Pressing in was done with the help of 2 pound block of dry ice. While the Oilite bushings chilled, I removed the original ball oilers used to lubricate the original bronze bushing. The new Oilite are self lubricating but I want to have the ability to flush out any wear contaminants, so new ball oilers will be installed after painting. The new bushings will also be drilled to allow the oil to flush out the area between the bushings and pins. The drilling will be done using the same size drill bit as the hole to bark the center, then a .125" bit will be used to drill through the bushings.
To remove the old ball oilers, I used a small punch to drive out the ball, then tapped to10-32. Using a 3/8" nut as a spacer and a washer, I screwed in the 10-32 screw and it pulled both oilers out easily. Cleaned and prepped the hole for the bushing install.
Chilling the bushings.
Drilled/taped to 10-32 after driving out the ball.
Used a 3/8 nut as a spacer and small washer to act as a puller when the screw was tightened.
The bushing presses in with only light tapping required using the arbors turned to remove the old bushings.
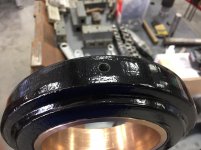
Here you can see the .125 oil journal drill after the bushing instal.
The pivot blocks fit and rotate nicely as do the apron leaf pivot pins.
A large 1.5" ID x 3" OD washer and snap ring secure the large pivot block from the inside.
Notice the light rust from the condensation produced while heating the boss.
Ball oiler installation on the pivot link adjusters to follow.
Paco

















")