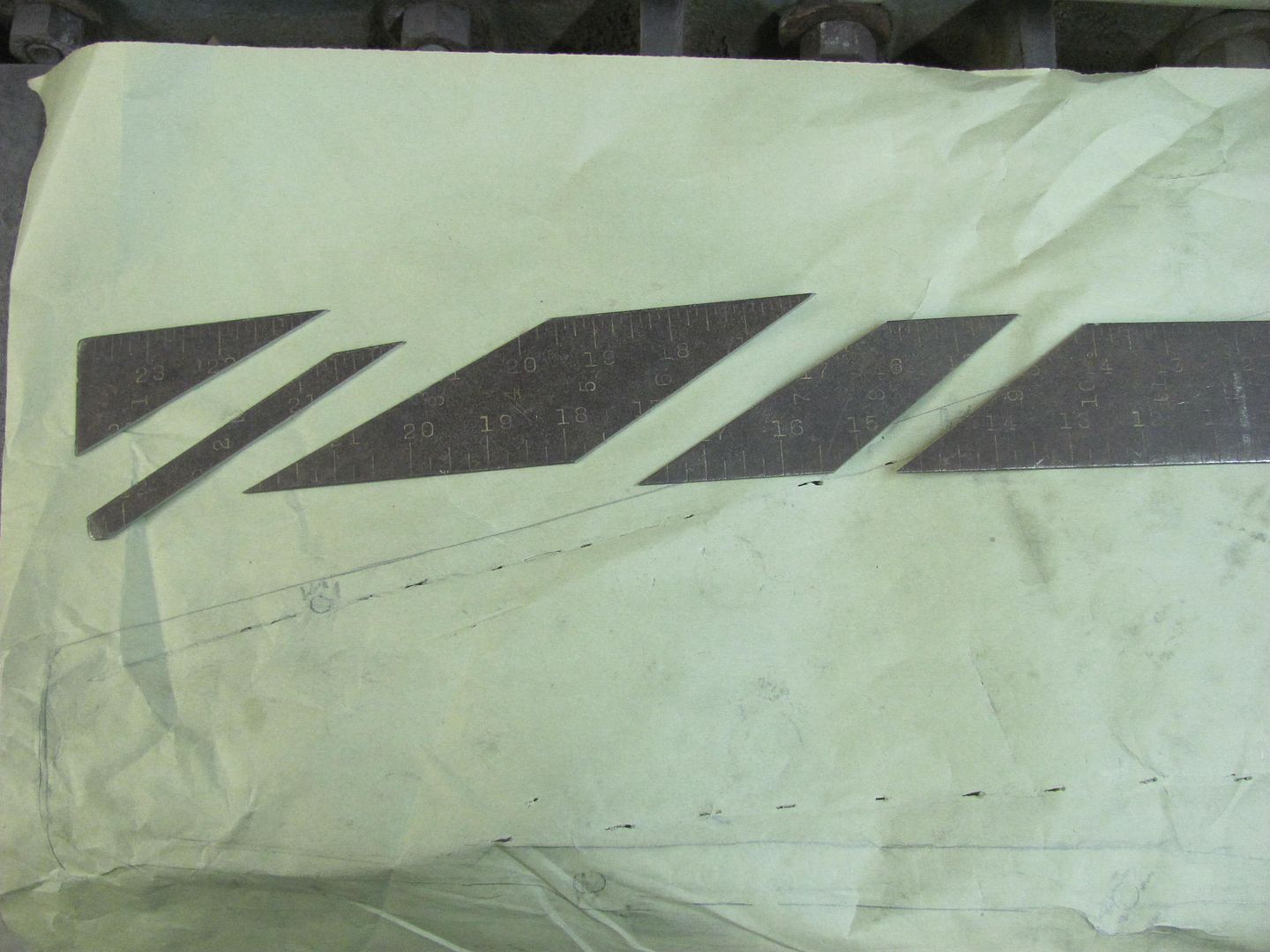
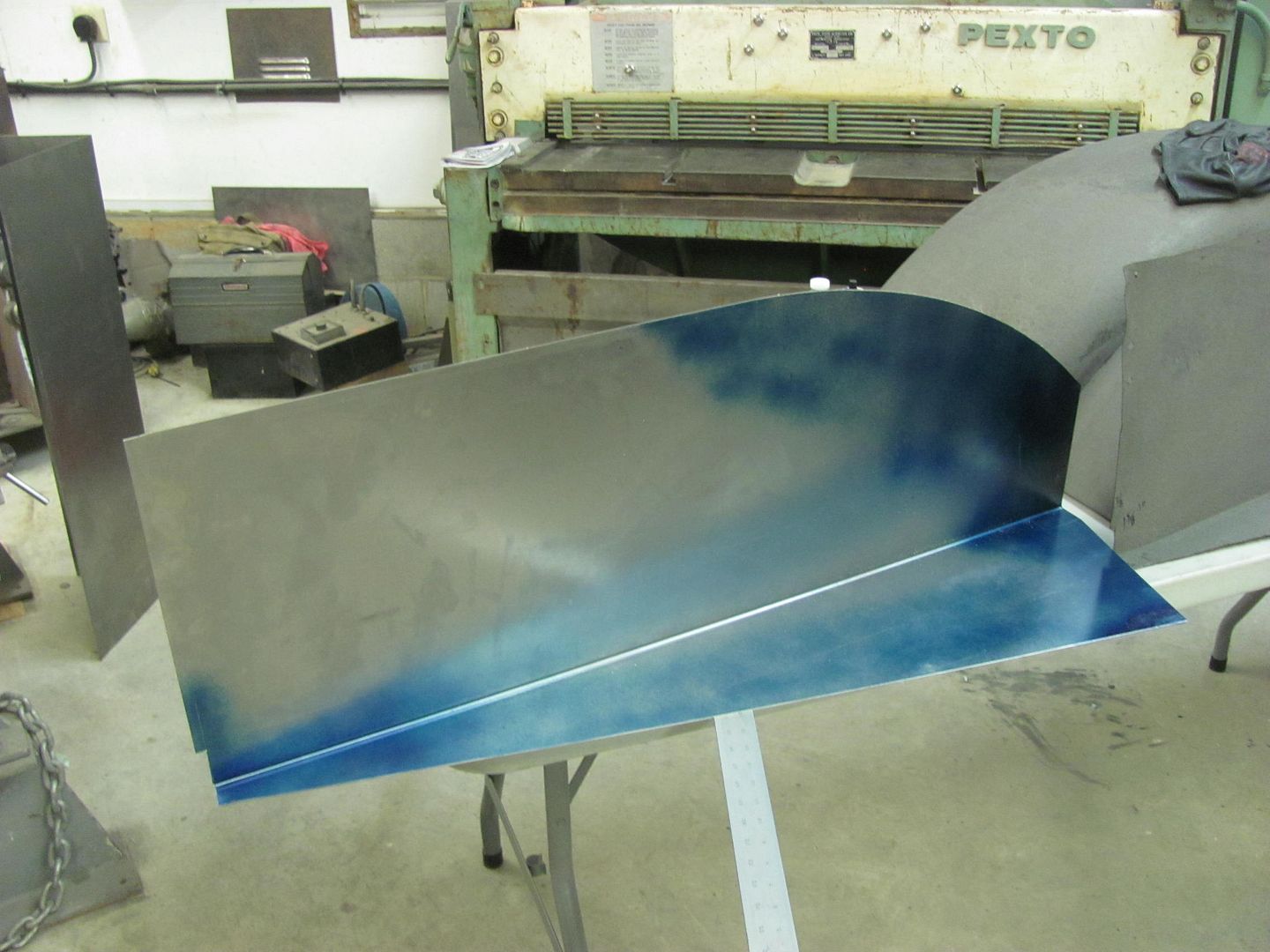
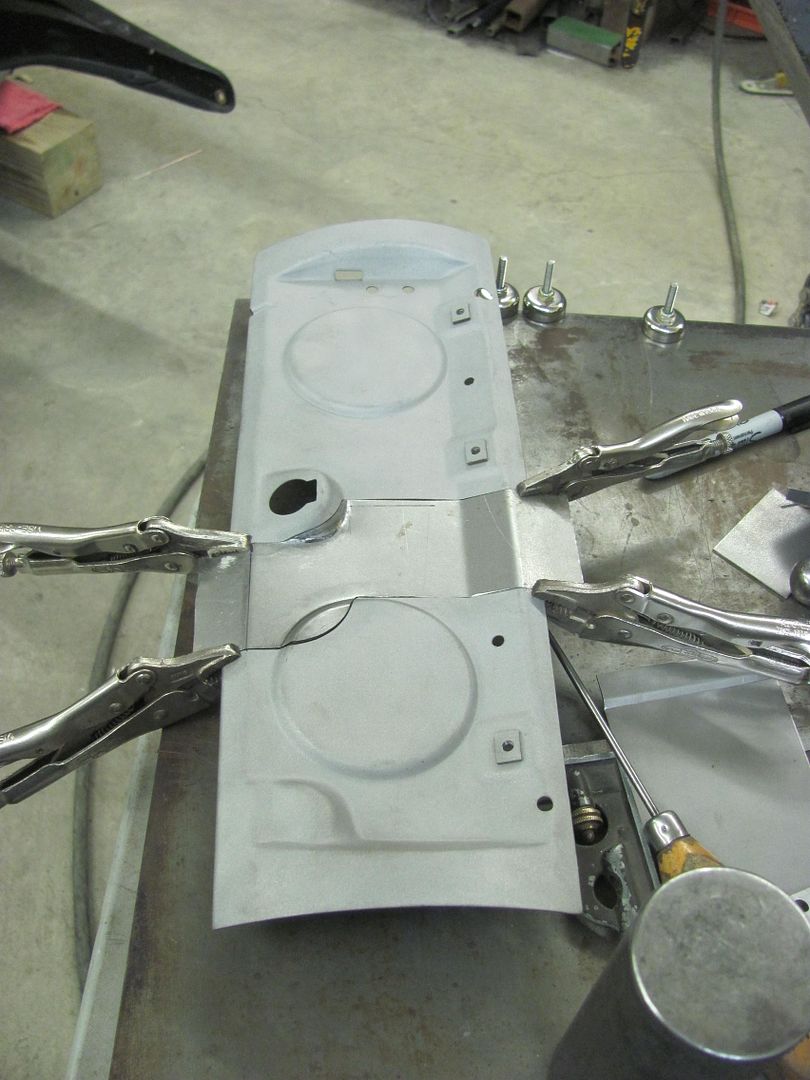
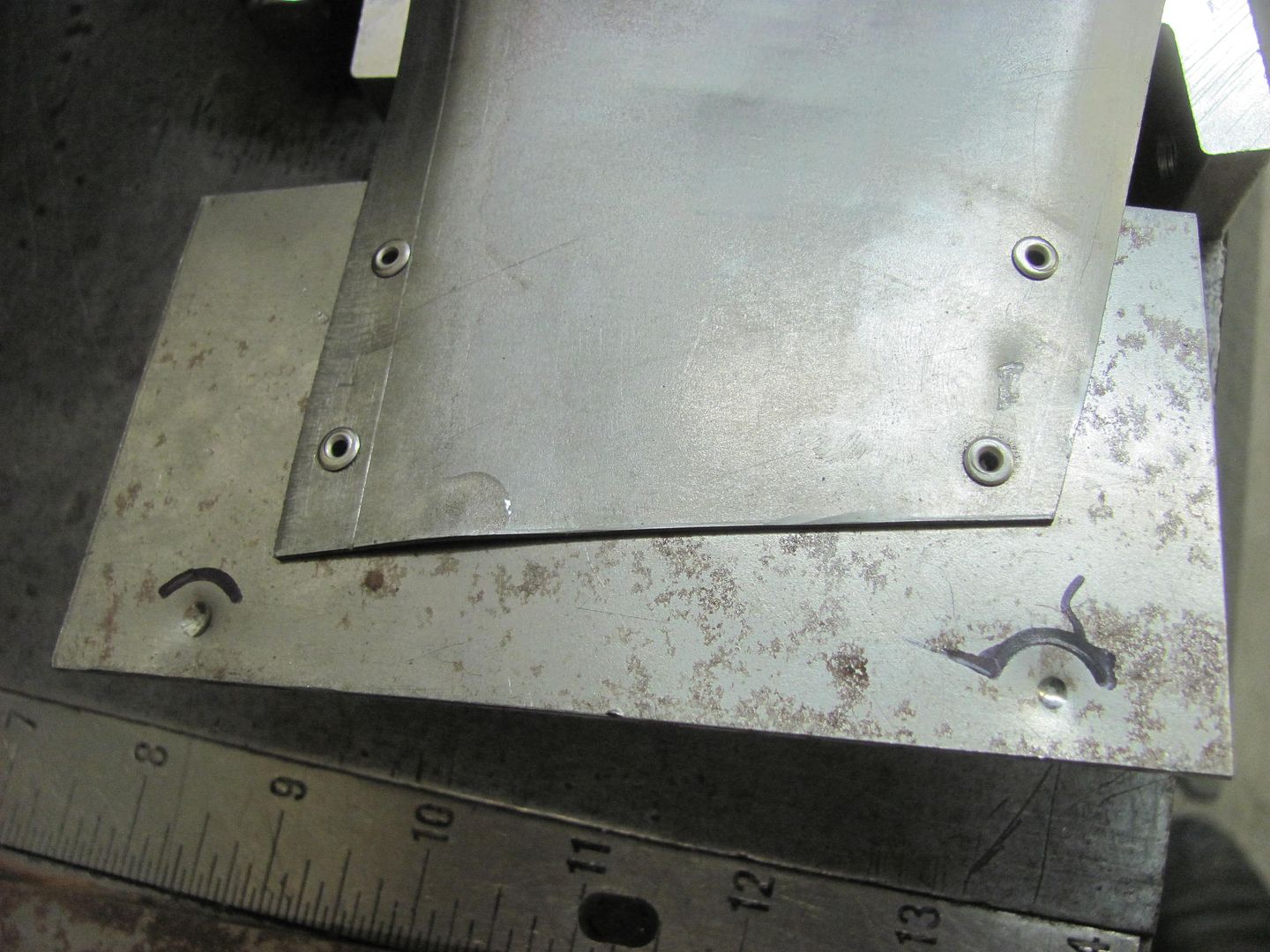
We used a "squaring plate" to align the panel for louver angle..
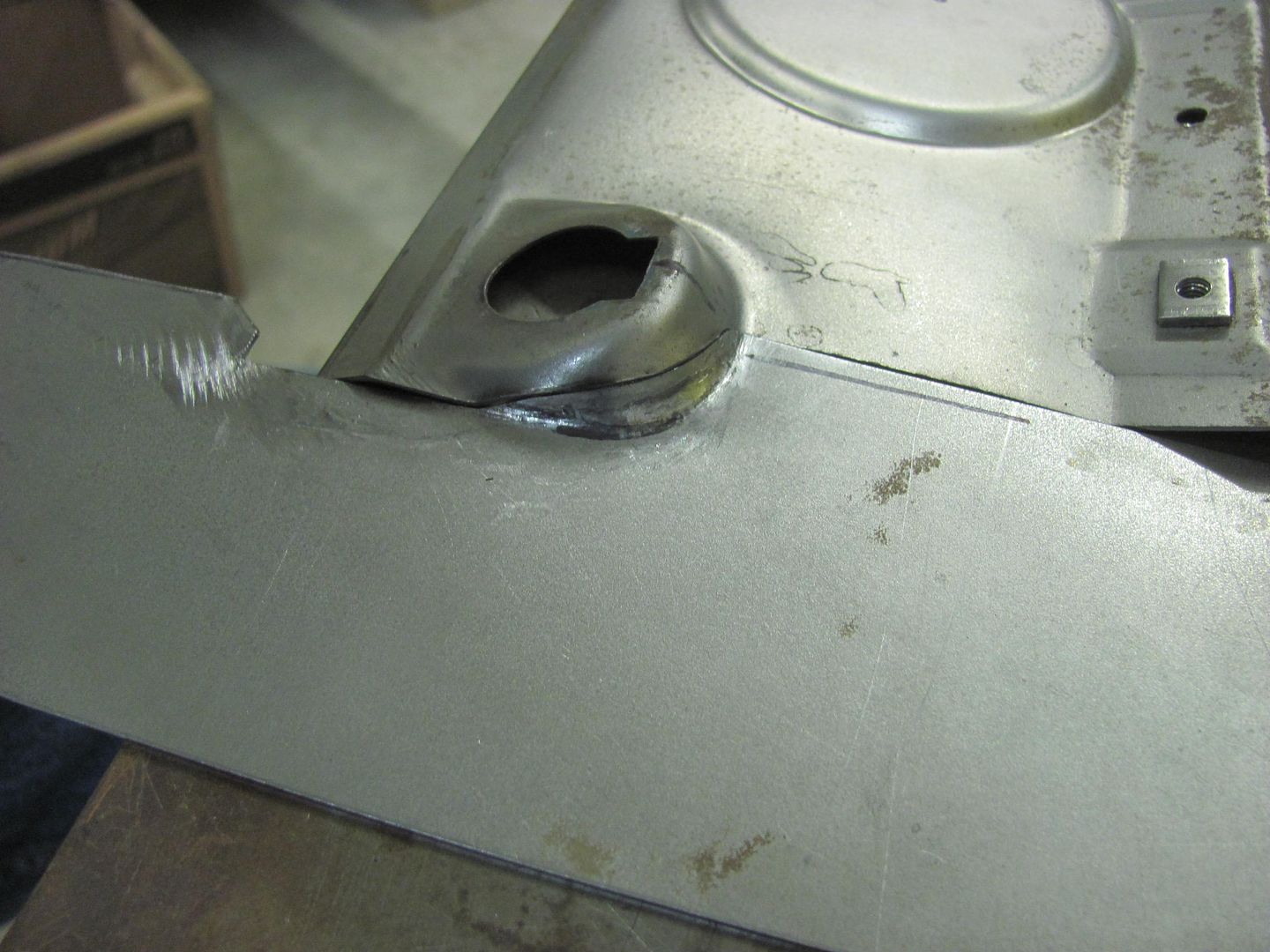
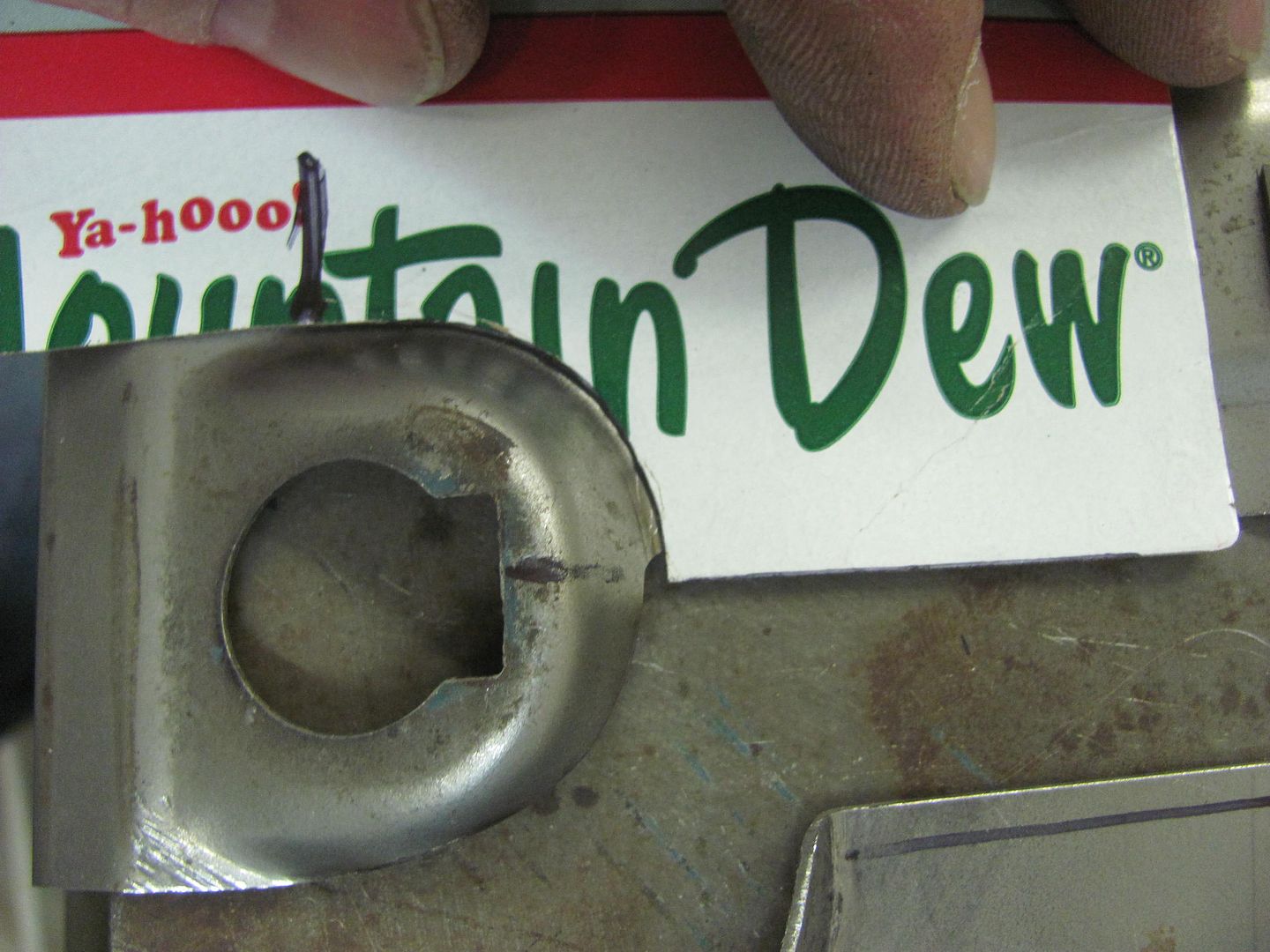
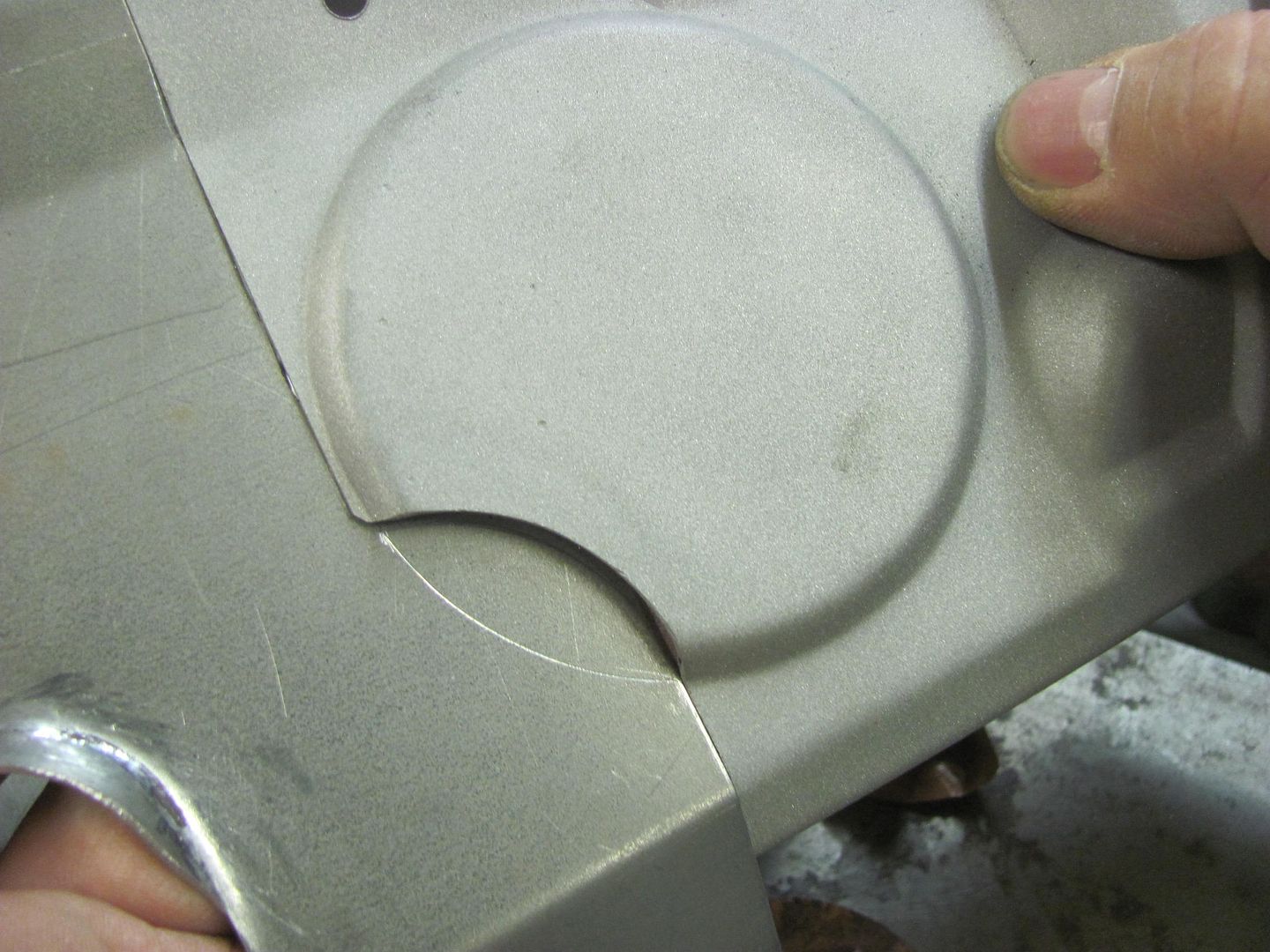
The punch needed some relieving to insure the corners didn't hit the inside radius of the panel...


Cleaned up the grinder marks with a Scotchbrite pad..


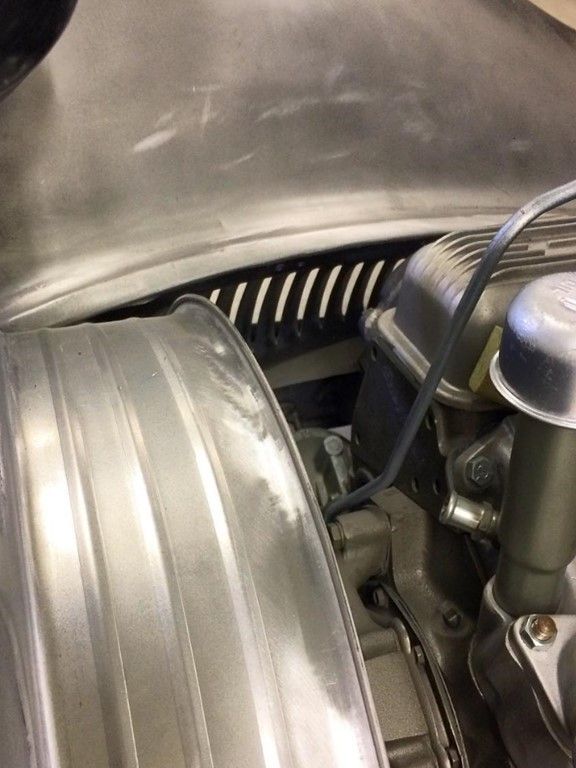
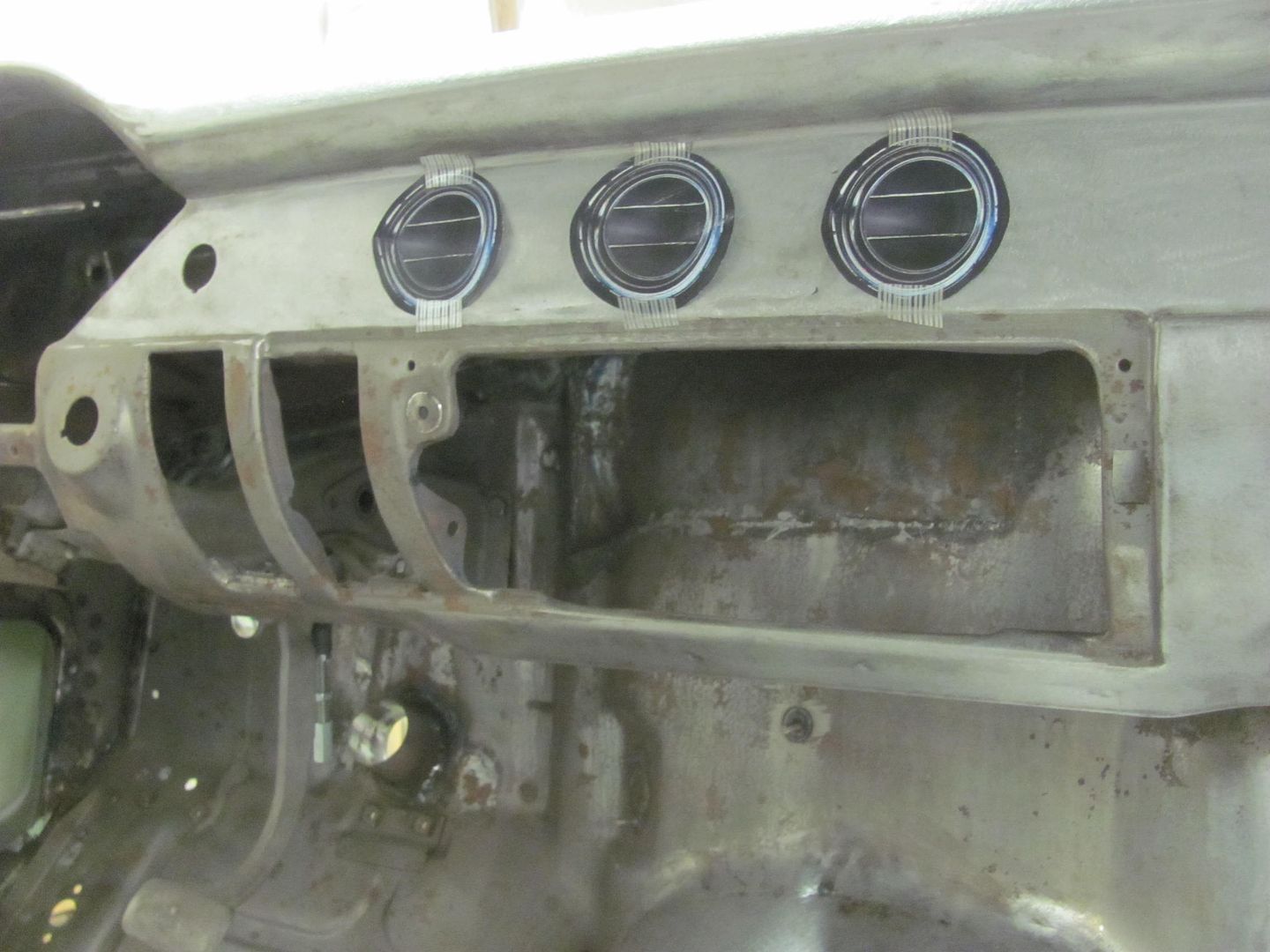
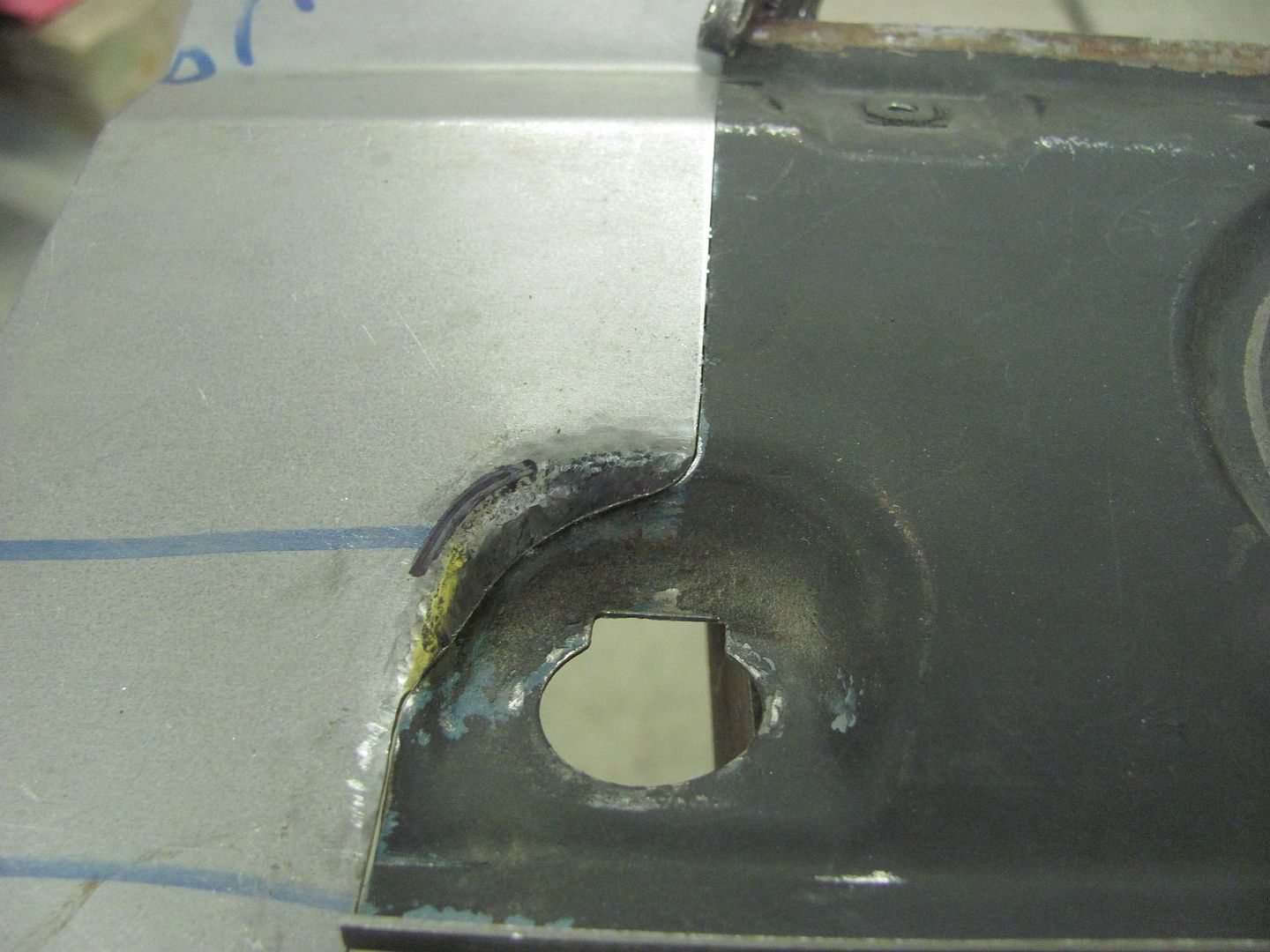
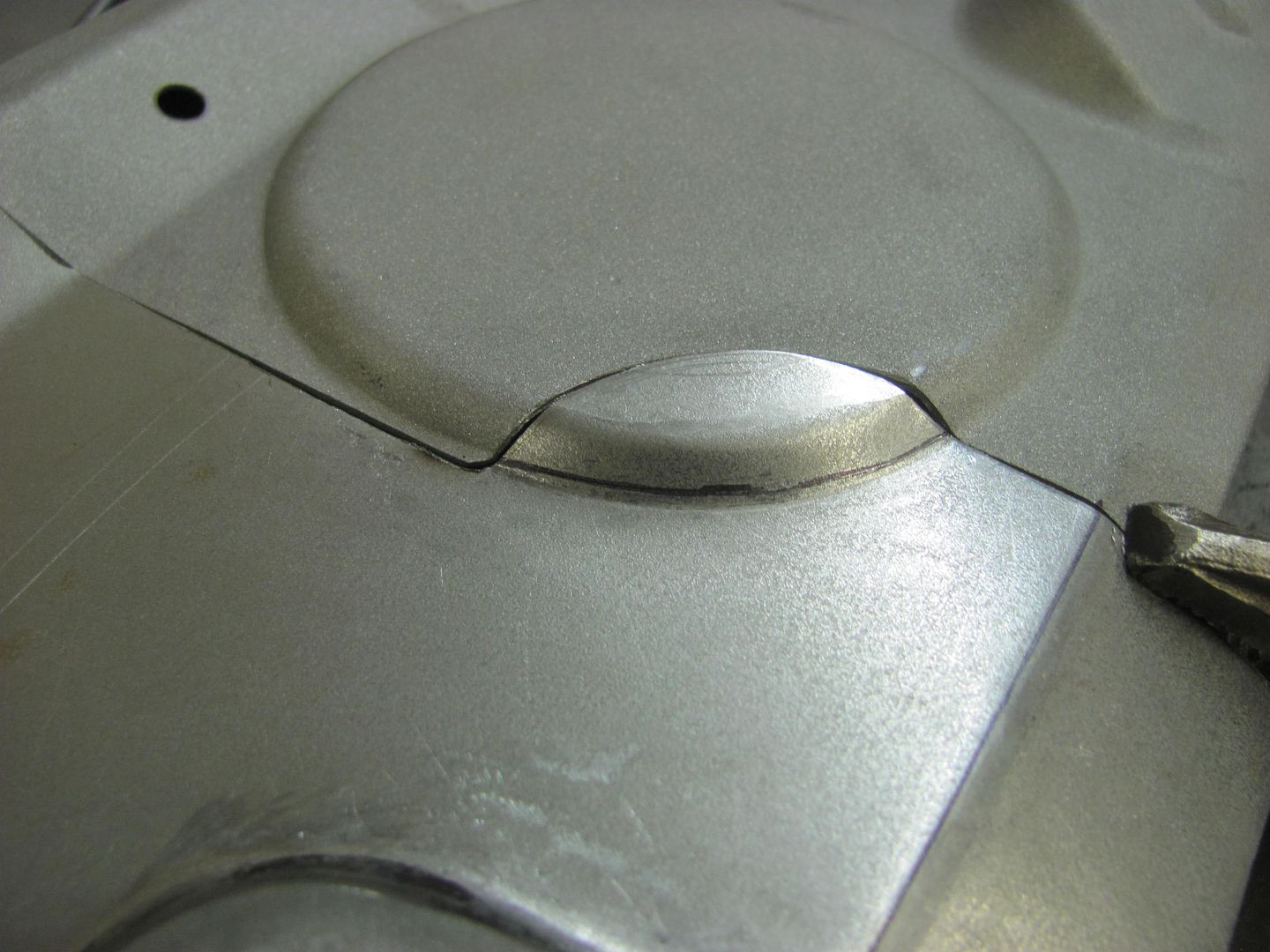
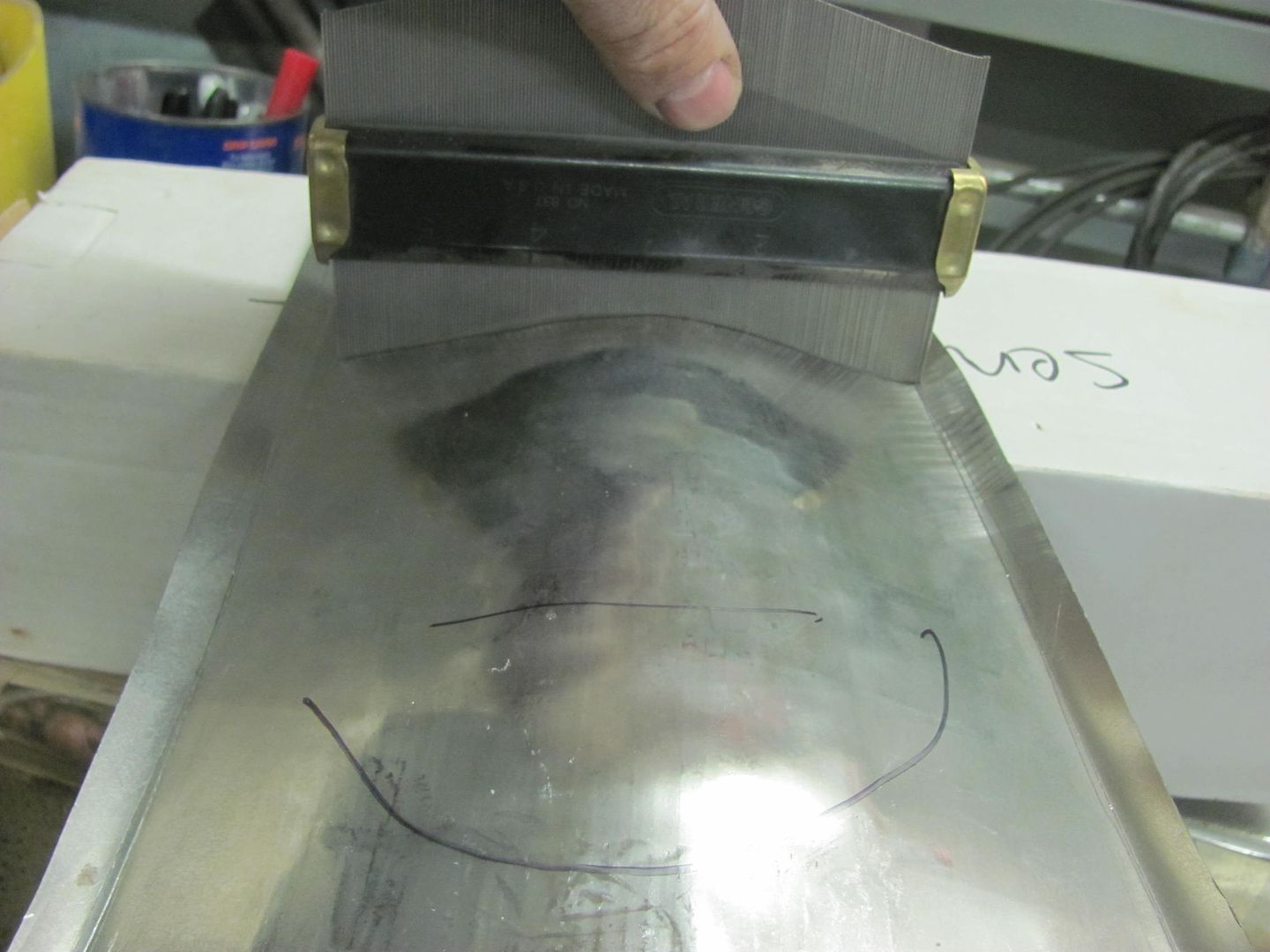
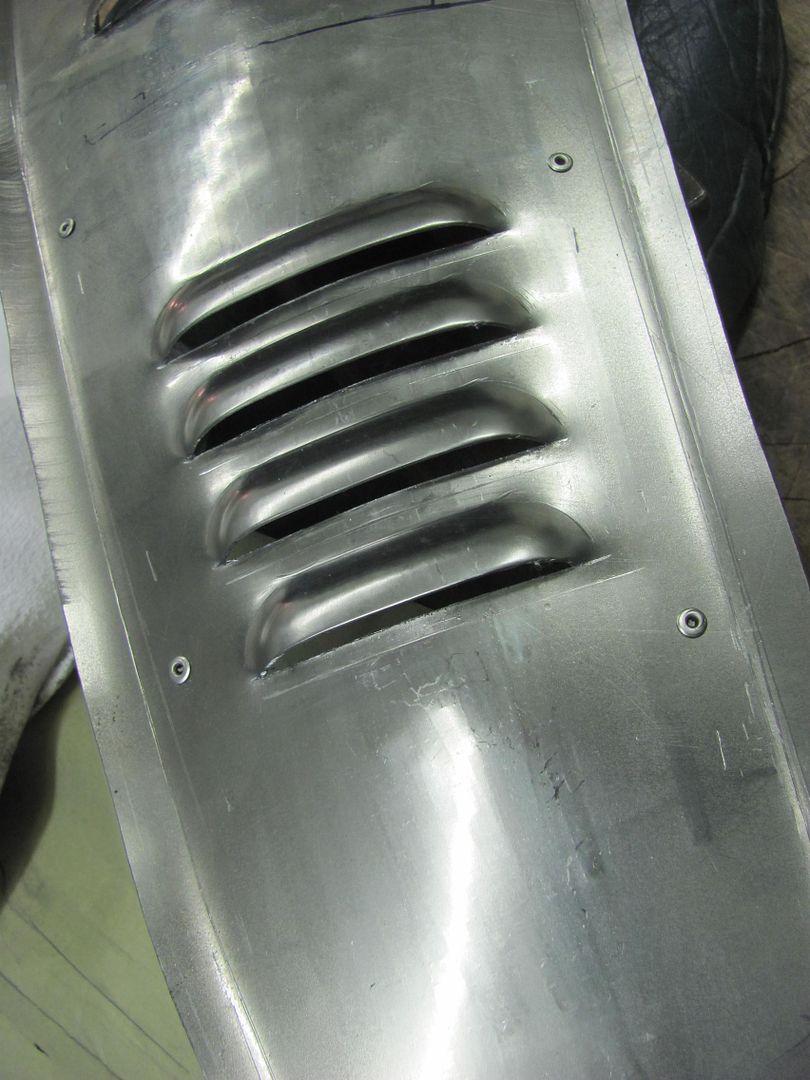
Looking at the louvers...
Action shots:


We have some more relieving to do on the tooling to eliminate some marking, then we'll do one more practice piece before breaking into the good stuff..
Kyle cutting an inside lip off the clamp before cutting it in half..
Meanwhile I got the holes (and some spares for height adjustment) drilled in the wheel hub flange...
Clamps added...
We used a "squaring plate" to align the panel for louver angle..
The punch needed some relieving to insure the corners didn't hit the inside radius of the panel...
Cleaned up the grinder marks with a Scotchbrite pad..
Looking at the louvers...
Action shots:
We have some more relieving to do on the tooling to eliminate some marking, then we'll do one more practice piece before breaking into the good stuff..