
Inspired by members like koditten, kerrynzl and others, I decided I'd build my own trailer. Plans were a 5x8 but ended up 5x10.
My ultimate goal is to build a car hauler, but I figured I'd practice on something smaller first.

Frame is 2x1 .125 tube, crossmembers are 2x2 3/16 angle, tongue is 3" 4.1lb channel.

Since I eventually want to build a car hauler, which will require a wrap-around tongue, I wanted to practice on this first. Overkill for a 3500lb trailer, but it was good fun.

The welds are coming out pretty good, I think. Hobart 210 using flux core wire, .035

I need to work on my consistent speed. I tend to go slowly, so I turn the wire speed down from the recommended settings.

I screwed up the gap on this one. I'll patch it with some 1/8" plate. Won't need thicker since this is not the direction of stress.

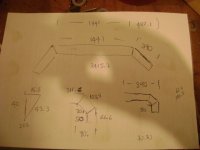
The axle is just sitting there... But must have made X measures with the tongue and frame about 17 times. Next up is to fully weld the tongue to the frame.
So far I'm having lots of fun building this thing.
My ultimate goal is to build a car hauler, but I figured I'd practice on something smaller first.
Frame is 2x1 .125 tube, crossmembers are 2x2 3/16 angle, tongue is 3" 4.1lb channel.
Since I eventually want to build a car hauler, which will require a wrap-around tongue, I wanted to practice on this first. Overkill for a 3500lb trailer, but it was good fun.
The welds are coming out pretty good, I think. Hobart 210 using flux core wire, .035
I need to work on my consistent speed. I tend to go slowly, so I turn the wire speed down from the recommended settings.
I screwed up the gap on this one. I'll patch it with some 1/8" plate. Won't need thicker since this is not the direction of stress.
The axle is just sitting there... But must have made X measures with the tongue and frame about 17 times. Next up is to fully weld the tongue to the frame.
So far I'm having lots of fun building this thing.
Last edited:
")

























 ]
]