Here's the continuing saga....
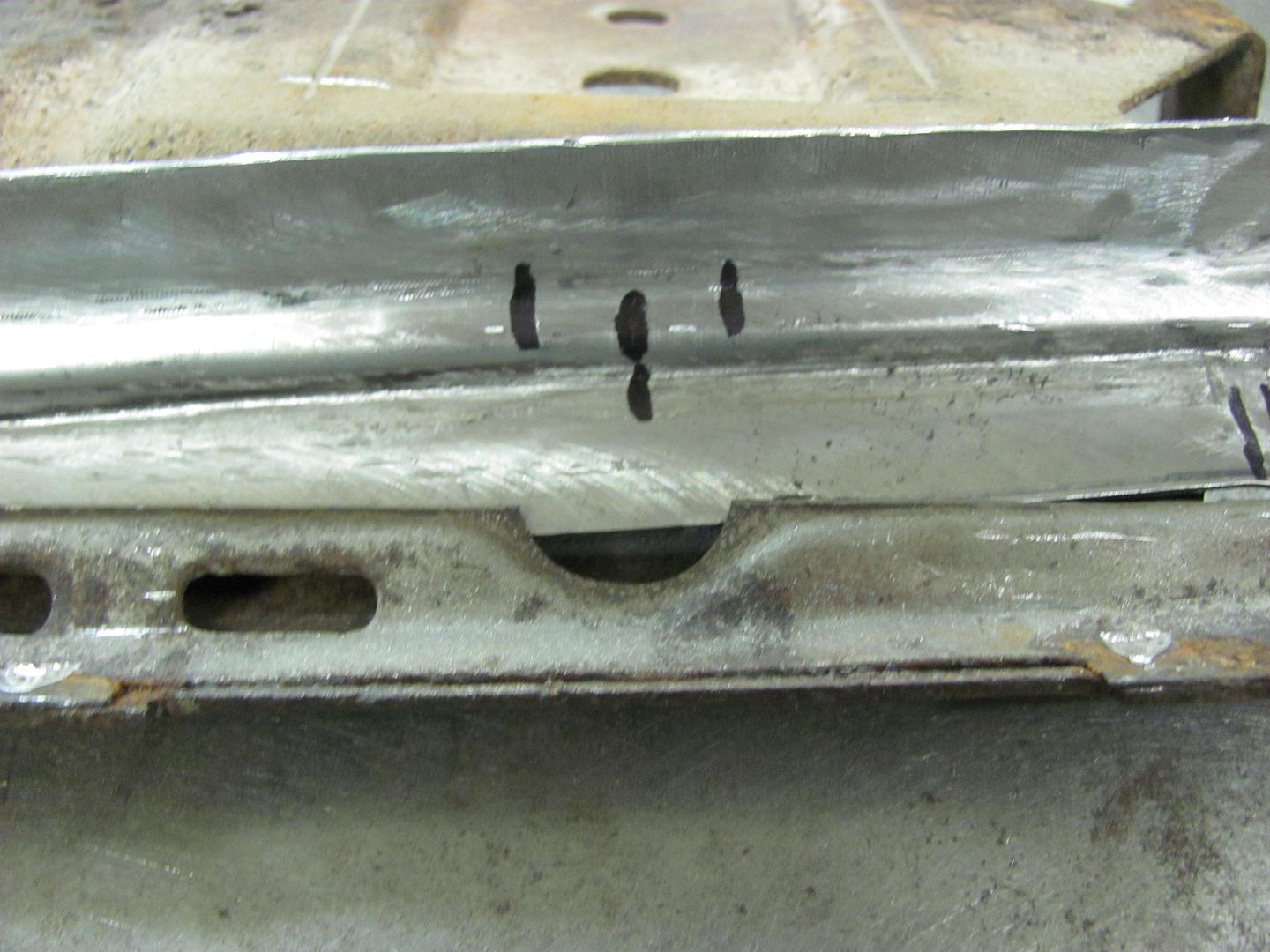
The second bend in shows a bit of a taper, from about 1/8" height thickness at the side, to about 1/4" on the corners, to about 1/2" in the center of the gate.
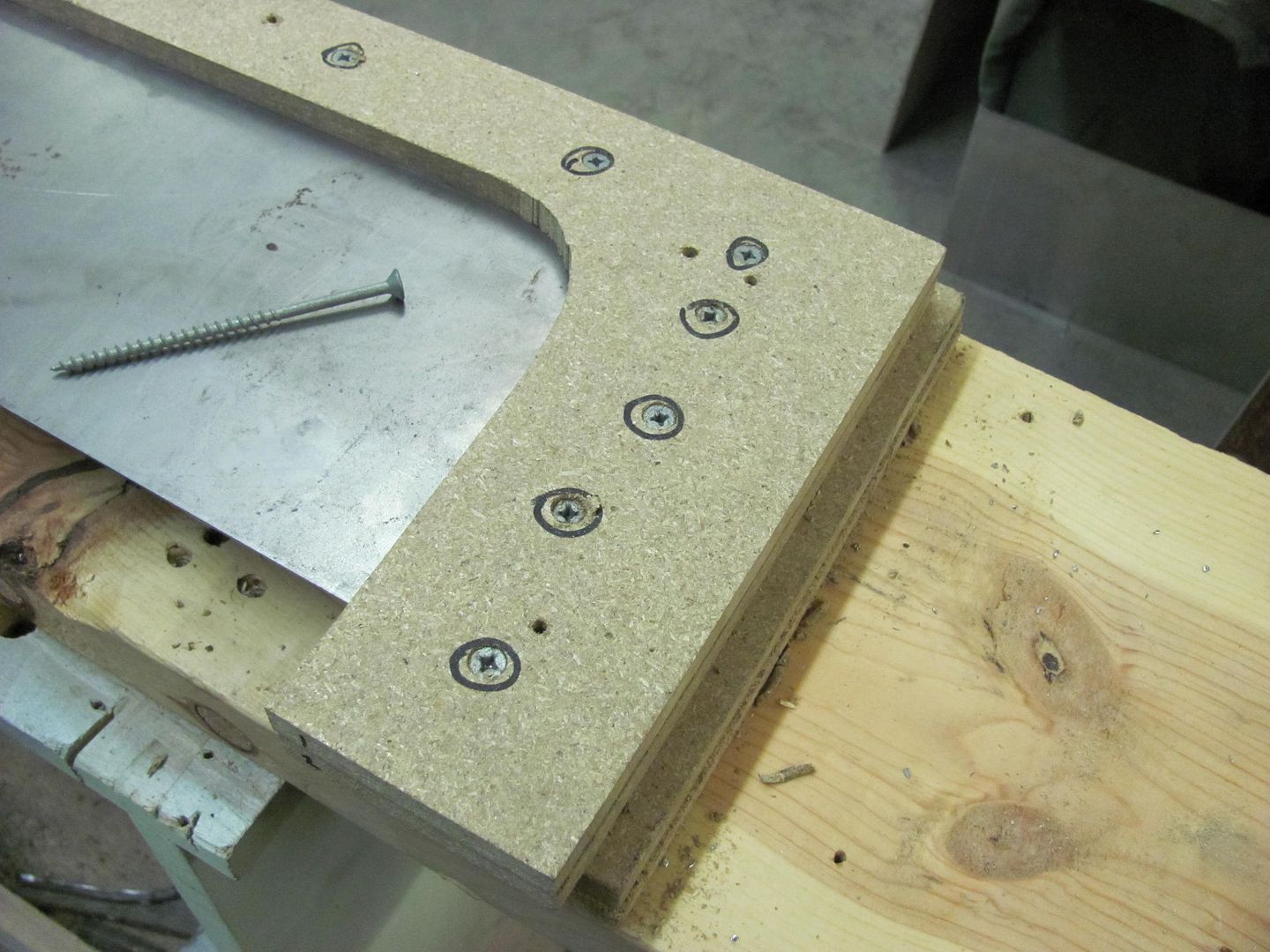
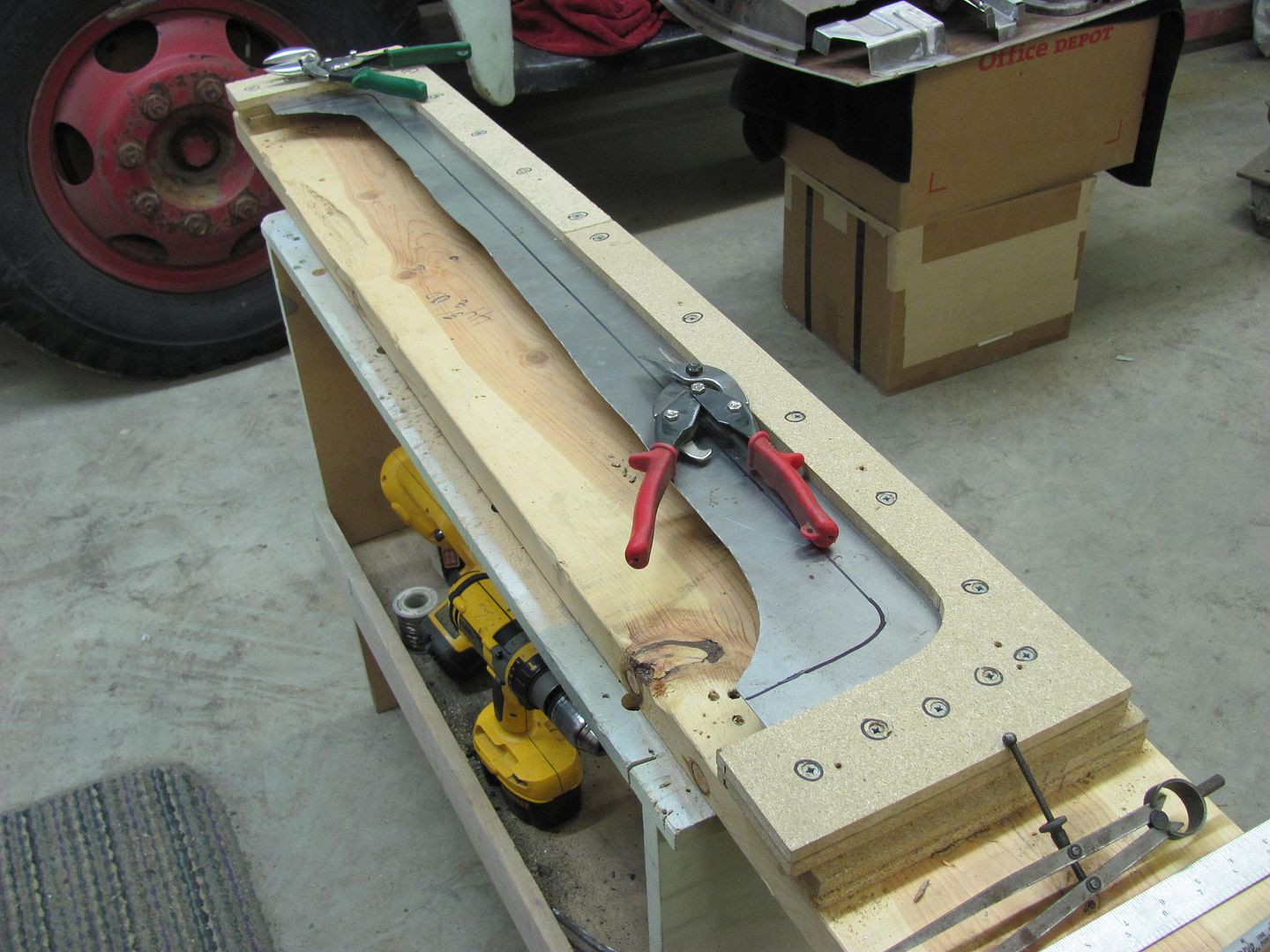
This will require the next set of MDF to taper off on the ends....
....and folded over as before. Because there is another reverse bend in about another 1/4", there was no need to completely shrink the corners flat. Just enough to provide that bend, and also shown is todays tool of choice for working the corners for this exercise.
And if you'll notice the lower section is now in two pieces, that comes from measuring incorrectly (wrong bend). About a 3/8 wide strip will be bent, added afterward and welded in place.
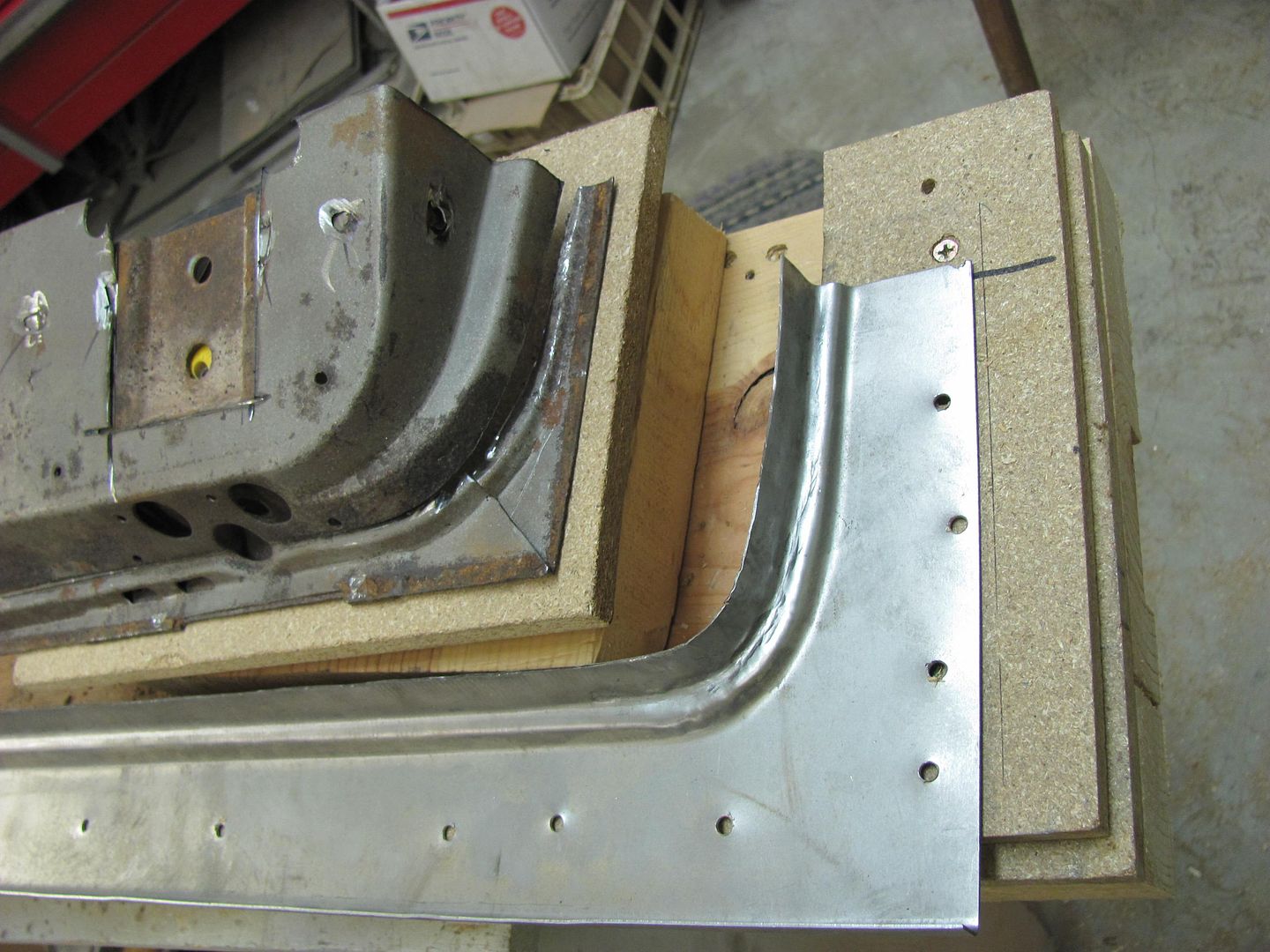
And the reverse bend after forming....
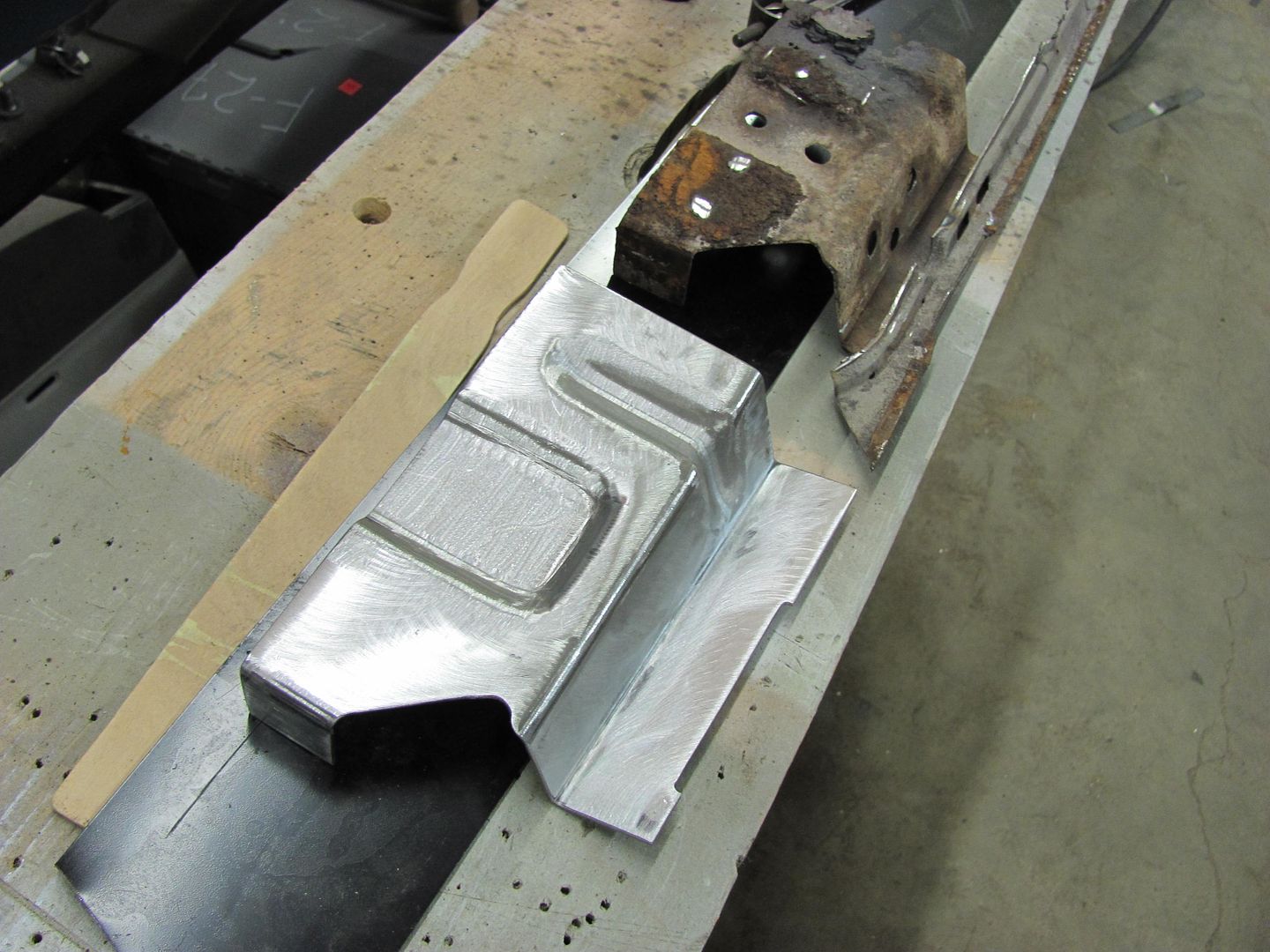
Comparison to the original. Needs a bit of clean up work, but should work fine.
And then the repair parts (the ones made so far...) trimmed and fit up for a better look..
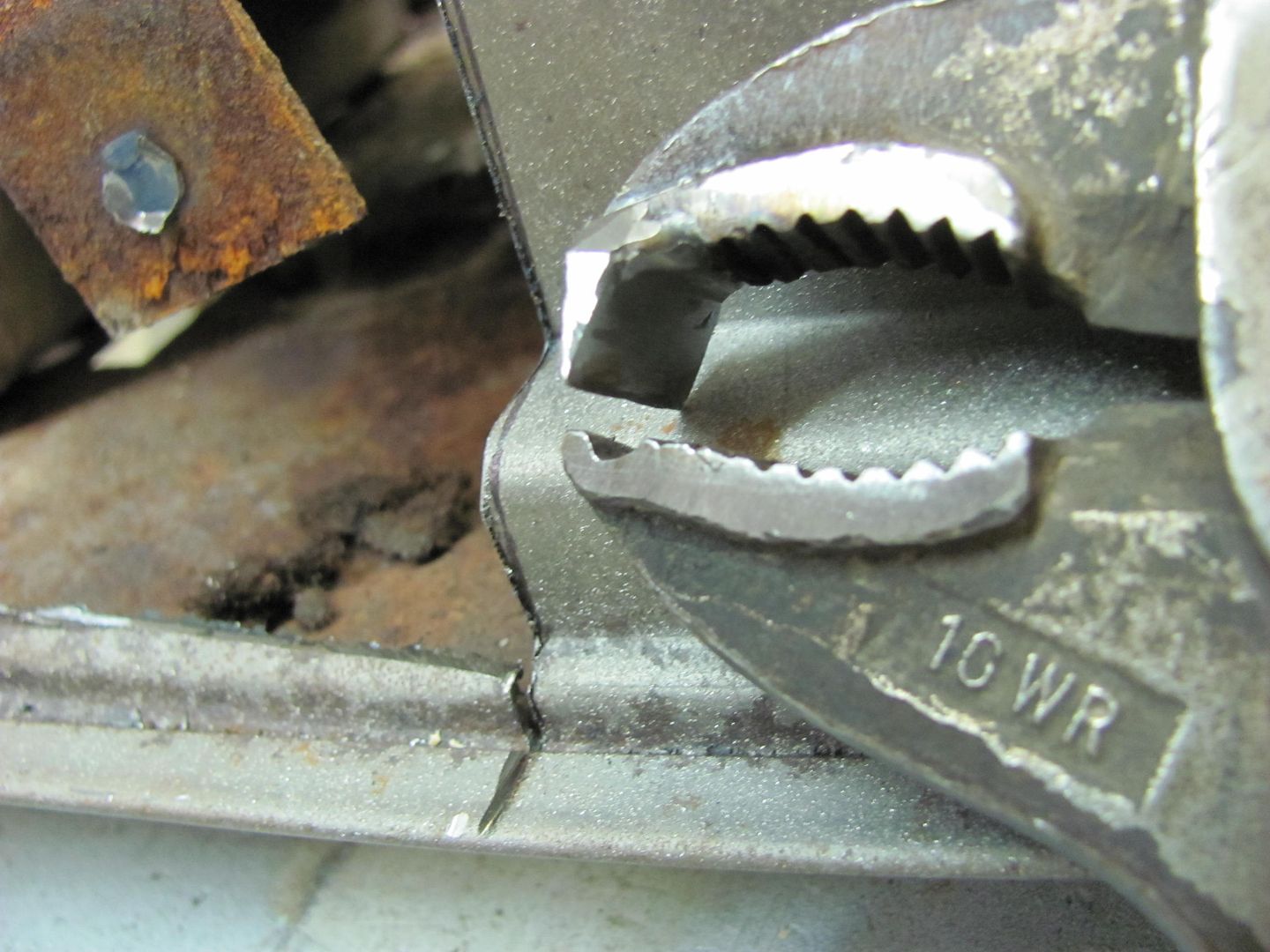
Moving on to the stiffening bead in the tailgate, most were still intact but one did have rust issues, just like the surrounding metal.
To make this detail, a suitable "punch" is made by welding some 1/8 thick plate to the end of a 1-1/4" square tube. For the "die", the nicks and welding slag was cleaned off the vice, and it was opened to the correct size.
The next repair patch is centered over the tailgate and the approximate position of the stiffener bead is marked. The area is prestretched in the wheeling machine.
After some forming with my high tech punch and die, and some fine tuning afterward, the roughly finished product and a test fit against the tailgate...