BORING HOP YARD
Well-known member
Happy Friday MP&C
I have a question if I may seek your advice.
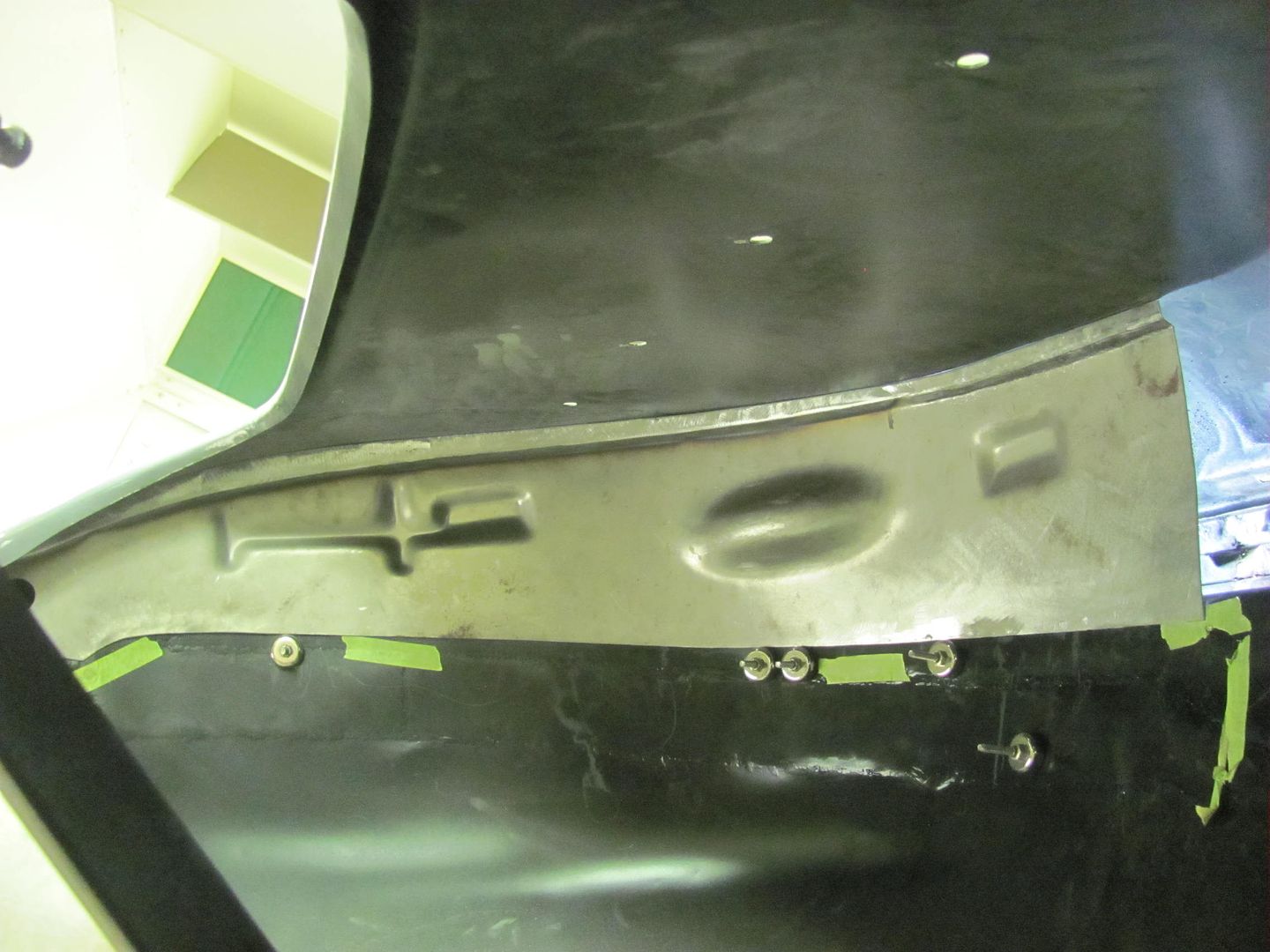
I’m working on a 56 ford f-100 hood.
The nose of the hood had cancer and has small metal sections cut out and replaced. These small sections were lap welded and it looks like ****, it’s something you would never see. The structure behind the skin has cancer and needs to be replaced.
I have both Reproduction replacement parts to make the repair.
“My question is” which part would recommend the I replace first?
The inner structure would seem to me to be the starting point; I should be able to use the skin as a locator. Then remove the skin and use the inner structure to locate the skin. I would also like your opinion if you would weld a reinforcements to make sure the hood doesn’t tweak, anybody know if these hoods are under stress that comes out when the structure is removed?
Thank you!
I have a question if I may seek your advice.
I’m working on a 56 ford f-100 hood.
The nose of the hood had cancer and has small metal sections cut out and replaced. These small sections were lap welded and it looks like ****, it’s something you would never see. The structure behind the skin has cancer and needs to be replaced.
I have both Reproduction replacement parts to make the repair.
“My question is” which part would recommend the I replace first?
The inner structure would seem to me to be the starting point; I should be able to use the skin as a locator. Then remove the skin and use the inner structure to locate the skin. I would also like your opinion if you would weld a reinforcements to make sure the hood doesn’t tweak, anybody know if these hoods are under stress that comes out when the structure is removed?
Thank you!