So, I decided to do a little upgrading on the lathe. I have been running it under a VFD, but honestly, it's not been up to snuff because it's been working strictly as a phase converter.
The Leblond Regal servo shift machines are a little trickier to run the spindle motor alone on a VFD because you have to figure a way to be able to switch gears since the servo shift runs off of a separate 1/2 hp three phase motor.
The options are:
Buy a new single phase 1/2 horse motor and wire connections separate from original wiring
Buy new VFD for running servo shift motor
Convert machine to manual shift.
I called Leblond up, who by the way are incredibly helpful, and they told me they sell parts to convert the machines to manual shift for about $500.
I didn't purchase the parts, instead I wanted to see if I could make the parts myself.
Here's a pic with the top popped on the lathe. The top piece is the servo shift unit. It uses hydraulics to shift gears, with an input dial on the front of the machine for selecting RPM.
 http://smg.photobucket.com/user/mte...22-AD29-9679CE1DEAD2_zpssg8dzujw.jpg.html?o=3
http://smg.photobucket.com/user/mte...22-AD29-9679CE1DEAD2_zpssg8dzujw.jpg.html?o=3
Here's the unit pulled out of the machine. The two arms control the gear changes.
http://smg.photobucket.com/user/mte...1E-93DF-C6CAFFBDF77A_zpscv0wxyol.jpg.html?o=2
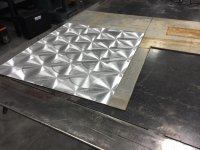
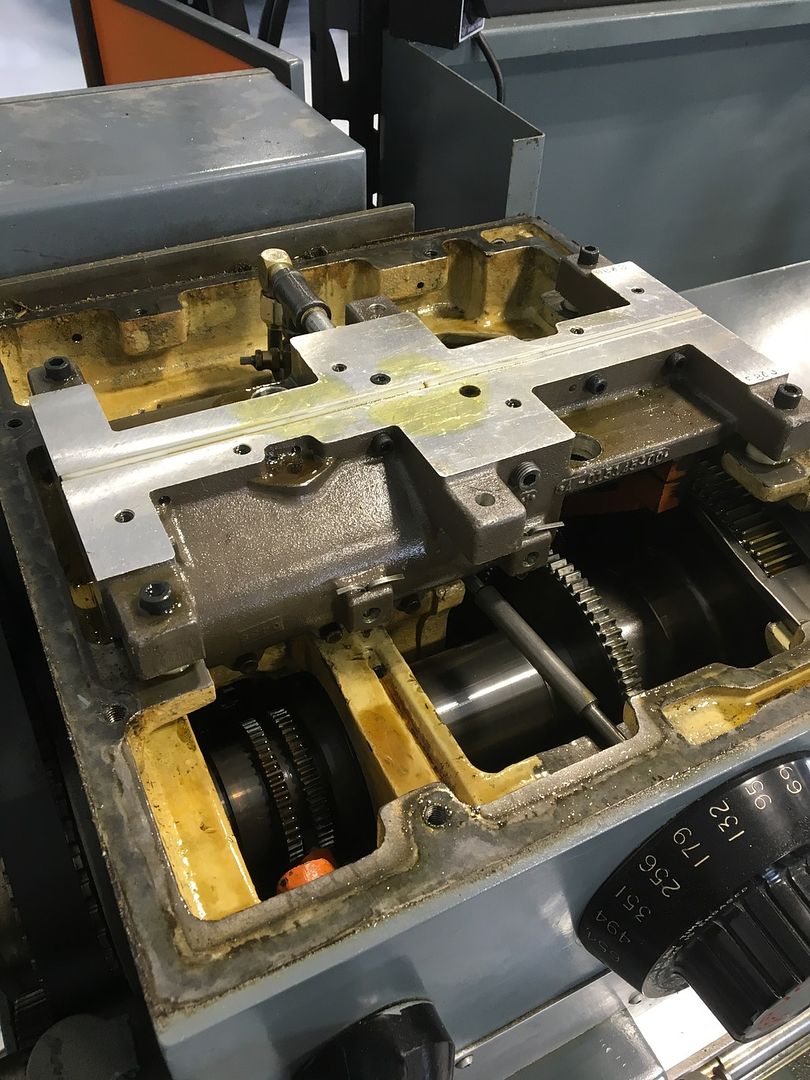
Here's a look at the inside with no servo shift unit. Amazing how clean everything is for this 1978 machine. It looks brand new.

I pulled a cover plate on the front of the machine and found these two rods. They go straight back to the gears. I'm sure glad I didn't pay the $500 bucks for a kit, this is going to be a fairly simple process I believe.

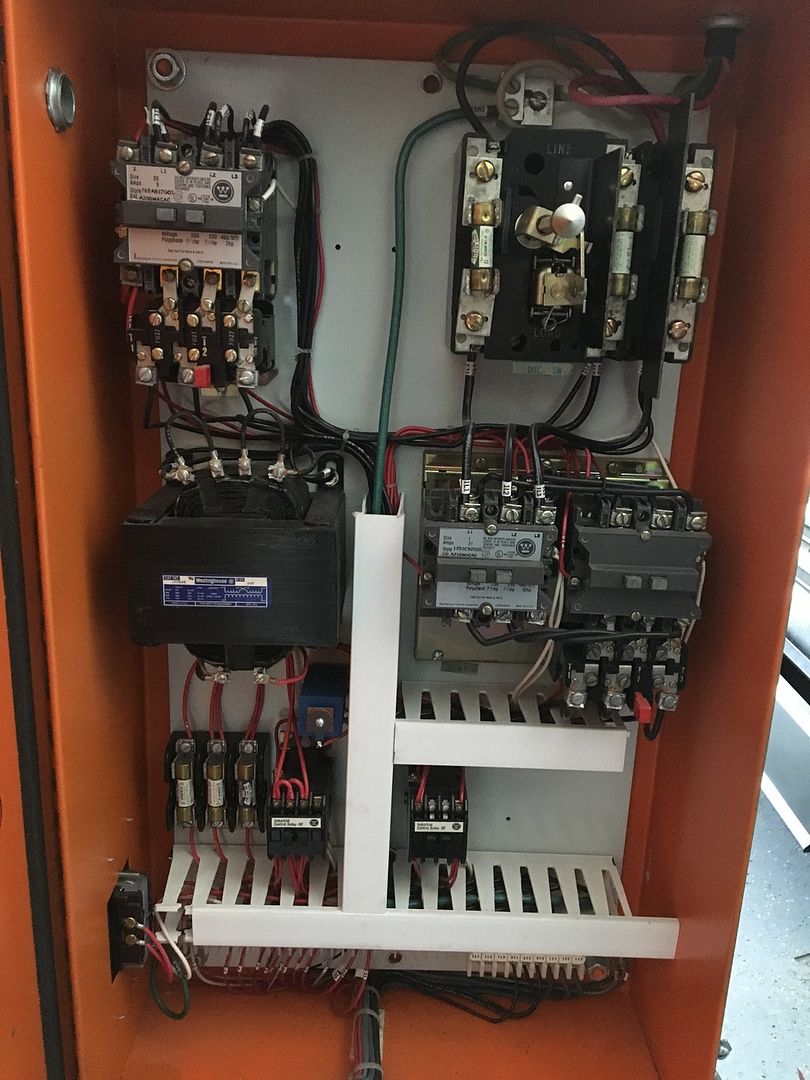
Here's a look at the electrical box for the lathe. It's really complicated at first glance. I'll be able to replace virtually everything in here, run power to a switch then to the VFD. three wires to the motor, two wires from the factory forward/reverse/neutral dial, then a couple wires for the Eaton brake. I haven't quite figured out the brake yet, but I'll get around to that eventually. I'll also run a potentiometer off the VFD so that I can control the speed even further. Fortunately Leblond did an amazing job marking and identifying each wire, along with running the wires in an incredibly clean manner. Makes things much simpler!
It will kinda **** not having the servo shift feature, but honestly it makes a ton of noise so I doubt I'll miss it much. I haven't been able to run the lathe at the high RPM's because the VFD can't act like it should when it runs as a phase converter alone so this will allow me to run it much more efficiently. I'll keep you posted on progress!